
今天咱们要聊的这个件儿,是个实打实的硬骨头,航空发动机里头的涡轮叶片,精度高、形状复杂,材料还是难啃的镍基高温合金。这玩意儿可不是随便拿个三轴机床就能搞定的。咱们得使出浑身解数,把UG(NX)的五轴联动编程用到极致,刀路要优化到寸步不让,不光要保证尺寸,还得把表面完整性、残余应力这些都考虑进去。这活儿,考验的可不光是技术,更是你对材料脾性、机床特性、乃至每一把刀具磨制的理解。从建模到出程序,每一步都得想得周全,才能把这个“绣花活儿”干得漂亮,少走弯路,多出精品。
项目背景与零件特性
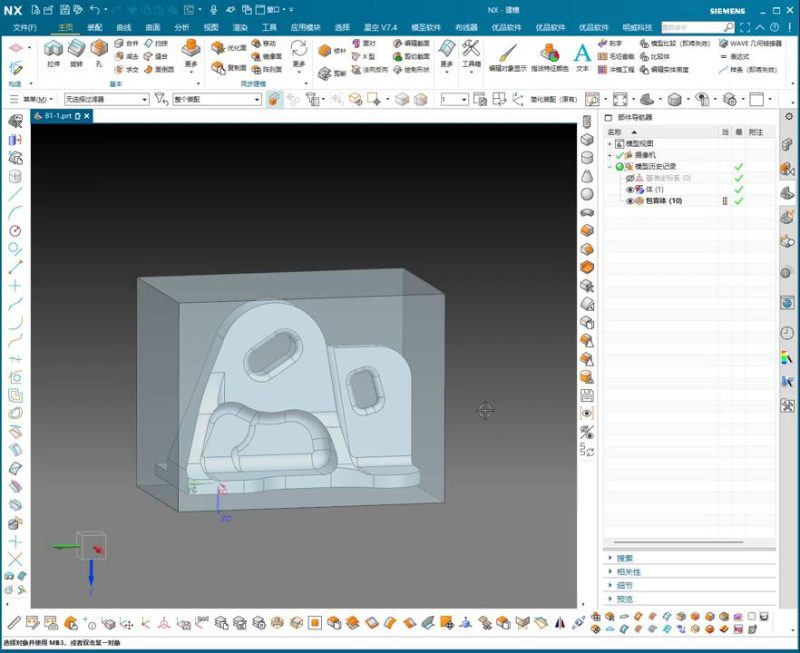
这次咱们要加工的,是航空发动机的核心部件之一,一个自由曲面形状非常复杂的涡轮叶片。客户要求极高的表面光洁度和尺寸精度,特别是叶片前缘和后缘,公差范围都在微米级别。材料方面,是GH4169镍基高温合金,这玩意儿硬度高、导热差、加工硬化倾向严重,一把刀下去,火花带出来的热量要是控制不好,轻则刀具磨损加剧,重则零件变形报废。而且,叶片壁厚不均匀,最薄的地方只有零点几毫米,夹持和切削力稍微控制不好,就容易震颤、变形。这活儿,摆明了是考验咱们综合实力的,没点儿真本事,还真不敢轻易接。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260213114125669-s1_1770954079.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
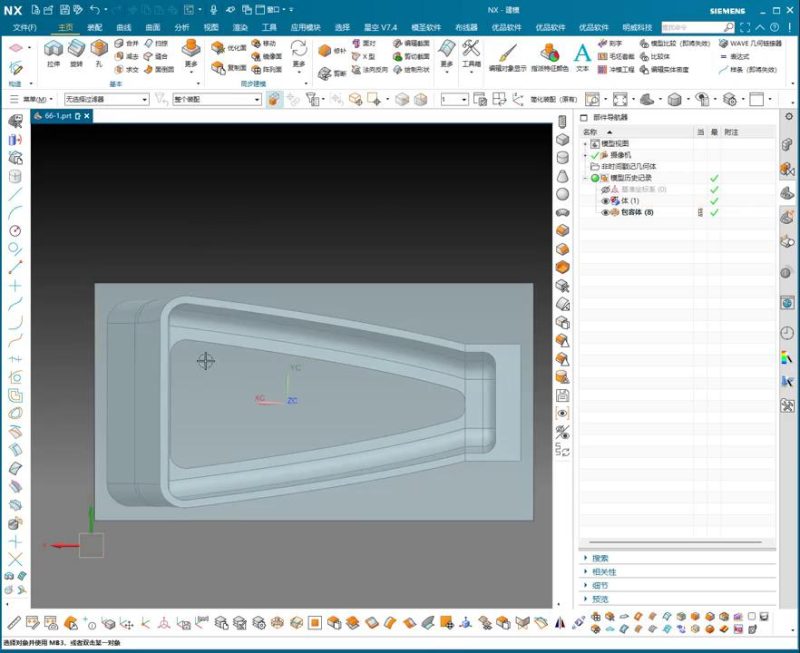
咱们一步一步来。首先是建模阶段,叶片的复杂曲面,我都是在UG里头通过“样式”模块进行高精度建模,确保所有曲面都是G2连续,甚至更高。因为这是五轴编程的基础,曲面不好,后面刀路再怎么优化也白搭。接着是工艺规划,这高温合金,切削热是个大问题。我设计了一套定制的液压夹具,通过多个支点均匀夹紧,既保证了刚性又最大程度减少了变形。
粗加工阶段,我选用了整体硬质合金球头铣刀,刀具直径大一点,走“等高线+残料铣削”的方式,但这里的等高线可不是传统的三轴等高线,而是结合了五轴的“摆线”切削策略,让刀具在切削过程中能持续改变接触点,避免单点磨损,同时通过调整进给速度和切深,控制切削区域的温度。刀具路径在UG里头要反复模拟,确保没有干涉,特别是那些深腔部位,得提前规划好避让动作。
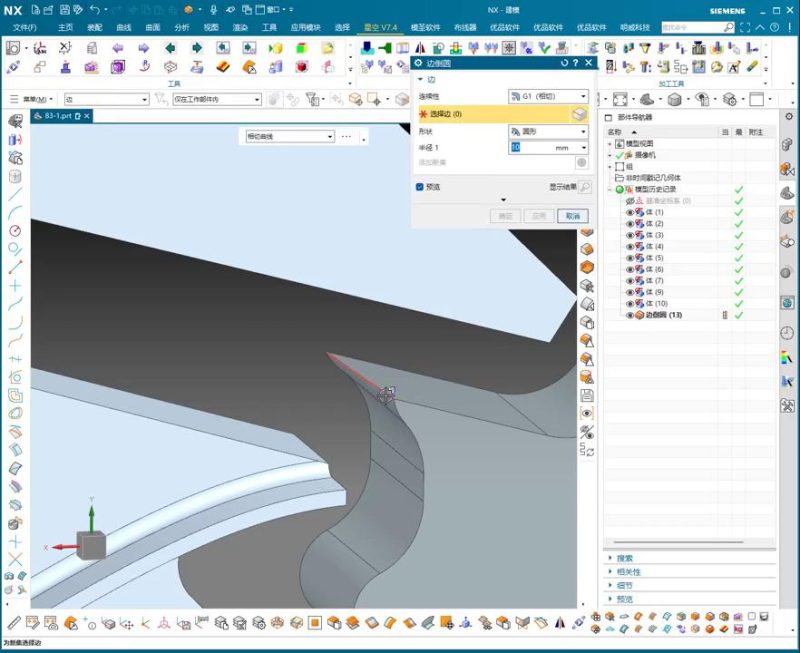
半精加工和精加工,那才是真正考验五轴联动水平的时候。我主要用的是“流线加工”和“变截面轮廓铣”这类策略,让刀具沿着叶片表面的流线方向走,尽可能用刀具侧刃切削,而不是刀尖。这样一来,表面质量好,切削效率也高。UG的“最小抬刀”功能,在这里发挥了巨大作用,它能智能地减少刀具在空中的运动,咱们的五轴机床动起来,那可是“舞”起来,一秒钟都不能浪费。在精加工中,为了防止薄壁变形,我们把切深降到最低,切宽也控制在0.2毫米以下,配合高压内冷,把切削热迅速带走。最后,为了检查表面完整性,还会用UG的“分析”功能,比如“曲面斜率分析”、“半径分析”,提前发现潜在问题。刀具呢,都是我自己根据叶片形状专门磨制的,刀尖R角、螺旋角,都有讲究,这比市面上买的通用刀具,效果要好上不止一倍。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260213114129598-s2_1770954079.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
- 材料特性不容小觑: 镍基高温合金加工硬化倾向严重,切削参数一旦不匹配,下一刀就如同切削更硬的材料,导致刀具急剧磨损甚至崩刃。解决方案是,精细调整进给量与转速,确保切削刃始终在已加工硬化层之下切削,并且刀具要保持锋利,不吝惜修磨或更换。
- 夹持变形是硬伤: 薄壁件,尤其是这种复杂曲面叶片,常规夹具很容易导致装夹变形,加工后松开时又回弹,精度根本无法保证。避坑关键在于设计“柔性夹具”或“辅助支撑”,通过多点、低压、均匀地夹持,将变形量控制在最小,甚至可以采用“先粗放再精夹”的策略,粗加工阶段允许少量变形,精加工时再通过调整夹持力或增加辅助点来确保最终精度。
- 刀路优化必须抠细节: 盲目追求效率而忽略刀路细节,空刀多、抬刀频繁、甚至发生干涉,都是五轴加工的大忌。我通常会把UG的“最小抬刀”和“光顺过渡”功能用到极致,每条刀路都要进行模拟检查,确保刀具轨迹平滑、无急剧转向,减少机床冲击,同时利用UG的“材料切除仿真”功能,提前发现残料、过切等问题,避免在机床上浪费时间和刀具。
本文关键词:UG五轴编程, 镍基高温合金, 复杂曲面加工00:00
📍 进阶资源推荐:



















暂无评论内容