
UG NX 1980 加工工艺实例课:五轴零件虎钳加工方式工艺讲解
本节课程深入探讨了在 UG NX 1980 中对复杂五轴零件进行加工的工艺策略,特别是针对虎钳装夹方式的详细讲解。课程从零件的几何分析入手,逐步讨论了毛坯的准备、多样的装夹方案及其优劣,并最终确定了一种高效的五轴加工策略。通过对零件特征(如圆角、斜面、底切等)的识别,以及对装夹区域和最终切断点的规划,本课程旨在提供一套在五轴环境下实现高效、精准加工的实战思路,并强调了如何通过合理的工艺设计来避免加工中的潜在问题。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128004535833-s1_1769532322.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128004536869-s2_1769532322.jpg)
一 零件几何特征分析与五轴加工思路
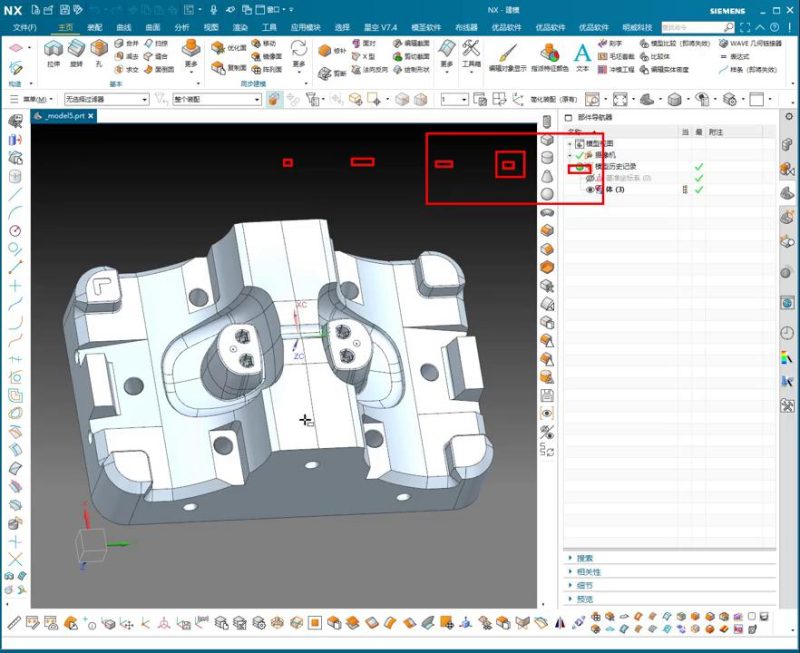
对任何复杂零件进行高效加工的第一步,都是对其几何特征进行全面而深入的分析。本案例中的五轴零件,虽然外观上看似复杂,但在五轴加工的语境下,它被视为一个“比较标准”的零件,即其复杂性可以通过五轴联动能力有效地解决,从而实现一次性装夹完成大部分加工的目标。
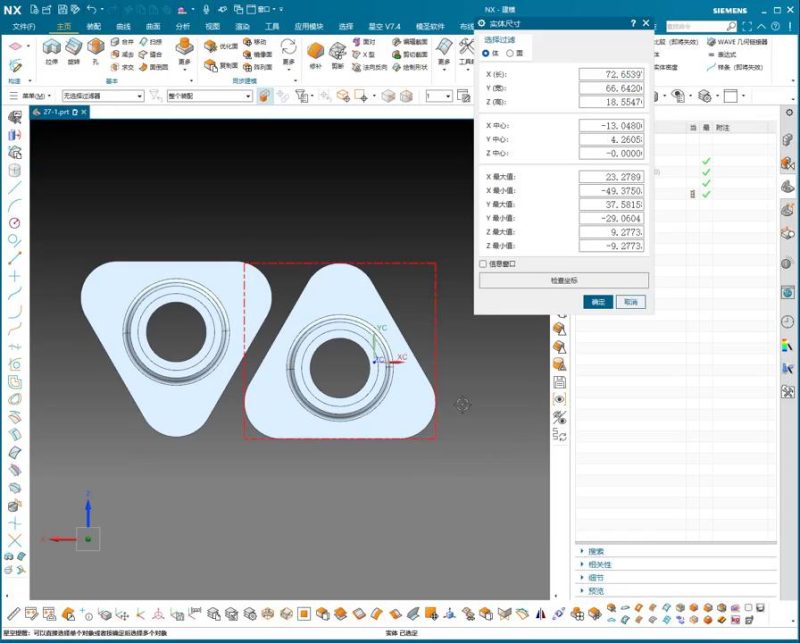
1.1 尺寸与表面平整度评估
首先,我们对零件的长、宽、高尺寸进行了初步评估,确认其并非超大件。随后,利用 UG NX 的斜率分析工具对零件表面进行了平整度检测。尽管对于五轴加工而言,机器本身能够处理复杂的曲面,但识别出平整区域(在分析中显示为绿色)对于规划初始的粗加工路径和确定装夹平面依然具有指导意义。这种分析有助于我们理解哪些表面可以采用更直接的加工方式,哪些需要精细的五轴联动。
1.2 特殊几何特征识别
在几何分析过程中,我们特别关注了以下特征:
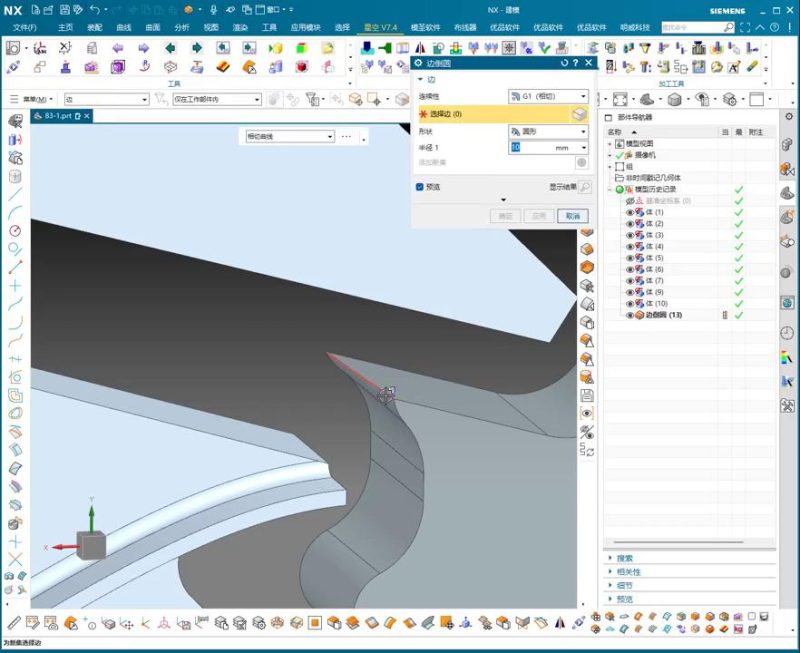
圆角与倒角:零件中存在多种圆角,例如 R3 和 R12/13 的圆角,这提示我们需要选择合适的球头铣刀或R角刀具进行加工,并规划相应的刀具路径。
斜面与底切:通过多角度观察,我们识别出部分斜面和可能存在的底切区域(倒扣面)。这些区域是影响装夹方案和刀具选择的关键因素。如果采用传统三轴分次装夹,这些区域将是难点,而五轴加工则有望一次性解决。
最终的几何分析结论是,该零件适合采用五轴加工,以便最大限度地减少装夹次数,提高加工效率和精度。
二 关键工艺环节:高效装夹策略
在五轴加工中,装夹策略的优劣直接决定了加工的效率和零件的精度。本案例的核心挑战之一,就是如何在实现“一次性加工”(一次性干出来)的同时,兼顾所有复杂特征的加工需求。
2.1 装夹方案探讨与选择
我们探讨了几种潜在的装夹方案:
方案一:夹持底部平面 – 这种方案通常用于平整的底面。然而,考虑到零件可能存在的底切和侧面特征,夹持底部可能导致部分区域无法加工或需要额外的翻转。
方案二:夹持两侧预留毛坯 – 尝试在零件两侧制作连接位进行夹持,但若毛坯预留不当(下料过厚),可能导致过多的材料去除量,增加加工时间和成本。
方案三:夹持一端预留毛坯并最终切断 – 这是本课程重点推荐并实施的方案。选择零件的一个侧面或端面作为主夹持区域,通过预留额外的毛坯材料供虎钳夹持。这样,在一次装夹中可以完成除夹持区域以外的几乎所有特征加工。加工完成后,再将预留的夹持部分切断,从而获得最终零件。
经过综合分析,方案三被认为是最优选择,它最大限度地利用了五轴机的能力,减少了重复装夹带来的误差和时间成本。
2.2 毛坯预处理与装夹位的构建
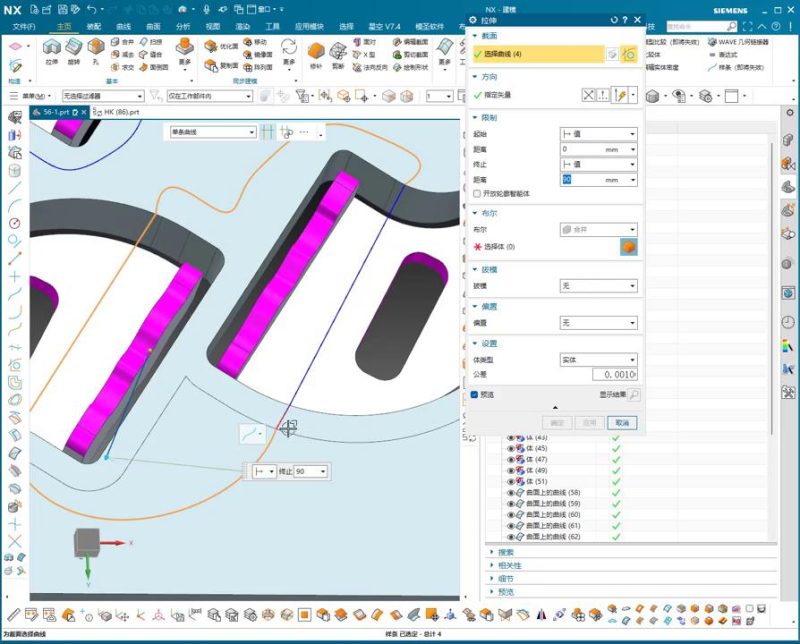
为了实现方案三,毛坯的预处理至关重要:
创建延伸夹持面:首先,选择用于夹持的原始零件表面。然后,通过“加厚”或“偏置面”功能,将该表面向外延伸一定距离(例如,考虑到刀具尺寸和夹持力,预留10-13毫米,最终根据实际情况可能调整为7毫米或20毫米等)。这个延伸部分将成为虎钳的夹持区域。
毛坯几何构建:将原始零件模型从带有延伸夹持面的毛坯实体中减去,从而得到一个包含所需加工余量和延伸夹持区域的定制毛坯。
替换面调整:在延伸过程中,需要注意将延伸面与相邻的圆角或其他几何特征平滑过渡,确保后续刀具路径的准确性。在过程中出现尺寸错误时,需要通过“替换面”功能对延伸长度进行精确调整,以满足加工和切断的需求。
2.3 临时支撑结构(小柱)的设置
在复杂零件,尤其是带有薄壁或开放结构(如开口)的区域,在加工过程中可能会出现振动、变形甚至“崩裂”的风险。为了规避这一风险,课程提出了设置“小柱”(临时支撑结构)的方案:
绘制与拉伸:在可能发生崩裂的区域,绘制一个小的几何形状(如矩形),并将其拉伸成为一个细小的支撑柱,连接到预留的夹持区域。
功能与移除:这些小柱在加工过程中起到支撑作用,待主要加工完成后,在最后阶段将其切除,不影响零件的最终形状。这种做法可以有效提高加工的稳定性,保证零件质量。
三 加工过程与注意事项
在确定了零件几何和装夹策略后,实际的五轴加工过程需要进一步细化。
3.1 刀具选择与路径规划
圆角加工:针对零件中的 R3、R12/13 等圆角,应选择相应尺寸的 R 角刀具或球头铣刀,并规划连续、平滑的五轴刀具路径,确保曲面质量。
斜面与曲面光顺:对于斜面和自由曲面,可以利用五轴的联动功能,通过光顺加工(如“光侧壁”)来提高表面光洁度,避免台阶纹。
切断加工:在完成所有主体加工后,使用合适的刀具(如小直径立铣刀或槽铣刀)将预留的夹持部分切断。切断路径应规划在预设的延伸边界处,确保与零件最终轮廓的平滑衔接。
3.2 潜在问题及应对
干涉避免:五轴加工虽然灵活,但干涉仍需警惕。在刀具路径规划时,务必进行干涉检查,确保刀具、刀柄、主轴和夹具之间没有碰撞。
余量控制:在整个加工过程中,合理控制加工余量至关重要。过多的余量会增加加工负荷和时间,过少的余量则可能导致欠切或表面质量问题。
稳定性检查:在仿真阶段,除了几何验证,还应尽可能模拟实际加工时的受力情况,评估装夹的稳定性,尤其是在切削力较大的粗加工阶段。
本节避坑总结
1. 深入理解零件几何是核心:在进行五轴加工前,务必投入足够时间利用UG NX的分析工具(如斜率分析、倒扣面检查)全面分析零件的几何特征、关键尺寸和特殊区域(如圆角、薄壁、开口)。这将直接影响后续装夹方案和刀具路径的制定,避免盲目加工导致的问题。
2. 装夹方案需与五轴能力充分结合:不要局限于传统三轴加工的装夹思维。对于复杂五轴零件,应积极探索“一次性加工”的可能,通过在毛坯上预留特定的夹持区域,并计划在加工后期进行切断分离。这要求在毛坯设计阶段就考虑夹持所需余量和切断位置,并通过“加厚/偏置面”和“替换面”等功能精确构建。
3. 应对加工风险的辅助策略:对于零件中存在薄壁、开口或结构脆弱的区域,要预判可能发生的振动、变形或崩裂风险。此时,可考虑在这些区域设置临时支撑结构(如“小柱”),在主要加工完成后再将其切除。这种辅助策略能够显著提升加工的稳定性和最终零件的质量。
本文关键词:UG NX 1980, 五轴加工, 虎钳加工, 装夹策略, 毛坯处理, 切断加工, 几何分析, 小柱支撑, 00:00



















暂无评论内容