
摘要:本文深入解析了《UG NX 1980 加工工艺实例课:31、第三十一节课_案例、零部件一板十件工艺讲解》中的核心技术要点。内容涵盖了多件加工的策略、零件在板材上的排版布局、连接筋的设计及其必要性、优化加工路径规划、刀具选择与方向调整、包容体的设定以及多种夹具(压板与螺丝固定)的应用。文章还探讨了不同机床轴数(三轴、五轴)对加工效率的影响,并提供了实用的避坑经验,旨在帮助读者掌握UG NX进行高效CNC多件加工的技巧。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128122316565-s1_1769574182.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128122317793-s2_1769574182.jpg)
UG NX 1980 加工工艺实例课:31、第三十一节课_案例、零部件一板十件工艺讲解
一、多件加工的挑战与策略
对单板十件加工需求的理解
本节课程的核心在于讲解如何在单一板材上高效加工十个相同的零部件。这种多件加工策略旨在提高生产效率,特别是对于批量生产小型零件具有显著优势。教师强调,尽管加工方法多样,但选择合适的排版和工艺流程是实现高效加工的关键。
板材布局与定位初探
在开始加工之前,首要任务是确定零件在板材上的排版布局。视频中展示了一种5×2的排列方式,即底部五件,顶部五件。这种对称且紧凑的布局能够最大限度地利用板材空间,并简化后续的加工程序。初步的布局设计需综合考虑零件的几何特征、刀具的可达性以及后续夹紧的便利性。
二、零件排版与连接筋设计
几何排布方案:5×2排列
零件的几何排布对于多件加工的效率和质量至关重要。课程中通过将单个零件平移复制的方式实现了5×2的阵列。教师指出,在进行零件平移时,需特别注意零件孔位的对齐以及切断加工时刀具所需的间隙。例如,在X方向移动时,需要精确计算中心距,并预留足够的间距,以确保切断刀具能够顺利通过而不产生干涉。视频中通过实际测量和调整,最终确定了合适的平移距离,验证了排版方案的可行性。
连接筋的必要性与替代方案探讨
为了防止零件在加工过程中因切削力而脱落,通常会在其与主板材之间设计“连接筋”。然而,本节课中教师也探讨了连接筋的替代方案。在某些情况下,如果后续有可靠的夹具(如压板或螺栓固定),或者零件在精加工后才进行最终切断,连接筋可能不是必需的。课程展示了如何通过“加厚”命令快速生成这些连接结构,其厚度(例如4毫米)需根据零件尺寸、材料强度以及切削力的需求来确定。
三、加工路径规划与刀具选择
孔加工与特征加工顺序
对于带孔的零件,通常建议优先加工孔。视频中演示了先进行孔加工,然后进行外形轮廓的粗加工。在多件加工中,每个零件的孔都可以进行批量钻取,从而显著提高整体效率。
刀具路径与方向调整
UG NX的加工模块在生成刀具路径时,精确指定切削方向是保证加工质量的重要环节。视频中演示了如何通过选择特定的加工面来调整刀具的切削方向,确保切削过程的正确性和效率。对于深度轮廓加工,采用单向切削(一刀到底)通常是一种高效且稳定的策略。
切断操作的考量与细节
切断是多件加工的最后一步,也是容易出现问题的环节。教师强调,切断刀具的选择(例如4毫米刀具)及其路径规划必须考虑到相邻零件的完整性。如果切断间距预留过小,可能导致刀具干涉或零件加工不良。通过合理预留间距和精确的偏移设置,可以确保切断操作的顺利进行。
四、包容体与夹具设定
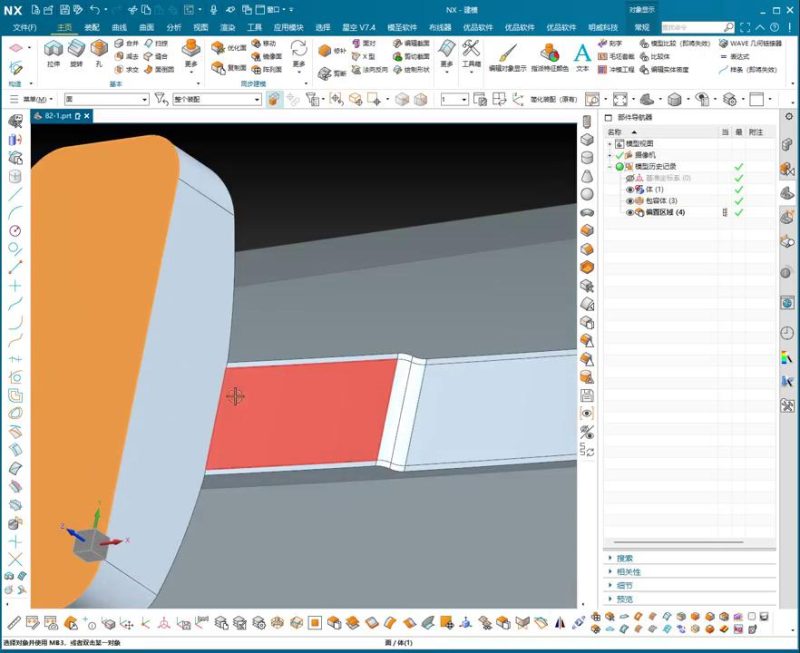
预留加工余量(包容体)
在CAM编程中,为零件设置“包容体”(bounding box)并预留加工余量是标准做法。视频中将包容体设置为20毫米,这为粗加工提供了足够的空间,也为后续的夹具固定提供了便利,例如,允许夹具在不干涉加工区域的情况下进行夹紧。
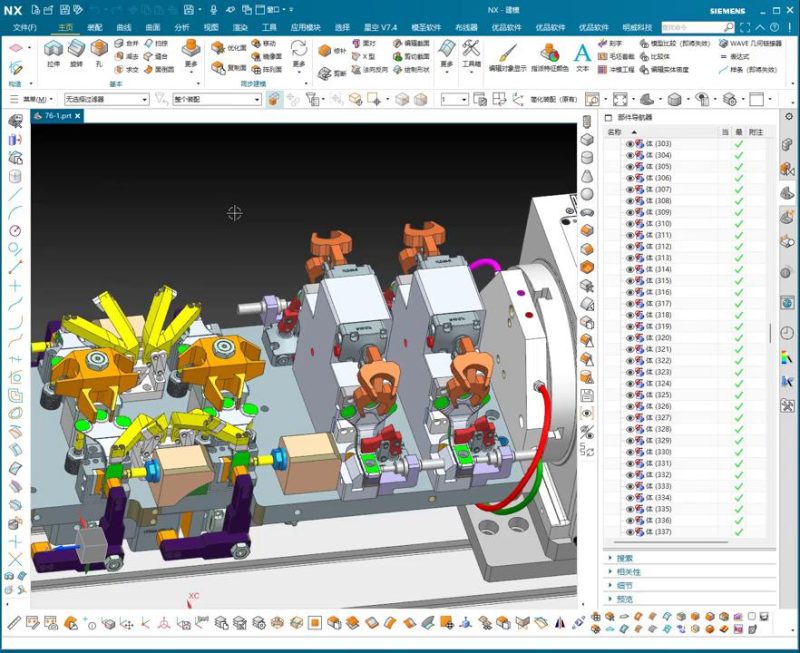
多件加工的夹紧策略:压板与螺丝固定
有效的夹紧是保证加工精度的前提。本节课详细讨论了两种主要的夹紧方式:
1. 压板(或称软爪)夹紧:适用于两侧有足够夹紧空间的零件。
2. 螺丝固定:通过在板材或零件上预留螺丝孔,使用螺栓将工件固定在工作台上。这种方法尤其适用于连接筋较弱或需要多点固定的情况。教师建议在多件加工中,若板材边缘有足够的空间,使用螺丝固定是一种更稳妥的选择,尤其是在需要承受较大切削力或进行切断操作时。
不同夹具方案的优劣分析
压板夹紧操作便捷,但夹紧力可能集中于特定区域,且可能限制刀具的可达性。螺丝固定则能提供更均匀的夹紧力,且可在多个位置进行固定,但需要预先设计螺丝孔,并可能增加装夹时间。针对视频中的零件,使用螺丝固定被认为是更可靠的方案,尤其是在加工到切断阶段,以防止零件脱落。
五、加工流程优化与多轴应用
先粗后精的加工顺序
标准的加工流程是先进行粗加工(开粗),去除大部分材料,然后再进行精加工(光刀),以达到最终的尺寸和表面质量要求。视频中演示了如何分步进行加工,确保各阶段的加工质量,并为下一阶段的加工创造有利条件。
三轴、四轴、五轴加工的适用性
教师强调,即使是三轴机床也能够完全胜任这类多件加工任务。通过合理规划正反面多次装夹可以实现全部特征的加工。然而,如果拥有五轴机床,则可以极大简化装夹过程,在一个设置中完成更多的加工步骤,从而进一步提高效率和精度。五轴机床能够通过旋转工作台和主轴头,一次性完成复杂曲面的加工和多面加工,减少了装夹次数和累计误差。
简化建模以提高效率
在UG NX中进行建模和CAM编程时,简化不必要的几何特征分析(例如圆角分析)可以节省时间。教师在视频中就省略了不必要的R角分析,因为零件设计本身并没有相关特征,这体现了在实际操作中灵活调整策略以提高效率的重要性。
本节避坑总结
1. 零件排版与切断间隙是关键: 在进行多件加工排版时,务必精确计算零件之间的间距,并预留足够的空间给切断刀具。间距不足会导致刀具碰撞或切断质量差。建议在CAM模拟中反复验证切断路径,确保无干涉。
2. 连接筋与夹具策略应相互配合: 连接筋是防止零件脱落的有效手段,但并非唯一选择。在实际生产中,可以根据零件特性和机床夹具情况,灵活选择连接筋、压板(软爪)或螺丝固定。当零件较小或加工力较大时,螺丝固定通常更为稳妥,并应提前在设计中考虑螺丝孔位。
3. 多轴机床能显著提升效率,但三轴机床也完全可行: 拥有五轴机床可以一次装夹完成大部分甚至所有加工,极大提高效率。但对于大多数工厂而言,三轴机床是主流。在三轴机床上,通过合理规划正反面加工顺序,辅以可靠的夹具,同样可以高质量地完成多件加工任务。关键在于工艺流程的规划和装夹方案的细节设计。
本文关键词:UG NX,CNC加工,多件加工,连接筋,夹具设定




















暂无评论内容