
UG NX 1980 加工工艺实例课:24、一板多零件工艺2序讲解
摘要:本课程详细讲解了在UG NX 1980中实现“一板多零件”加工工艺的第二阶段。主要内容包括利用“延伸片体”、“加厚”、“包容体”及草图拉伸等功能构建零件间的连接结构,并通过镜像、移动等操作完成多零件的快速排布。课程还初步探讨了粗加工、精加工以及切断的编程策略,并强调了在建模阶段就考虑加工可行性的重要性,为后续的数控编程奠定基础。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260126231313282-s1.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260126231315901-s2.jpg)
引言:一板多零件工艺概览
在现代CNC加工中,“一板多零件”工艺是一种高效的生产方式,它允许在同一块毛坯材料上同时加工多个相同或相似的零件,从而提高材料利用率和机床稼动率。本节课承接前序内容,专注于构建和排布这些零件之间的连接结构,并为后续的加工流程进行初步规划,确保设计与制造的无缝衔接。
关键连接结构创建
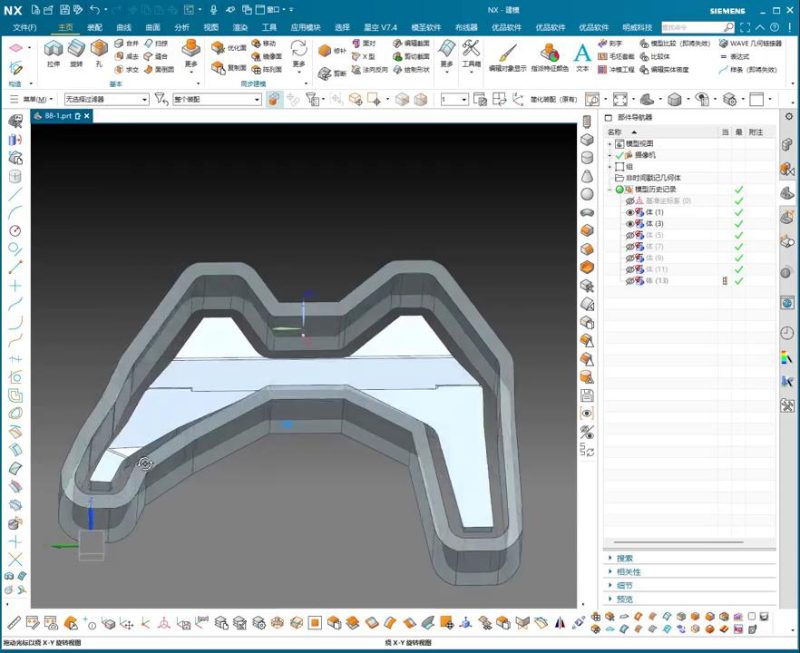
侧边连接体的构建
首先,为了连接相邻零件,我们采用“延伸片体”命令来创建连接面。选择需要延伸的面,并给定一个适当的延伸距离,例如10mm。随后,使用“加厚”命令将延伸出的片体转化为实体,例如厚度设置为3mm,确保连接具有足够的强度。在实际操作中,为了后续切断的方便,连接体的初始长度可以设置得稍长,之后再进行微调以达到视觉上的平衡或满足特定要求,例如将长度微调至17mm。
包容体连接法的应用
对于某些需要更紧密或几何复杂连接的区域,我们引入了“包容体”方法。通过选择两个待连接的面,并输入零偏置,系统会自动创建一个包容实体来填充两者之间的空隙。此方法能有效处理不规则或斜面间的连接。完成后,使用“替换面”功能,将新创建的包容体面与现有零件的对应面进行对齐,确保所有连接平滑过渡,并向内延伸10mm,以保证加工时有足够的材料进行切削。
辅助连接体的绘制与拉伸
在某些情况下,简单的延伸和包容无法满足连接需求时,我们需要通过绘制草图来创建辅助连接体。在一个平面上绘制出所需的连接轮廓,然后使用“拉伸”命令将其拉伸成实体。拉伸方向可根据需要设定,例如反向拉伸,拉伸距离可设为5mm。同样,通过“替换面”命令,将拉伸体的面与目标零件的面进行精确匹配,以完成连接。此方法提供了更大的灵活性来应对复杂的连接几何。
最终侧边连接与厚度处理
对于剩余的侧边连接,我们再次使用“加厚”命令,将选定的面加厚10mm,形成一个稳固的连接。在实际操作中,我们注意到一些连接体可能会略长,例如多出2mm。但这种冗余是可接受的,因为在后续的CNC加工中,这些多余的部分会被切断或在粗加工时一并去除,避免刀具干涉。这体现了在建模时就考虑加工余量的策略。
几何体的镜像与排布
特征镜像操作
为了高效地创建多个相同的零件,UG NX的“镜像”功能是必不可少的。在完成一个零件的所有连接体构建后,我们可以选择所有相关的特征,然后通过选择一个对称平面(例如工作平面的中间面)来执行镜像操作。这样,整个连接结构会被精确地复制到对称位置,极大地节省了建模时间。
零件间距调整与定位
镜像操作完成后,我们需要根据实际生产需求调整零件之间的间距。使用“移动对象”(快捷键 `Ctrl+T`)功能,我们可以精确地移动镜像后的零件组。首先测量原始零件与镜像零件之间的距离,例如175mm。然后,选择所有需要移动的特征,并输入相应的移动距离,使它们按预设的间距排列。在移动过程中,务必确保所有相关特征都被选中,避免遗漏导致重新操作。最后,移除冗余的参数,保持模型的整洁。
UG NX 加工工艺规划
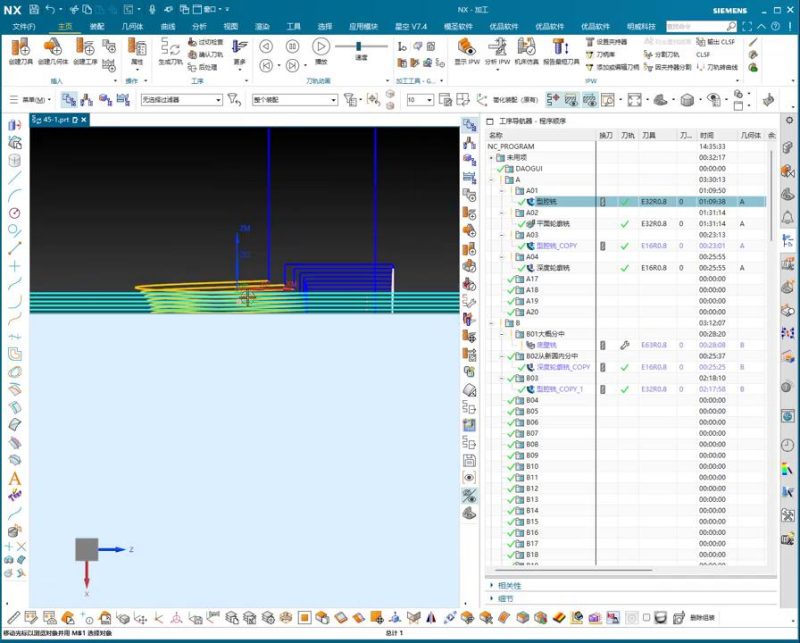
背面粗加工策略
在进行CNC加工时,我们通常会先对零件的背面进行粗加工。这包括对所有需要进行孔加工或特征加工的区域进行“开粗”操作。重点在于“拔面”,即通过加工去除大部分材料,为后续的精加工和切断做好准备。对于背面需要加工的特征,我们会选择一个合适的编程策略,例如通过“曲线点”进行编程。
正面精加工与切断
完成背面加工后,我们将零件翻转到正面进行精加工。“开粗”依然是第一步,以去除正面大部分余料。随后,对内部区域进行“光出来”操作,即进行精加工以达到设计要求的表面光洁度和尺寸精度。最后,进行“切断”操作,将单个零件从整块板材上分离出来。切断方式可根据材料厚度选择,对于较薄的材料,粗加工时可能已部分切断;对于较厚的材料,则需要明确的切断刀路。
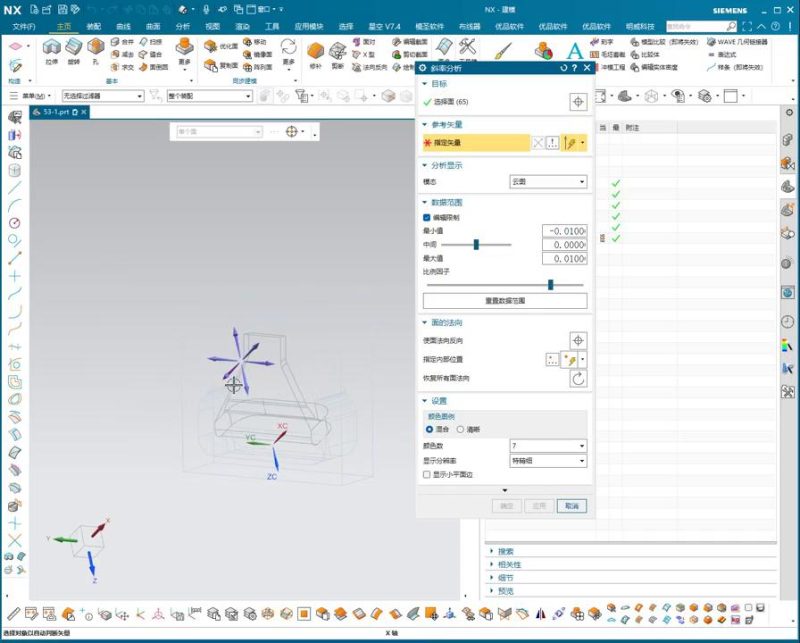
毛坯尺寸估算
在加工前,准确估算毛坯尺寸至关重要。通过“框选”所有零件,我们可以快速获得包含所有零件的最大外形尺寸。例如,估算出板材的长、宽、高分别为约700mm、300mm和21.3mm。这个尺寸将指导我们选择合适的原材料,并规划机床的加工范围。
编程策略与技巧探讨
切断操作的编程方法
对于复杂的切断路径,特别是包含圆弧的区域,可以采用“曲线点”编程方法。这种方法简单直观,通过定义一系列曲线点来生成刀具路径,特别适用于规则的轮廓切断。此外,也可以选择“曲面驱动”等更高级的策略,但对于本例中的切断,曲线点已足够。如果连接区域较为简单,甚至可以直接采用“来回走”的直线刀路来完成切断。
厚度与加工策略的考量
在粗加工背面时,若发现某些连接区域过厚,应在编程时调整粗加工深度,向下多吃刀一些,以确保有足够的空间和余量进行后续的加工。这能有效避免刀具在加工厚度较大区域时产生干涉或加工不彻底的问题。提早在粗加工阶段处理好厚度问题,是保证整体加工顺利的关键。
本节避坑总结
1. 连接体长度弹性预留: 在创建延伸或加厚连接体时,不必过于精确地控制其最终长度,可以适当预留冗余。例如,多延伸几毫米。这些多余部分在后续的粗加工或切断工序中会自然去除,避免了因长度不足导致的连接失败或重新调整的麻烦。
2. 批量操作前的全面检查: 在使用“镜像”或“移动对象”(Ctrl+T)等批量处理功能时,务必仔细检查是否所有相关的几何特征都被选中。一旦有遗漏,需要撤销并重新操作,这会显著降低工作效率。养成在确认前仔细框选和检查的好习惯。
3. 粗加工与切断的预先衔接: 在规划粗加工(开粗)时,应提前考虑零件的最终切断方式和厚度。对于较厚的连接部分,在背面粗加工时就预留足够的吃刀深度或向下延伸,可以为后续的切断刀具提供充足的通行空间,避免切不断或刀具与工件干涉。
本文关键词:UG NX,CNC加工,一板多零件,延伸片体,加厚,包容体,镜像,替换面,开粗,切断,数控编程,编程策略00:00




















暂无评论内容