
本节UG NX 1980加工工艺实例课深入讲解了带有连接筋的零部件多件加工工艺。通过对一个三角形零件的详细分析,课程介绍了如何优化多件排版以最大化材料利用率,并详细阐述了在CNC加工中心上实现正反面加工的策略。重点讨论了连接筋的设计考量、辅助几何体的创建以及程序编制的效率优化,旨在帮助学员掌握高效、可靠的多件加工方法。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260127223611629-s1_1769524557.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260127223612391-s2_1769524557.jpg)
UG NX 1980 加工工艺实例课:零部件连接筋多件工艺讲解
课程概述与零件分析
本节课的核心是一个几何形状相对简单的三角形零件,其主要特点是需要进行两面加工,并且含有一个贯穿的槽(groove)。零件尺寸不大,但在多件加工时,其三角形的几何特性对排版策略提出了特殊要求。传统的单件加工可能采用先加工背面,再翻面加工正面的方式。对于槽的加工,可以在完成基本形状后进行,或者与后续工序结合。虽然车床加工在某些情况下也是可选方案,但本课程将专注于使用加工中心(加工中心)实现高效的多件加工。
多件排版策略
优化材料利用率
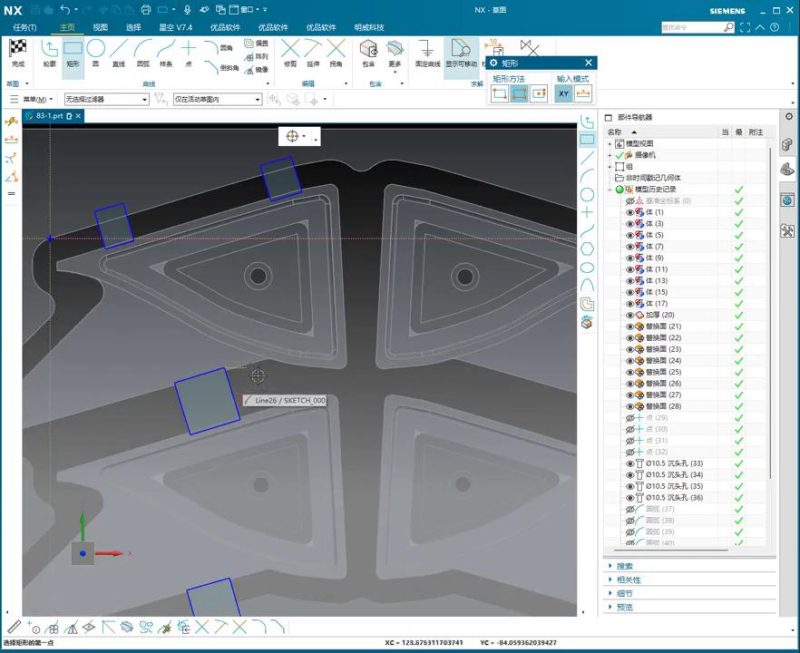
为了提高生产效率,本次工艺讲解的核心是将多个相同零件(此处为六件)排布在一块板材上进行加工,即“排版”或“嵌套”。由于零件是三角形的,简单的平行排列或镜像排列可能导致材料浪费。为了最大程度地利用板材,减少边角料,课程提出了一种旋转镜像的排版策略:将第二个零件相对于第一个零件旋转180度,然后再进行镜像排列。这种方法能够使零件的尖角相互契合,显著缩短排版所需的板材长度,从而提高材料利用率。通过这种旋转优化,原本较长的板材需求得以大幅缩减,为后续的加工带来了更高的效率。
连接筋设计考量
在多件加工中,连接筋(也称作工艺筋或桥)的设计至关重要,它用于在加工过程中固定零件,防止其从板材上脱落。本课程强调连接筋的设计不仅要考虑切断刀具的尺寸(例如使用7mm刀具),更要确保连接筋的强度。讲师建议将连接筋设置得稍长一些,并确保其连接到零件的实体部分,而非仅仅在零件与零件之间的缝隙。例如,如果切断刀具直径为6mm,连接筋的宽度至少应保证足够的强度,并且在板材上留出足够的距离(如移动12mm),以避免在加工过程中因强度不足而导致零件提前分离或损坏。
加工流程与刀具选择
正反面加工顺序
本案例的加工流程遵循常规的CNC加工步骤:首先对板材进行正面粗加工,将大部分材料移除。接着,将工件翻转,对背面进行粗加工。完成两面粗加工后,再将工件翻回正面,进行精加工,包括切削内部的槽形特征和外形轮廓。此流程旨在确保零件的尺寸精度和表面质量。
连接筋的切断与加工
在加工后期,连接筋需要被切断,以便将零件从板材上分离。切断连接筋的刀具选择需根据连接筋的宽度和强度要求来确定。课程中提到最初考虑使用6mm的刀具切断连接筋,但为了保证足够的强度和安全性,最终建议使用7mm的刀具。此外,连接筋的保留量应确保在所有精加工完成后,零件仍能稳定地保持在板材上,直到最终的切断工序。
辅助几何体的创建与应用
片体与延伸
在UG NX中,为了更好地规划加工路径和控制切削区域,创建辅助几何体是一种常见的做法。本课程中,讲师通过“片体”(sheet body)的延伸和加厚操作,创建了用于定义连接筋的辅助实体。这些辅助片体帮助工程师直观地确认连接筋的位置、尺寸和与零件本体的连接方式,确保连接筋的稳固性。
辅助几何体的取舍
在实际操作中,是否创建辅助几何体需要权衡。讲师提到,有时甚至不绘制辅助体,直接通过定义外形轮廓进行切削也是可行的。然而,对于复杂的连接或需要精细控制的区域,辅助几何体可以提供明确的边界和参考,从而简化后续的刀路编程,减少人为错误。对于本案例,创建辅助体有助于清晰地规划连接筋的切断路径和剩余材料的清除。
多件加工与程序编制思路
单件与多件加工对比
本课程主要探讨的多件加工,与传统的单件加工相比,在程序编制上具有显著的优势。通过一次性排版和编程,可以同时加工多个零件,大大减少了装夹次数和程序切换时间,从而显著提高生产效率。对于大量生产相同零件的情况,多件加工是首选方案。
程序编制效率
在程序编制方面,针对多件加工,可以采用两种主要策略:一是为每个零件单独编程,然后进行组合;二是编写一个通用的程序,利用UG NX的镜像、阵列等功能将其应用到所有零件上。课程中倾向于后者,即先对一个零件完成编程,然后通过镜像或阵列操作将刀路复制到其他零件上。这种方法不仅减少了编程的工作量,也保证了所有零件加工的一致性。最终的加工流程可以设计为:先完成所有零件的粗加工,再进行精加工,最后统一切断连接筋。对于内部孔或槽,可以在精加工阶段或者单独的工序中完成。
本节避坑总结
1. 避坑点一:三角形零件排版与旋转镜像策略
实战经验: 对于非矩形零件,特别是三角形零件,简单地进行平移或镜像排版可能导致材料浪费。在排版时,务必考虑零件的几何特性,尝试旋转(如180度)与镜像结合的策略,使零件的尖角或不规则部分能够相互嵌入,从而最大化板材利用率。
2. 避坑点二:连接筋的强度与定位
实战经验: 连接筋的宽度和位置直接影响零件在加工过程中的稳定性。切断刀具的直径(例如7mm)应作为连接筋最小宽度的参考,但更重要的是,连接筋必须连接到零件的实体部分,而非仅仅是边缘的悬空处。为避免零件过早断裂或加工时抖动,连接筋应留有足够的长度和宽度,并确保与零件的连接处有足够的材料支撑。建议将连接筋设置在远离最终精加工表面的位置,以防止切断时对精加工面造成损伤。
3. 避坑点三:辅助几何体的创建与实用性
实战经验: 在进行复杂的刀路规划时,创建辅助几何体(如片体、延伸面)有助于清晰地定义加工区域和切削边界。这能够提高编程的准确性,减少错误。然而,并非所有情况都必须创建辅助体。对于简单的外形切削,直接利用零件几何体进行编程可能更高效。关键在于根据零件的复杂度和加工的精度要求,灵活决定辅助几何体的创建与否,避免过度建模,同时确保编程的可靠性。
本文关键词:UG NX, CNC加工, 零部件连接筋, 多件工艺, 排版优化00:00



















暂无评论内容