
干了这十五年,咱在加工一线啥没见过?今天就跟大家伙儿聊聊一个实打实的加工难题——这圆柱体零件的装夹,特别是它一部分已经车到位了,另一头还是毛坯,这活儿怎么干才能既稳当又高效?直接上卡盘可能伤件,弄不好还出偏。所以啊,咱们就得靠UG来帮忙设计一套靠谱的工装。别以为UG就只用来画那些花里胡哨的复杂曲面,它在设计这种实用型的工装夹具上,那也是手到擒来,能大大缩短咱们的准备时间。咱就用UG里的基础功能,三下五除二,把这零件稳稳当当地固定住,保证刀路走起来又快又准,少跑空刀,减少废品率。这套路子,可都是从无数个日夜的实践中摸索出来的,是真能解决生产问题的硬功夫。
项目背景与零件特性
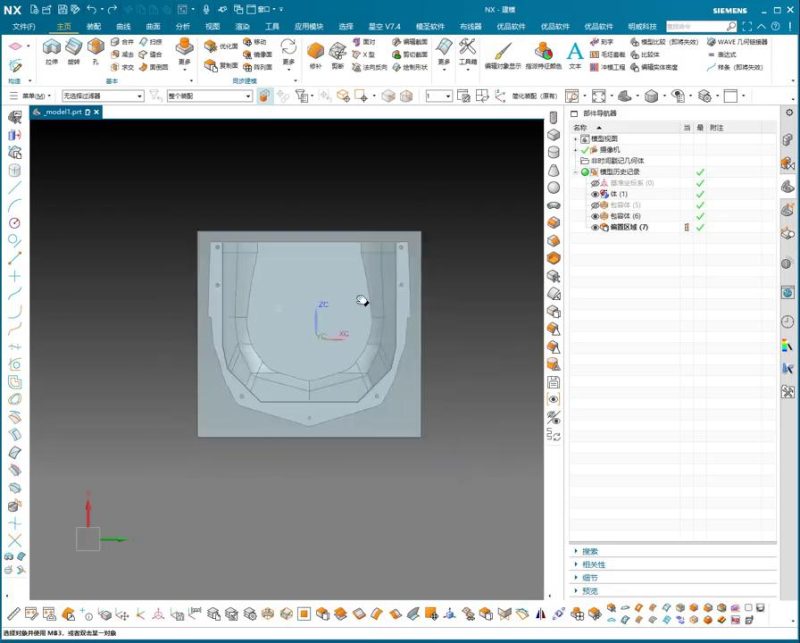
咱们今天要处理的这个零件,说白了,就是个需要两面加工的圆柱体。你们看,它的一头已经车削加工到位了,表面光洁,尺寸也符合要求。但是,另一头还是毛坯状态,得靠铣床或者其他机床把多余的材料去掉,加工出最终的形状。这种情况下,如果你直接用普通卡盘去夹持已经加工好的那一面,风险就大了。轻则表面留下夹痕,影响外观和精度;重则导致零件变形,甚至报废。而且,毛坯端面的形状不规则,直接在三爪卡盘上找正也费劲。所以,为了保证后续加工的精度和效率,咱们得给它量身定制一套稳固的装夹方案。我琢磨着,最好的办法就是用UG设计个专用工装,既能保护好已加工面,又能可靠地固定住毛坯部分。这工装的材料,考虑到耐用性和加工方便性,一般我们会选择像45钢或者QT500铸铁这样的材料,保证它自身有足够的强度和稳定性。通过UG的实体建模功能,咱们能很快地把这个工装给构建出来,为后续的加工打下坚实的基础。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260308121208151-s1_1772943123.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
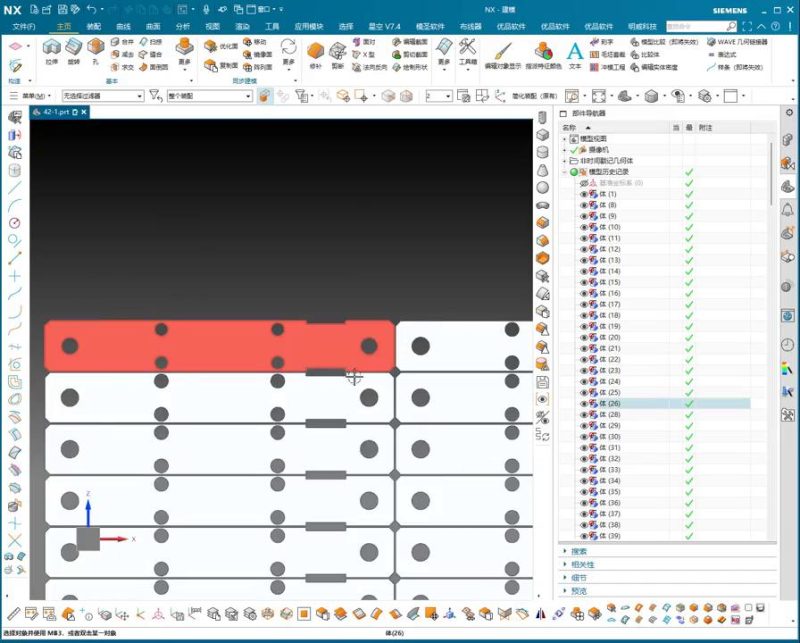
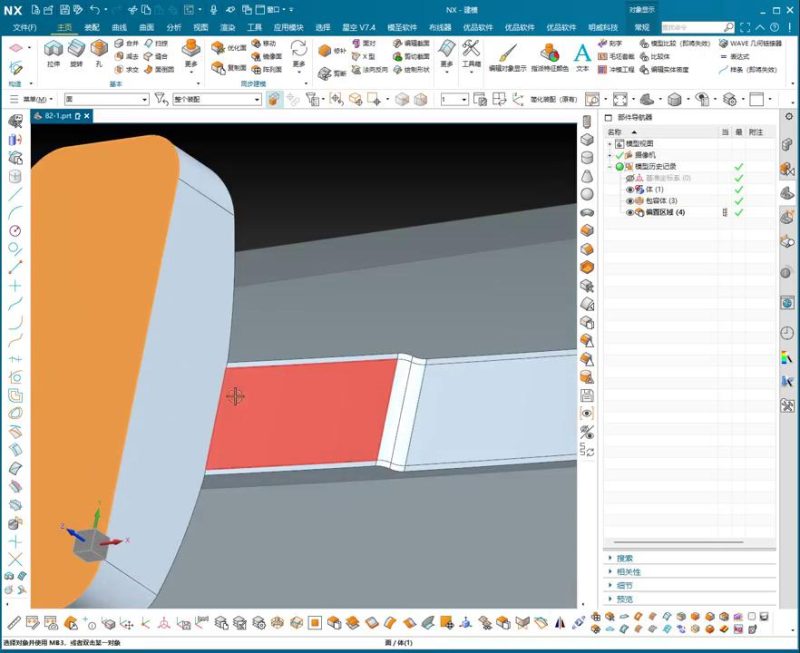
好,现在咱们就来好好说说这套工装的具体做法。首先,在UG里头,咱们就得先画一个比零件毛坯尺寸略大一些的实体方块,这就像咱们的工装原始毛坯。接着,把咱们要加工的这个零件模型,给它摆放到这个方块内部,位置得放准了,模拟它装夹后的状态。然后,关键一步来了,用UG的“减去”功能,就是布尔运算里的Subtract,把零件模型从这个方块里头减掉。这样一来,一个完美贴合零件轮廓的定位槽就出来了,严丝合缝,零件放进去一点虚位都没有。这个工装的下半部分,咱们就把它设计成一个平整的底座,方便直接固定到机床工作台上。为了防止零件在加工时打滑或者受力不均,咱们再在工装上设计几个螺丝孔位,配合压板把零件死死地压在定位槽里。压板的形状也要根据零件的特点来设计,确保受力均匀且不影响刀具走位。设计完工装,咱们就可以把它的模型导出,去机加工车间把它铣出来。工装铣好之后,把零件放进去,用压板锁紧,这时零件就稳如泰山了。接下来,无论是平面铣削、侧面轮廓加工,还是钻孔攻丝,刀具都能流畅运行,减少了振动和变形的风险。这不光提高了加工效率,更保证了零件的精度,省去了不少返工的麻烦。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260308121210898-s2_1772943123.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
- 设计切忌复杂化: 工装夹具的设计,往往不是越复杂越好。咱们师傅们追求的是实用、高效。用UG画的时候,能用简单的拉伸、布尔运算解决,就没必要绕弯子搞花哨。越简单,制作成本越低,后续维护也越方便。记住,把零件夹稳、定位准确,就是好工装。
- 装夹务必牢固稳妥: 无论工装设计得再好,装夹不到位也是白搭。零件放进工装后,要确保压板压紧,螺丝扭到位,工装本身也要稳稳地固定在机床上。加工过程中,任何一点松动都可能导致零件报废,甚至损坏刀具和机床。装夹时,要仔细检查,不能留一点隐患。
- 忽略材料特性是硬伤: 设计工装时,要充分考虑零件和工装本身的材料。比如,如果零件是软质材料(如纯铝),工装的夹紧面就要考虑是否需要做软爪或加保护垫,防止压伤。而工装自身的材料也要选强度足够、不易变形的,这样才能保证长期的使用精度和寿命。细节决定成败,不能马虎。
本文关键词:UG建模, 工装夹具设计, 数控加工, 零件装夹, 刀路优化00:00
📍 进阶资源推荐:




















暂无评论内容