
这零件,各位徒弟们,看着是简单,可实际上手,弯弯绕绕不少。它尺寸不大,是那种小巧精密的活计,长宽高的尺寸都紧巴巴的,尤其是那厚度,就两毫米,薄得很。这种薄壁件,加工过程中最怕的就是变形。好在客户那边也知道这道理,公差给得相对宽裕,只要不是那种离谱的弯曲,咱们都能收货。今儿个,我就好好跟你们掰扯掰扯,这种小玩意儿,咱老师傅是怎么给它建模、排刀路、上机床,一步一个脚印给它啃下来的。别看零件小,里面的门道可不少,听好了啊!
项目背景与零件特性
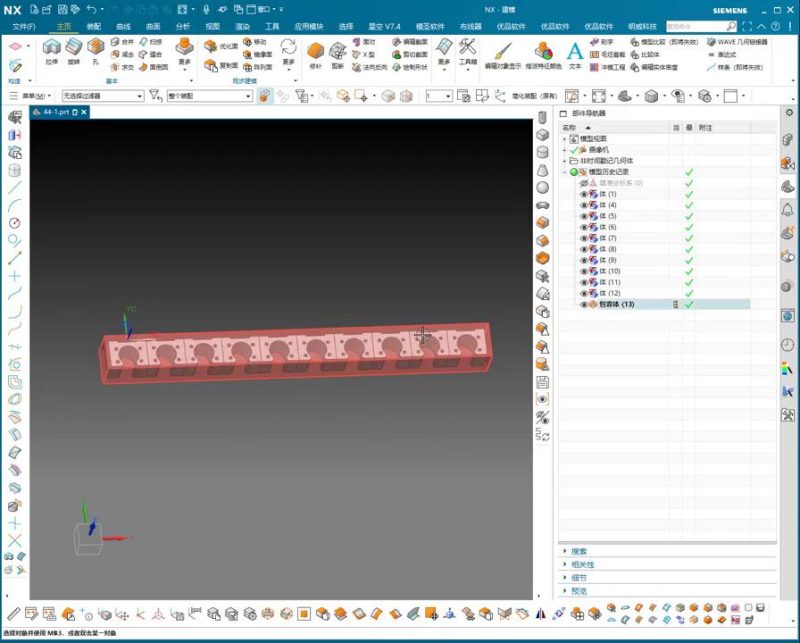
这个零件,从图纸上看,是个异形薄壁件。它不是规规矩矩的方块圆柱,带有不少倾斜面和圆角。关键是材料,咱们接手的时候,拿到的是已经分好料的四块毛坯,尺寸也是刚够用,没留多少富余量。这就要求咱们在UG里做建模和编程时,得精打细算,每一步都得想好了再走。因为它薄,厚度才两毫米,而且还有些斜面和曲面,这注定了热处理和装夹方案是重中之重。尤其在铣削过程中,刀具的选择、切削参数的设定,都得围绕着“如何最小化变形”这个核心来走。客户虽然说变形可以接受,但咱们自己心里得有个杆儿,能做到越小越好,那才是真本事。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260214173604258-s1_1771061756.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
首先,我们得在UG里把这零件的精确模型建好,尤其是那些关键的倾斜面和圆角,一毫米都不能差。接着就是编程,这里是重头戏。
- 第一面粗加工与精加工: 先把零件的第一面,也就是咱们通常说的基准面,夹到虎钳上。这里得确保夹紧力均匀,防止薄壁受力不均导致变形。刀路咱们得从毛坯最外围开始,一层层往里走,用大刀具快速去除余量,但不能操之过急。粗加工完后,再上小刀具进行精加工,把所有能铣到的面,包括那些小圆角,都一次性铣到位。记住,目标是清干净所有可见面,但不要铣到根部,为翻面加工留出定位的余量。
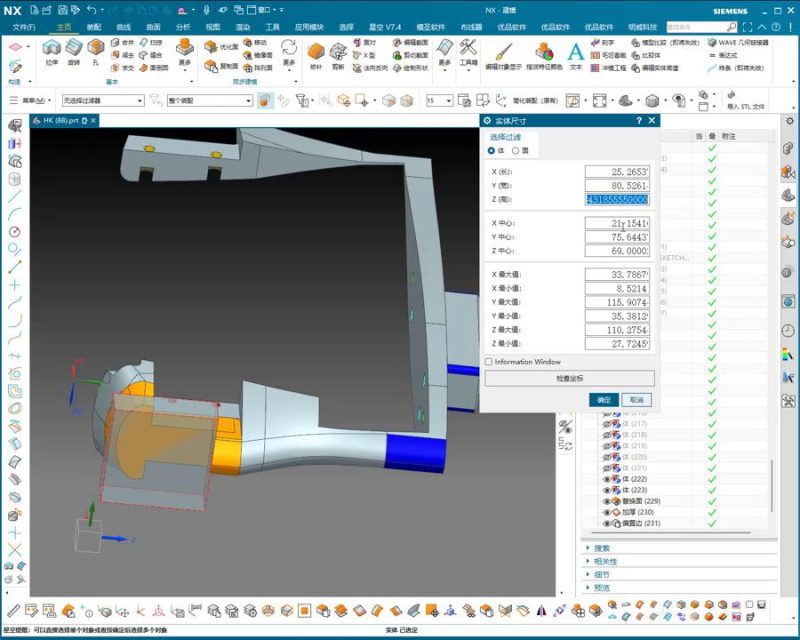
- 第二面粗加工(半精加工)方案: 这是关键!翻面后,咱们需要做一个定位工装。这工装可不是随便搞个平面的事儿。你看,零件背面有斜面和曲面,所以工装也得是异形的,至少有三个支撑点,能稳稳地把零件托住。我一般会在工装上做几个定位凸台或块,跟零件的某些已加工面贴合,用压板固定。中间这块,如果能不压就不压,实在要压,也得轻点,用软质材料垫一下,防止压变形。这里我们可以用“面替换”的功能,把原先毛坯上方的面,替换到工装对应的面上,这样就能确保零件的加工基准和工装基准是吻合的。
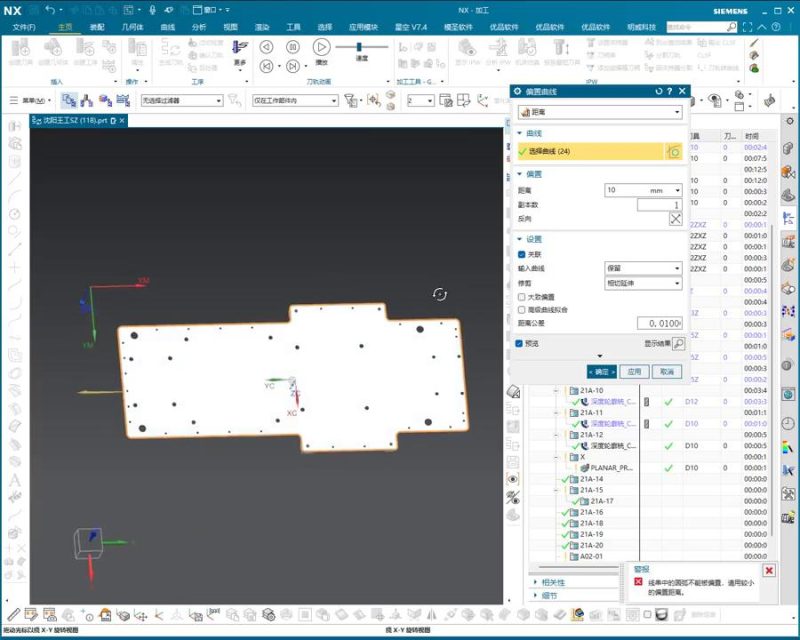
- 最终精加工与细节处理: 当零件稳稳地固定在工装上后,我们就可以对第二面进行粗加工,也就是半精加工。这一步,同样要小心翼翼,切削量要小,进给要慢。因为是薄壁件,刀具路径要尽量保持连续,避免突然的进刀或退刀,那样容易引起震动和变形。最后,再用小刀具对所有的圆角、槽、孔进行精加工,确保尺寸和光洁度达标。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260214173606647-s2_1771061756.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
- 薄壁件变形控制是核心: 这种小薄件,材料一旦受热或受力不均,就容易变形。所以,刀具的选择(小直径刀具,锋利度高),切削参数的设定(小切深,高转速,快进给,但要保证切削力小),还有冷却液的使用,都得反复斟酌。别指望一次成功,多做实验,找最佳参数。
- 工装设计是关键: 第二次装夹的工装尤为重要。它直接决定了零件翻面后的定位精度和加工稳定性。不能只是简单地平压,要根据零件的复杂曲面设计支撑点,必要时可以考虑在工装上做一些配合件,用螺丝从侧面或背面顶住,减少变形。粘胶也是个好办法,但要注意去除残胶。
- UG建模与编程要精细: 在UG里面,对这种复杂曲面,一定要用好“面替换”、“边界驱动”等功能,确保刀路平滑、无干涉、余量均匀。尤其是五轴联动,能让刀具以最佳角度切削,减少刀具磨损,提高加工效率和表面质量。减少空刀,不仅节约时间,也减少了机床无谓的运动,提升整体加工效率。
本文关键词:UG五轴,精密加工,薄壁件,工装设计,热处理变形,00:00
📍 进阶资源推荐:
© 版权声明
教程收集于网络,如有侵权请务必联系站长删除
THE END



















暂无评论内容