
本课程深入探讨了一个典型石墨零件的五轴加工策略与UG编程实践。该零件的几何特征以复杂曲面和严重倒扣(Undercuts)为主,对夹持和刀具路径生成提出了极高要求。核心策略包括采用胶粘定位的第一序加工(粗加工与半精加工),以及设计带定位销和压板的专用仿形工装,并通过创建辅助驱动曲面(Drive Surface Projection)来高效、准确地完成倒扣区域的精加工。
🔥 提示:本节教程实战视频如下:
一、石墨零件特性与初始装夹策略 (Setup 1)
石墨材料由于其脆性及低密度特性,在CNC加工中对夹持方式有着特殊要求。传统的机械夹具容易造成应力集中导致零件破裂。
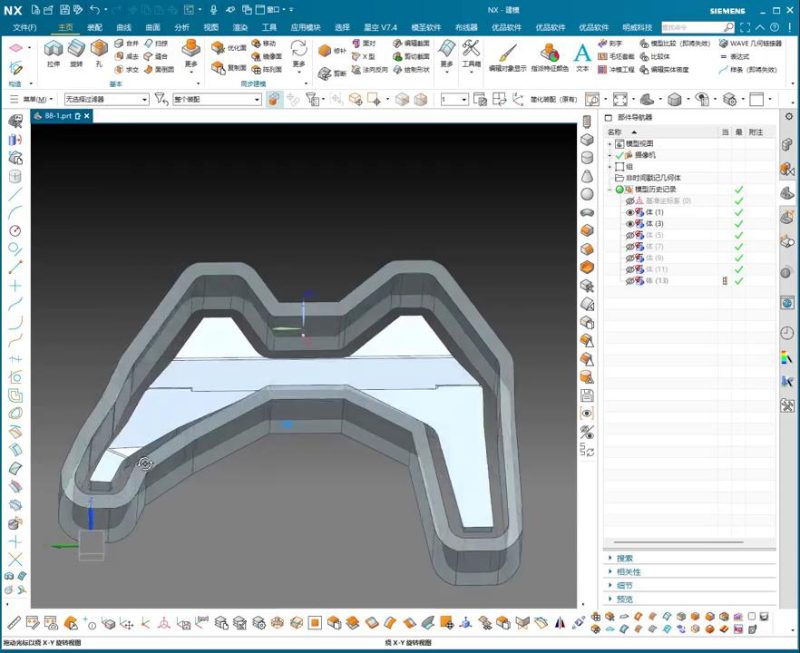
1. 零件几何分析与加工难点
该零件表面几乎全部由复杂自由曲面构成,通过斜率分析(Slope Analysis)确认存在多轴向的严重倒扣特征。在三轴加工范畴内,这些倒扣区域必须使用特种刀具(如棒棒糖刀/Lollipop Cutter)才能到达。
2. 第一序装夹:胶粘定位(Adhesive Clamping)
考虑到石墨加工的特点,第一序采用底部胶粘定位的方式,将零件牢固固定在底板上。
* **加工目标:** 完成零件主体曲面的粗加工和半精加工。
* **材料余量控制:** 在胶粘的底部预留足够的余量(推荐 2mm 左右)。此余量不仅用于后续翻面定位,更重要的是为棒棒糖刀加工倒扣时,提供足够的轴向伸出长度,确保刀柄不会与未加工区域发生干涉。
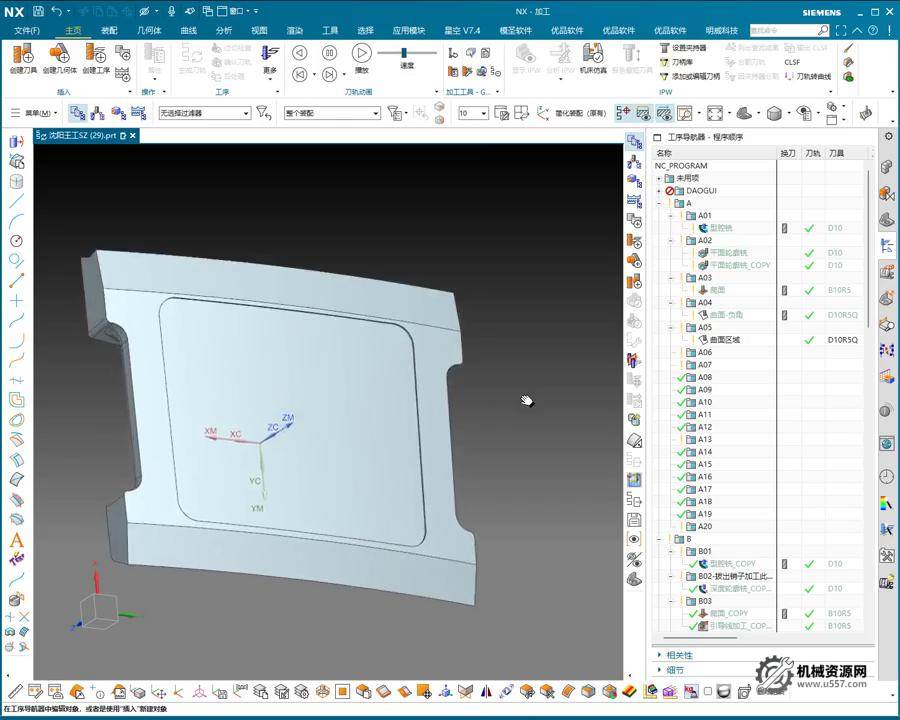
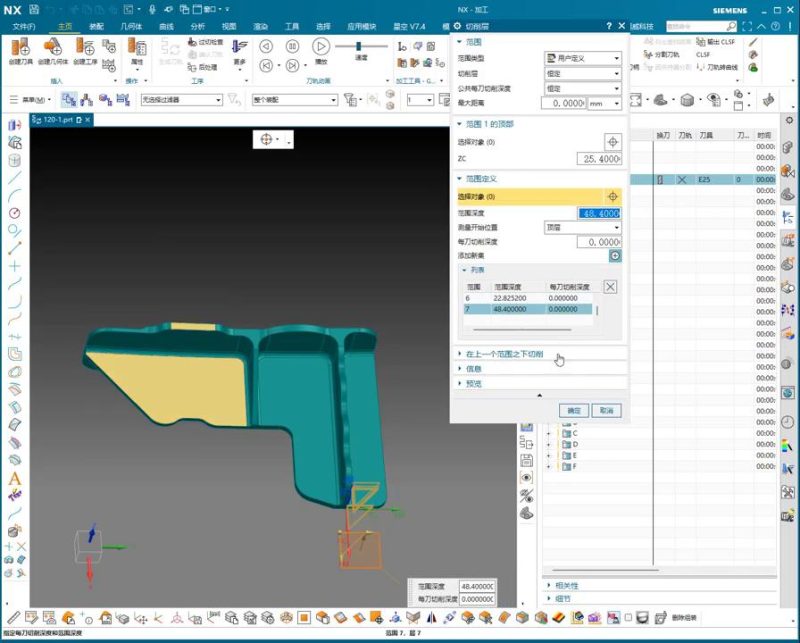
二、第一序程序编制与刀具路径(Setup 1 NC Programming)
第一序主要使用三轴加工模板进行曲面区域铣削。
1. 粗加工与半精加工策略
针对主体曲面,采用 **曲面区域铣削 (Surface Region Milling)** 或 **型腔铣 (Cavity Milling)** 进行粗加工。由于曲面复杂,通常采用恒定切削深度(如 0.5mm)或恒定进给角的方法。
2. 精加工步距与刀具选择
* **刀具:** 选用合适的球头刀(Ball Nose End Mill)或圆鼻刀(Bull Nose End Mill)。
* **轴向步距(Step Down):** 鉴于精加工要求和石墨易于切削的特性,轴向切深可以设定得较小(例如 0.2mm),以保证曲面光洁度。
* **边界处理:** 刀路需设定延伸(Extend)或沿边界驱动(Drive Periphery),确保刀具完全清除零件外围的毛坯。
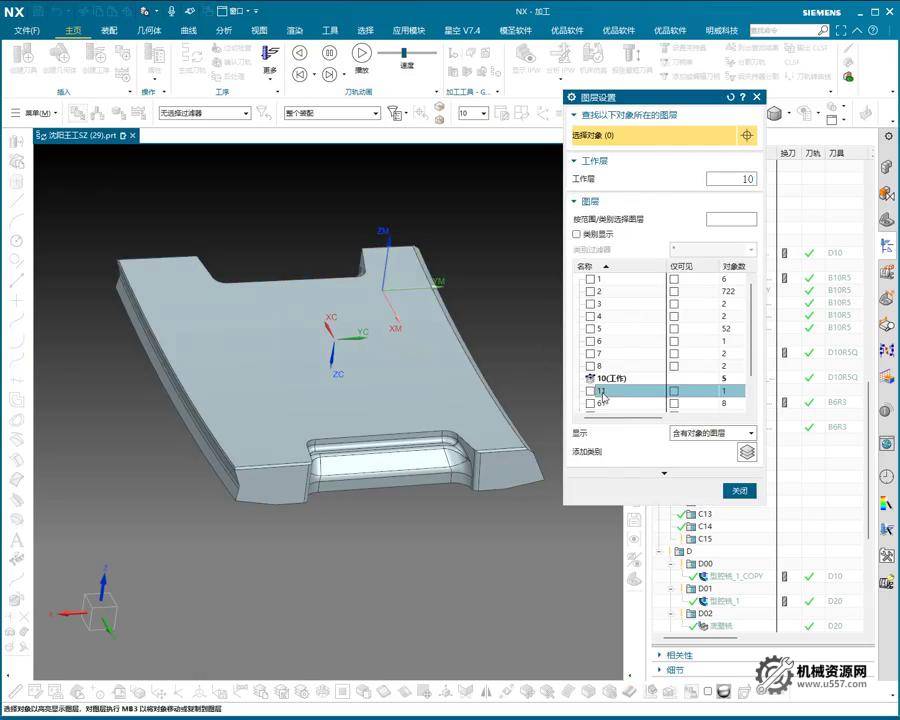
三、第二序工装设计与定位(Setup 2 Fixturing)
在加工完第一序曲面后,需要翻面加工底部和倒扣区域。此时必须设计专用工装。
1. 仿形工装主体构造
设计一个方形的工装基体,其上表面精确匹配第一序已加工的复杂曲面。
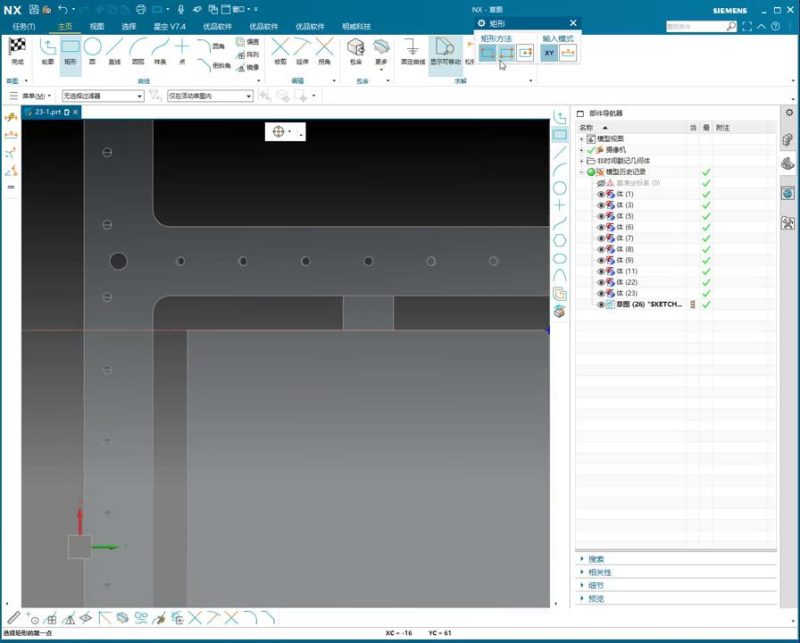
2. 高精度定位机制
为确保翻面后的重复定位精度,在工装上引入定位销(Dowel Pins)机制。
* **定位点:** 在第一序已加工的曲面上钻出定位孔(例如 Φ10mm),这些孔位用于第二序工装的定位销。
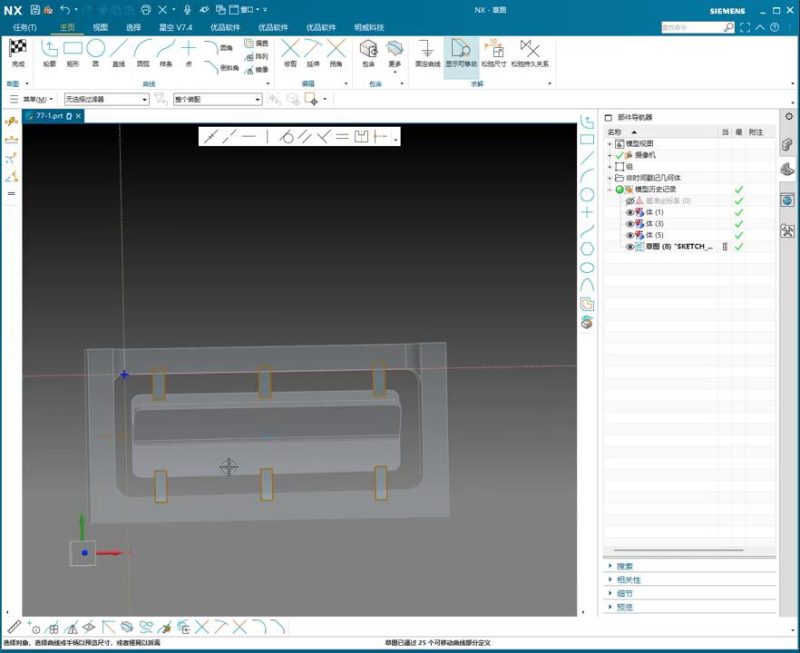
* **压紧策略:** 使用压板通过螺栓将零件压紧在工装的仿形面上。压板的夹持区域应避开最终要精加工的复杂曲面。
* **加工顺序:** 先加工压板未覆盖的区域,然后松开或移动压板,完成剩余区域的加工。
四、核心技术:倒扣区域的辅助驱动面加工
该石墨零件最关键的倒扣区域,需要使用棒棒糖刀进行侧铣或底切。标准 UG 曲面区域铣削模板可能因曲面 UV 方向或几何约束而无法正确生成刀路。
1. 倒扣加工的驱动面限制
当零件曲面几何形态不规则或边缘拓扑复杂时,系统难以自动计算出理想的切削方向。
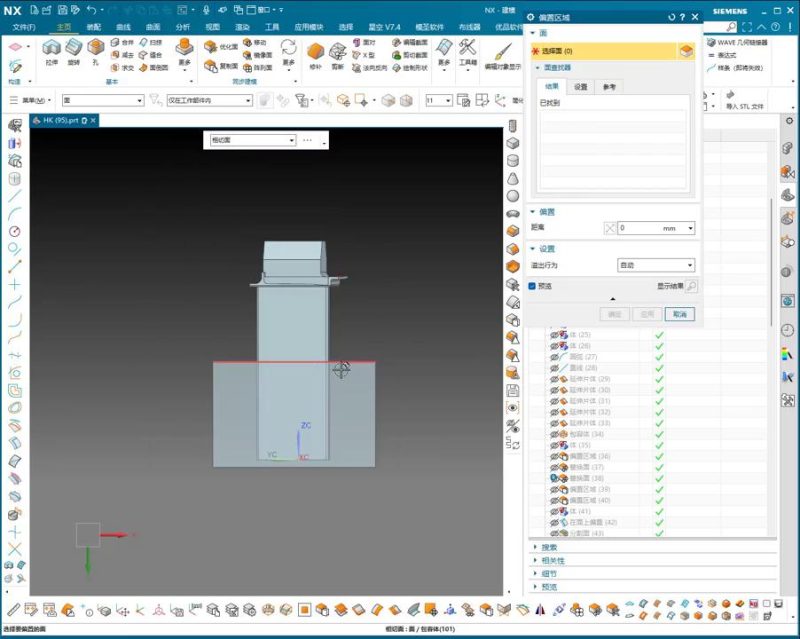
2. 创建辅助驱动曲面的编程方法 (Auxiliary Drive Surface)
为了强制刀具按照特定路径和方向切削,我们需创建一个驱动面,并将其上的刀路投影到实际的零件面上。
1. **几何清理:** 清除零件上倒扣区域周围的混接(Fillets)和不必要的几何特征,以便于边界提取。
2. **提取边界与曲面创建:** 提取倒扣区域的切削边界,通过拉伸或使用 **有界平面 (Bounded Plane)** 命令,在边界上创建一块与刀具运动方向垂直的辅助平面(Drive Surface)。此平面应延伸至零件外部,作为驱动刀路的理想几何体。
3. **曲线/曲面驱动铣削应用:**
* **操作类型:** 选择 **曲线/曲面驱动 (Curve/Surface Drive)** 或 **曲面区域铣削**。
* **驱动面选择:** 将步骤 2 中创建的辅助平面选为驱动面。
* **投影至工件:** 将工件的复杂倒扣曲面选为零件面,系统将驱动面上的刀路准确地投影到工件的倒扣曲面上。
* **结果验证:** 验证刀路,确保棒棒糖刀的刀柄避开所有干涉,并有效清除倒扣区域的余量。
五、程序优化与工序整合
1. 刀路镜像与复制
如果零件的倒扣特征具有对称性(例如左右两侧),在完成一侧的刀路生成和验证后,可以通过 **变换 (Transform)** 命令,使用镜像功能快速生成另一侧的刀具路径,节省大量的编程时间。
2. 最终精加工
确保所有倒扣和曲面区域均已精加工到位。对于工装压板覆盖的区域,必须在移除或移动压板后,单独使用额外的工序将其干净地清理出来(例如,使用一把小型的平底刀进行清角)。
📍 进阶资源推荐:




















暂无评论内容