
小伙子们,今天咱聊聊加工这个异形件。这活儿可不简单,看着不起眼,但里面的门道多着呢。像这类高精度、几何形状复杂的零件,从毛坯到成品,每一步都得想清楚、做到位。咱们UG专家,不光要会建模,更得懂编程,尤其要琢磨怎么排刀路,把那些空刀给减下来,省时间省成本。材料特性,从铝合金到钛合金,脾气秉性各不相同,切削参数、热处理变形的预防,还有这装夹方案,都得心里有数。今天就结合UG,手把手给你捋捋,怎么把这件儿给拿下。记住,车间里,经验就是硬道理,但新技术也得学,两手抓才能出好活儿。
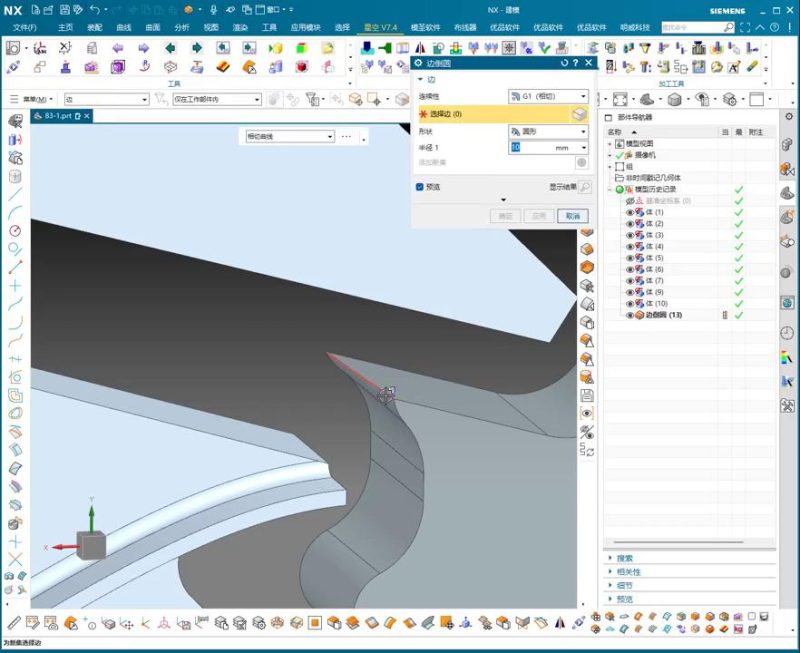
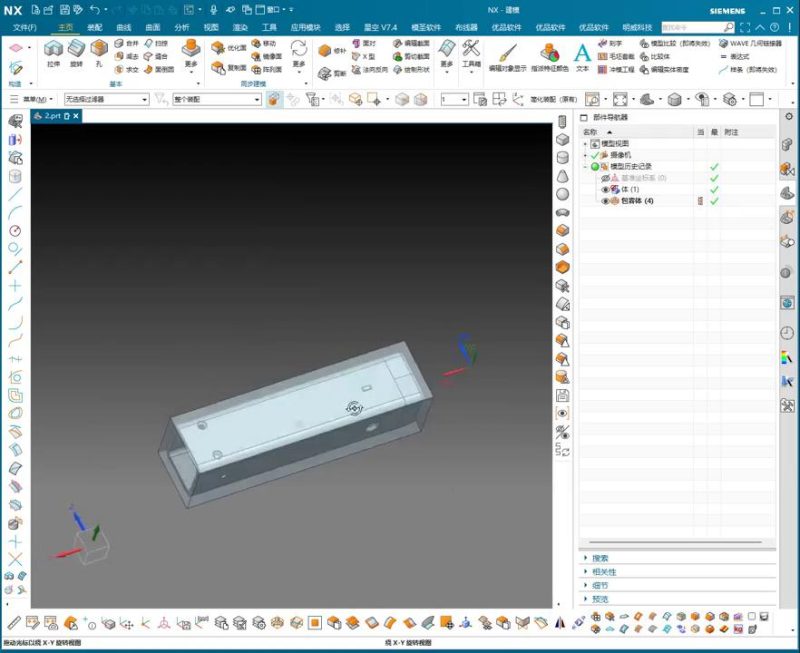
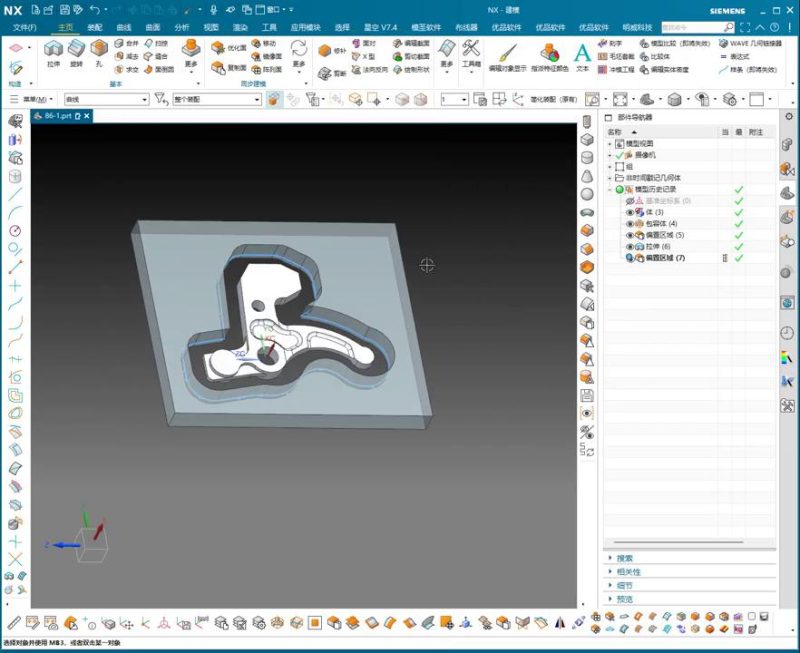
这件儿啊,你看它形状特别,是航空结构件上一个关键的连接部分,需要承受不小的载荷。材料嘛,咱们用的是航空级的钛合金,TA15。这玩意儿硬度高、强度大,但加工起来可是个烫手山芋,导热性差,刀具磨损快,最要命的是,特别容易变形,尤其是那些薄壁区域。所以说,从咱们拿到这块毛坯开始,就得把整个加工链条考虑周全。设计要求很高,尺寸公差达到微米级,表面粗糙度也得是镜面级别。咱们的目标,就是用咱们的UG技术,结合多年的工艺经验,把这件儿做得漂漂亮亮,一次性通过验收。这可比光是画个图、编个程复杂多了,得把工艺和程序紧密结合起来。你看,这毛坯就摆在这儿,方方正正一块料,要把它变成图纸上的模样,就得下硬功夫了。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260203004819498-s1_1770050891.jpg)
老师傅实操截图 – 核心工艺点解析
好,现在咱们一步一步来。
首序:开粗与粗基准建立
拿到毛坯,第一步是“开粗”。因为是钛合金,热量集中,变形厉害,所以咱们得先给它减重,但要留足余量。咱们用UG的“型腔铣”功能,选择大的立铣刀,上高进给,低转速,确保切削力均匀。刀路要从外向内螺旋切削,避免刀具直接扎入材料,减少震动。这毛坯咱们要分两面加工。
一面开粗
先把一个大面作为基准,压紧了,用三轴或者3+2轴把大部分多余的料切掉,留个大概3毫米的均匀余量,就像视频里说的,先留大余量。注意,夹具得够硬,防止变形。
反面开粗
加工完一面,翻过来。这时候,夹具可能就得用软爪了,夹在粗加工过的面上。同样用型腔铣,把另一面的余量也开掉。这两次开粗的目的,都是为了去除大部分材料,并且保证两侧留有均匀的余量,为后续的热处理和精加工做准备。
二序:热处理与半精加工
这钛合金,开粗后内部应力会释放,很容易变形。所以,两面粗加工完,不能直接精加工。咱们得送去“消除应力热处理”,把零件的内应力彻底释放掉,等它冷却下来,尺寸也就稳定了。热处理回来,零件表面会有一层氧化皮,而且可能略有变形。所以要进行“半精加工”。同样分两面。
一面半精加工
在高精度机床上,用球头铣刀或者牛鼻刀,走等高线、插铣等刀路。这时要根据零件的复杂曲面,灵活运用UG的“曲面等高”、“流线驱动”等功能,把余量减到0.5毫米左右,表面粗糙度要求高一点。这步的目的是为了修正热处理带来的轻微变形,并为精加工提供更均匀的余量。
反面半精加工
同样翻过来,在软爪上夹紧,重复类似的操作。这时候刀路要更细,切深更小,尽量减少对零件的冲击和热量。
三序:五轴精加工
这才是咱们UG专家的重头戏。零件的复杂曲面和内部结构,四轴都够呛,必须上“五轴联动”。
精基准的建立
这时候咱们已经有了相对稳定的表面,可以直接夹持在精度更高的工装上。
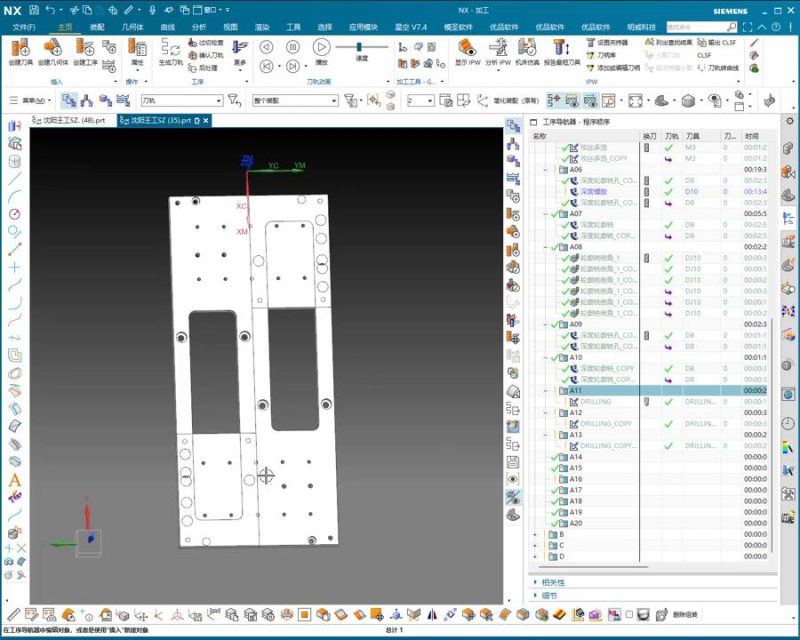
五轴刀路优化
针对那些复杂曲面、深腔、薄壁,用UG的“多轴流线”、“型腔铣”里的5轴策略,甚至“叶轮加工”的思路去编刀路。要优化好刀轴矢量控制,避免刀具碰撞,更要减少“空刀”浪费时间。比如,可以用“固定轴加工”里面的“侧刃切削”,减少刀尖圆角留下的凸起,或者用“切削边加工”来处理陡峭区域。
特殊刀具的应用
对于某些内部的倒角、R角,光靠标准刀具是不够的。咱们得“磨非标刀具”,或者直接用UG仿真校验,确保刀具能够顺利进入并加工到位。
关键部位精修
像视频里提到的那些连接位置,必须用摆角度的五轴刀路,把每个角都清干净,不能留一丝毛刺和余量。确保每一个面、每一个角度都符合图纸要求。
走刀策略
精加工时,切深要小,走刀速度要稳定,保持恒定的切削负荷。配合高效的冷却液,防止加工过程中产生新的热应力,导致变形。
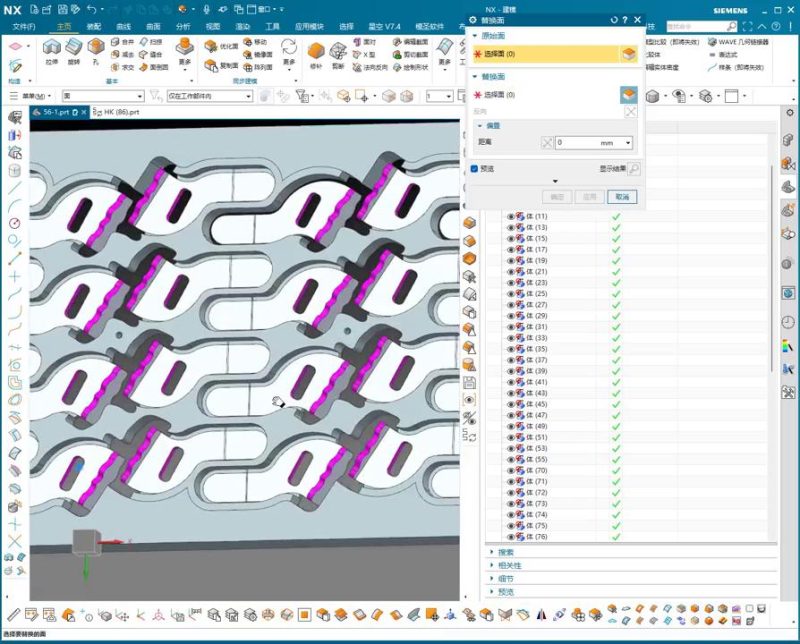
通过这三步,咱们就能把一个粗糙的钛合金毛坯,变成一个高精度的复杂零件。这不光是机床的功劳,更是咱们工艺的智慧和UG技术的体现。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260203004822452-s2_1770050891.jpg)
老师傅实操截图 – 核心工艺点解析
避坑总结(师傅经验谈)
- 材料变形控制是核心: 像钛合金这种高强度低导热的材料,加工过程中稍微不注意,热量一积聚,内应力一释放,零件立马就变形。所以,开粗后的热处理是必不可少的一环,不是所有材料都需要,但钛合金必须有。刀具路径要均匀,避免局部应力集中。夹具设计得合理,不能太紧也不能太松,最好是多点支撑,或者使用真空吸附、蜡模填充等特殊装夹方式,减少变形风险。
- 刀具选择与管理: 钛合金加工对刀具要求极高,刀具磨损快,容易崩刃。选对刀具材质(如硬质合金、陶瓷刀具),涂层(如AlTiN),以及几何形状(如大螺旋角、强力切削刃)非常关键。同时,刀具的寿命管理也要跟上,不能等到刀具彻底报废了才换,要定期检查,磨损到一定程度就及时更换或修磨,以保证加工质量和效率。
- UG刀路优化与仿真校验: 再好的机床,没有好的刀路规划也是白搭。尤其是五轴加工,空刀太多不仅浪费时间,还增加刀具磨损。在UG里,咱们要学会用好“碰撞检查”、“过切检查”等功能,把刀路优化到极致,减少不必要的抬刀、进退刀。对于复杂曲面,多利用“点云检测”或者“曲面分析”来判断刀路质量,确保最终零件的精度和表面质量。这些仿真工作做在前头,能替咱们省下不少实际加工的试错成本和材料损耗。
本文关键词:UG加工, 钛合金, 5轴联动, 复杂曲面, 工艺优化00:00
📍 进阶资源推荐:



















暂无评论内容