
本文详细讲解了如何使用UG NX进行复杂零部件的三序加工工艺规划与编程。通过对铝制零件的几何特征进行深入分析,包括尺寸评估、特殊曲面(如倒扣面、斜面)的识别与处理,以及毛坯的精确定义。文章着重阐述了如何利用UG NX的拉伸、裁剪、延伸面和拆分体等功能来创建适应多序加工的辅助毛坯和加工区域,并详细规划了涵盖粗加工、精加工、打孔和爬面等操作的三序加工策略。旨在帮助读者理解并掌握从零件分析到NC编程的完整流程,提高实际操作中的工艺规划能力。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128101512933-s1_1769566499.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128101513138-s2_1769566499.jpg)
UG NX 1980 加工工艺实例课:30、案例、零部件加工3序工艺讲解
引言:零件分析与工艺概述
本节课程的核心是针对一个复杂的铝制零件进行CNC加工工艺的规划和UG NX编程。该零件具有特殊的整体形状,我们需要通过多步加工来完成其完整形态。我们将采用三序加工的策略,即分三个主要阶段完成所有加工任务。首先,对零件的几何特征进行初步分析,以识别潜在的加工难点,如倒扣面、斜面等,为后续的工艺路线制定奠定基础。
零件几何特征详细分析
在开始具体的加工策略制定之前,我们首先利用UG NX的测量工具对零件的尺寸和几何特征进行全面分析。
我们首先检查零件的整体尺寸和各个面的角度。值得注意的是,在分析过程中发现某些区域存在非常细微的斜度或倒扣面。对于这些角度极小(如在几度范围内)的倒扣面或斜面,如果它们是由于建模误差或不影响最终功能,在实际加工中可以考虑忽略或通过特定的刀具(如T型刀)一次性加工,而不是为每个微小角度都单独规划复杂的刀路。这需要基于经验和与客户沟通后的判断。
分析还包括确定加工基准面和潜在的夹持区域。通过视图切换和测量,确认哪些面是平坦的、哪些是曲面,以及是否存在需要特殊处理的结构,如深孔、薄壁等。这些信息对于后续的刀具选择、切削参数设定和夹具设计至关重要。
毛坯定义与加工区域划分
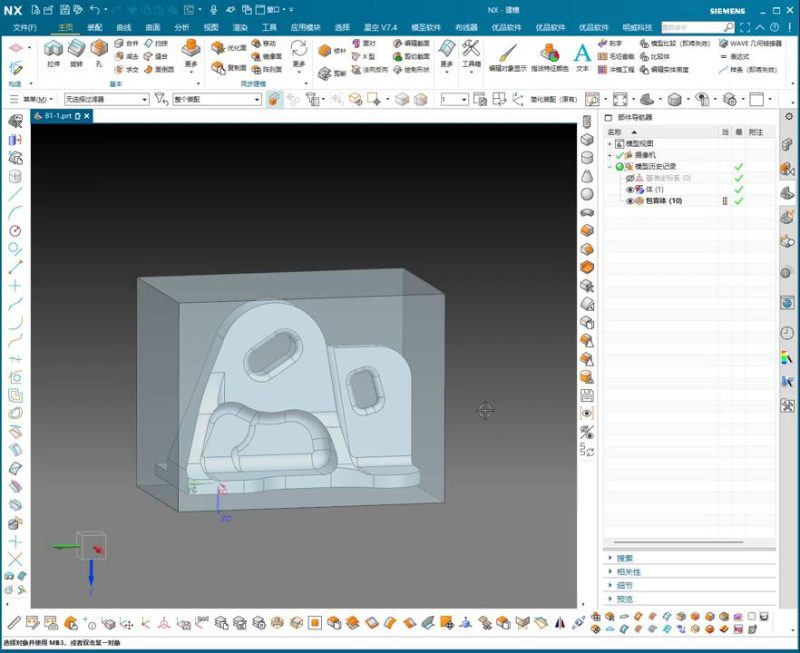
精确定义毛坯是CNC加工的第一步,也是至关重要的一步。本案例中,初始毛坯的设定需要考虑到零件的整体尺寸,并预留足够的加工余量。
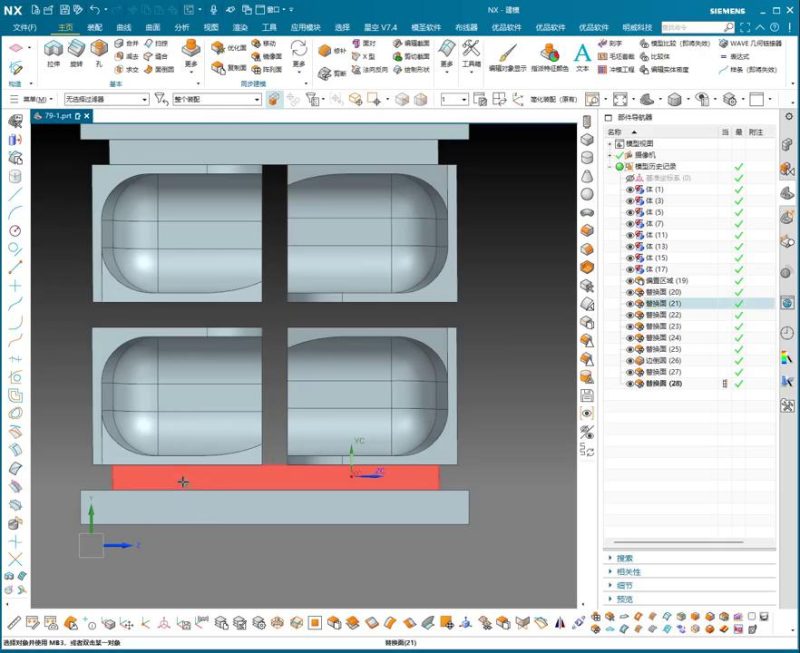
我们利用UG NX的强大建模功能来灵活调整毛坯形状。首先,通过“拉伸”和“裁剪”命令对初始毛坯进行粗略调整,使其与零件形状大致吻合。接着,利用“延伸面”功能,将部分加工面进行适当延伸。这一操作的目的是为刀具进出刀提供充足的空间,避免在切削过程中发生干涉,并确保精加工时能够完全去除余量,同时保持表面质量。
为了支持三序加工,可能需要通过“拆分体”和“合并体”操作,将毛坯分解成多个部分,或者组合辅助面来模拟不同加工阶段的毛坯状态。例如,在加工第一个面时,我们创建了一个包含所有必要余量的辅助体作为毛坯;在翻面加工第二个面时,则需根据第一个面已加工完成的状态,重新定义或调整毛坯体。这些细致的几何操作是确保多序加工顺利进行的关键。
三序加工策略详解
针对此铝制零件的复杂几何形状,我们设计了详细的三序加工工艺路线:
第一序加工 (Front Side Machining)
夹持方式:零件将被稳固夹持在工作台上,确保正面朝上。
加工内容:
外框粗加工:使用合适的铣刀对零件的外轮廓进行粗加工,去除大部分余量。
内部区域粗加工:对零件内部的型腔或特定区域进行粗加工,为后续的精加工做好准备。
注意事项:确保刀具路径合理,避免碰撞,并控制好切削余量。
第二序加工 (Back Side Machining)
翻面夹持:在完成第一序加工后,零件需要翻面并重新夹持。此时夹持的基准面应是第一序加工完成的精基准面,以保证定位精度。
加工内容:
背面粗加工:对零件翻面后的区域进行粗加工。
孔的加工:根据设计要求,钻削或铣削出所有的孔。
精加工:对该面的所有特征进行精加工,达到尺寸和表面质量要求。
第三序加工 (Finishing Sloped/Complex Features)
重新夹持:根据零件形状和剩余待加工特征,可能需要再次调整夹具或使用特殊夹具。
加工内容:
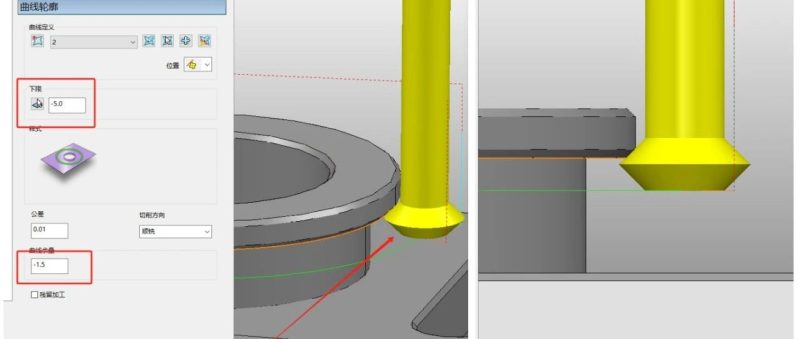
斜面和曲面加工:重点处理零件上的斜面、曲面或其他复杂几何特征,通常会采用“爬面”或三轴、五轴联动加工策略,以保证加工精度和表面光洁度。
倒角和去毛刺:完成所有必要的倒角处理和毛刺去除,使零件符合最终的质量标准。
注意事项:对于复杂特征的加工,需要选择合适的刀具类型、刀具路径和切削参数,以避免振动、刀具磨损过快或加工质量不佳的问题。
加工过程中的细节优化与检查
在整个UG NX编程过程中,持续的优化和检查是必不可少的。
我们反复检查各序加工之间的过渡区域,确保材料的连续性和加工的平滑性。对于零件边缘和内外角的处理,需要根据图纸要求添加适当的圆角或倒角,这不仅能提高零件的强度,也能提升装配性能和安全性。
每次刀路生成后,都应利用UG NX的仿真功能进行严格验证,检查是否存在过切、欠切、空刀或刀具干涉等问题。这有助于在实际加工前发现并修正潜在错误,降低废品率。
此外,本文强调了工艺规划的灵活性。虽然提供了一种详细的三序加工方案,但UG NX的强大功能允许用户根据实际机床、刀具和生产条件,探索并采用多种不同的加工方法。只要最终能够高效、精确地加工出合格零件,都是可行的方案。
本节避坑总结
1. 细微角度的处理决策: 在UG NX中对零件进行几何分析时,尤其是遇到图纸上显示为极小角度的面(如几度甚至更小),应仔细判断其来源和对功能的影响。若这些细微角度很可能是建模误差或不影响零件性能,可以考虑在CAM编程时将其视为平面进行简化处理,或通过合适的刀具(如T型刀、球头刀)一次性加工,避免为之设计过于复杂的刀路,从而提高编程效率和加工稳定性。
2. 毛坯及加工边界的精确操作: 在进行多序加工时,精确定义每一步的毛坯形状和加工边界至关重要。利用UG NX的“延伸面”功能,合理延伸加工面,可以为刀具提供足够的进退刀空间,有效防止刀具与未加工区域干涉、过切或欠切,确保加工的完整性。同时,通过“拆分体”和“合并体”等工具辅助创建各序的毛坯体,有助于清晰规划加工路径和验证刀具轨迹。
3. 多序加工的夹持与基准规划: 对于需要翻面或多角度加工的零件,必须在工艺规划初期就明确各序的夹持方案和定位基准。选择稳固且易于重复定位的夹持方式,并确保不同加工序之间的基准统一或有明确的转换关系,是保证零件加工精度和避免累计误差的关键。例如,在第二序翻面加工时,应将第一序已加工完成的精基准面作为新的定位基准面。
本文关键词:UG NX,CNC加工,编程,零部件加工,工艺规划,三序加工,倒扣面,延伸面,拆分体,精加工,粗加工00:00




















暂无评论内容