
## UG NX 1980 加工工艺实例:一板多零件高效加工策略(第一序讲解)
**摘要**: 本文深度解析了 UG NX 1980 中实现“一板多零件”高效加工的首序策略。针对在单块板材上批量加工多个相同零件的需求,详细阐述了从零件几何分析、多零件排布布局、关键连接结构设计,到加工顺序优化及刀具路径规划的核心技术要点。特别强调了连接(Bridges)在保持零件加工稳定性和后续分离过程中的重要性,并结合 UG NX 的具体操作,为读者提供了一套行之有效的解决方案。本文还特别整理了该工艺流程中的常见避坑点,旨在帮助 CNC 工程师和编程人员提升生产效率和加工质量。
—
### 1. 引言
在现代制造业中,为了提高生产效率、降低材料成本并优化机床利用率,将多个相同或相似的零件排布在同一块原材料上进行批量加工(即“一板多零件”工艺)已成为主流实践。本节课程深入探讨了 UG NX 1980 环境下,针对一个具体零件,如何规划其在一块板材上的第一序加工工艺,特别是其核心要素——“连接”的设计与实施。
### 2. 零件几何特征分析
任何加工工艺的起点都始于对零件几何特征的全面理解。
#### 2.1 基础尺寸与曲面特性
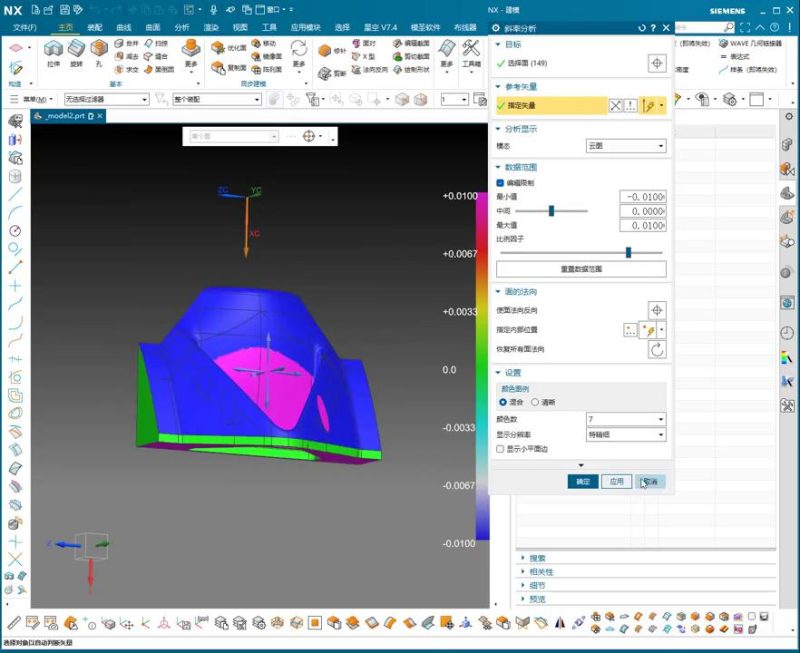
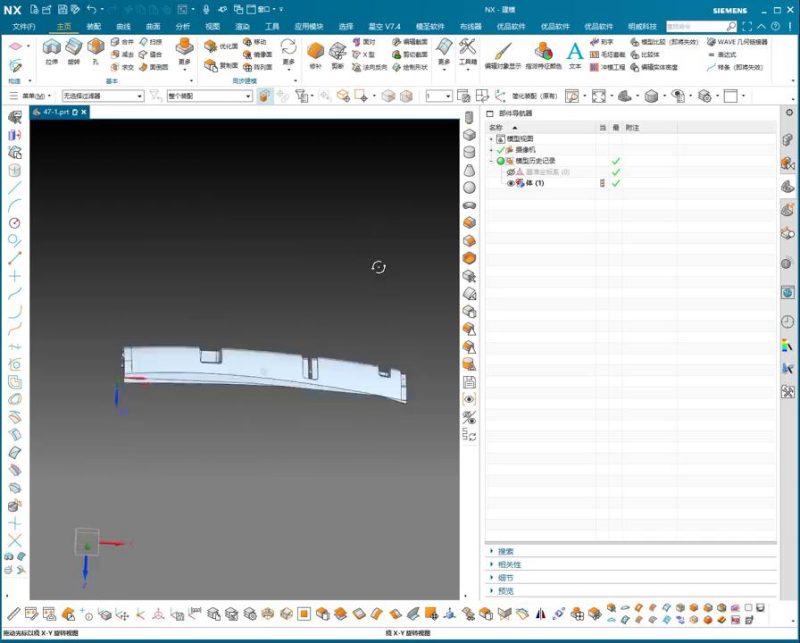
本次案例所涉及的零件,通过初步分析,其主要尺寸大致为长280mm、宽160mm、高20mm。在观察其几何特征时,我们发现零件包含了平面和部分曲面。值得注意的是,该零件本身并未发现特别复杂的几何结构或难以处理的加工特征,这使得我们能够更专注于多零件排布和连接策略。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260126224137811-s1.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260126224138609-s2.jpg)
*图1:零件几何视图与关键尺寸标识*
在 UG NX 中,通过“分析”功能,我们可以快速获取这些信息,并利用颜色识别(如绿色面代表平面,其他颜色代表曲面)来辅助判断。关键在于识别出哪些表面需要加工,以及其相对位置关系。
### 3. 一板多零件布局策略
实现高效的一板多零件加工,合理的零件排布是前提。
#### 3.1 零件排布与间距考量
根据零件的尺寸(如宽165mm),我们需要在一块大的板材上进行合理的布局。例如,在一块板材上加工3个或4个零件时,需计算出总宽度和所需间距。这个间距不仅要考虑刀具的切削宽度,还要为后续的连接结构预留足够的空间。例如,如果使用 φ10mm 的铣刀进行切割,至少需要预留 10mm 的间距。
#### 3.2 `Ctrl+T` 快速布局应用
在 UG NX 中,利用 `Ctrl+T`(变换)功能可以高效地进行零件的复制和平移。通过精确输入X、Y方向的偏移距离,可以在短时间内完成多零件的排布。例如,如果零件宽度为165mm,刀具切缝为10mm,那么下一个零件的X方向起始点应在当前零件的末端加上10mm,即 165mm + 10mm = 175mm。
*图2:多个零件在板材上的布局示例*
### 4. 关键工艺:连接设计与加工顺序
“连接”是多零件加工中的核心技术,它确保零件在加工过程中保持稳定,同时允许最终轻松分离。
#### 4.1 “连接” 的核心理念与实现
连接(Connections / Bridges)的目的是在零件与零件之间以及零件与板材外围之间保留一定的材料,以支撑零件在粗加工和半精加工过程中不脱离整体,避免因震动或移位造成的加工缺陷。
* **创建连接形状**:首先,通过“偏置曲线”功能,从零件的外形轮廓线向外偏置一定距离(例如10mm),形成一个封闭的框。这个框将作为连接的外部边界。
* **清理内部多余几何体**:在创建了外部偏置框后,需要删除原始零件内部不必要的几何线条,只保留用于连接的边界线。
* **设计“小块”连接点**:除了沿着边界偏置,还需要在适当的位置(例如零件的四个侧面或长边)创建小的实体块或凸台作为连接点。这些“小块”连接点的尺寸可以根据零件大小和材料硬度来确定,它们将确保零件在加工过程中不会轻易晃动。
* **刀具切断策略**:在切断连接时,应选择合适的刀具,例如 φ10mm 的立铣刀,并预留足够的切削间隙(例如,音频中提到在切断时留10个分/毫米的余量,以便于刀具走过)。
*图3:连接(Bridges)的偏置与“小块”结构示意*
#### 4.2 两面加工顺序的优化
对于需要两面加工的零件,合理的加工顺序至关重要。
* **优先加工背面**:通常,我们会选择先加工背面。这样,即使背面精度要求稍低,也可以在后续翻面加工正面时,以更精确的正面作为基准。
* **连接的临时性**:在加工背面时,连接会保持零件的整体性。当背面加工完成后,将零件翻转,此时连接仍然存在,以方便加工正面。
* **粗加工与精加工的划分**:对于开粗(Roughing),可以在完成连接后,在另一面(例如正面,若背面为第一序加工面)进行。这样可以最大化材料去除效率,并为后续精加工留出足够的余量(例如预留14mm的余量)。
* **替换面(Replace Face)技巧**:在 UG NX 中,使用“替换面”功能可以快速定义加工的边界。例如,将待加工的侧面替换到已有的基准面上,以确保加工深度和路径的准确性。在音频中提到,先加工“长”面,可能也是出于定位和夹持稳定的考虑。
### 5. UG NX 操作技巧与细节
高效利用 UG NX 的功能,能显著提升编程效率。
#### 5.1 几何体编辑与参数管理
在进行连接设计和删除不必要几何体的过程中,经常需要对几何体进行编辑。在 UG NX 中,在删除线条或面之前,建议先执行“移除参数”或“拆分”操作。这可以避免删除几何体时连带删除相关联的特征或参数,从而导致模型错误或不完整。
#### 5.2 `提换面` (Replace Face) 的应用
`提换面`(Replace Face)功能在定义加工区域时非常实用。通过将一个面替换到另一个面,可以快速指定切削的起点或终点,确保刀具路径的精准性,尤其在处理复杂的侧面或斜面加工时。
### 6. 避坑总结
在“一板多零件”的加工实践中,以下几点是需要特别注意的:
1. **连接规划不当**:未能预留足够的连接材料或连接位置不合理,可能导致零件在加工过程中提前松动或脱落,影响加工精度甚至造成工件报废。
2. **刀具路径与连接干涉**:未充分考虑刀具的直径和切削间隙,导致刀具在切割或粗加工时与连接结构发生碰撞,损坏刀具或工件。
3. **几何体参数错误删除**:在修改或删除几何体时,若未正确使用“移除参数”或“拆分”功能,可能导致模型数据损坏,需要重新建模或花费大量时间修复。
4. **加工顺序错误**:两面加工时,如果正面先加工,背面后加工,可能因为正面精度要求高,而在翻面加工背面时,背面作为支撑面不够稳定。通常建议从精度要求相对较低或支撑面更容易固定的那一面开始。
5. **余量设置不合理**:开粗时留下的余量过多或过少都会影响后续的精加工效果。余量过少可能导致精加工无刀可走或难以校正,余量过多则增加精加工负担。
本节内容为“一板多零件”工艺的“第一序讲解”,主要聚焦于零件的布局、连接的构建以及初步的加工策略。在后续课程中,将进一步详细讲解具体的刀具路径生成和精加工策略。
—
TAGS: UG NX, CNC加工, 一板多零件, 连接工艺, 加工策略, 编程技巧, 避坑指南
📍 进阶资源推荐:





















暂无评论内容