
今儿个,咱们聊聊一个典型的活计——高精度航空级连接器基座的加工工艺。这活儿,看着不大,里头可全是学问。从毛坯进场到成品出厂,每一步都得想透彻,容不得半点马虎。咱们做这行的,不仅要会操作机器,更要懂得怎么“算计”这工件,怎么用UG把刀路排得滴水不漏,怎么让每一刀都切在点子上。材料特性得心里有数,夹具有没有设计好,刀具磨得锋不锋利,哪一步都可能影响最终的品质。这活儿,考验的是真功夫,是经验,更是对细节的把控。咱们今天就一步步拆解,看看这玩意儿到底该怎么干,才能干得漂亮,干得让人挑不出毛病。
项目背景与零件特性
航空级连接器基座
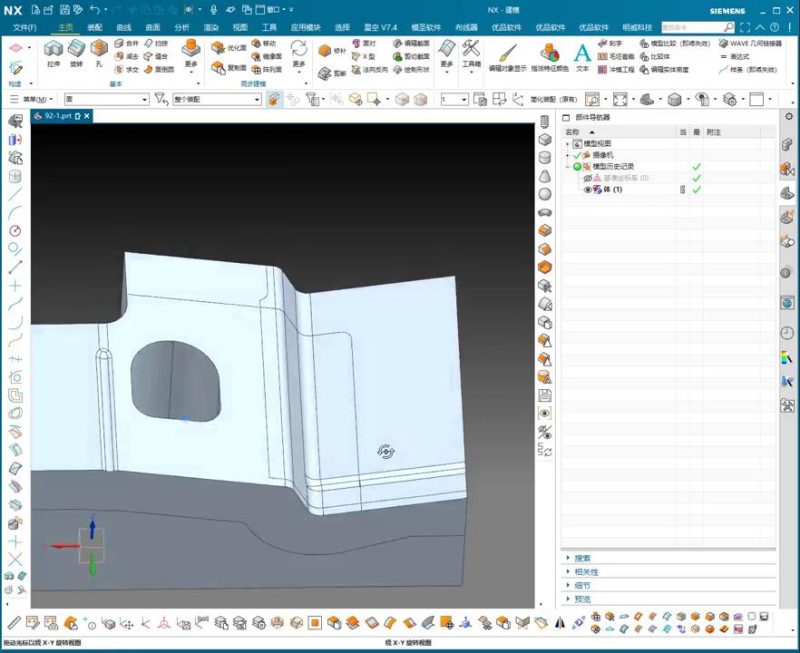
这回咱们要加工的,是个航空级连接器基座。材料选用的是高强度铝合金7075-T6,这种料子轻巧归轻巧,但加工起来可不省心,内应力大,一不注意就容易变形。零件结构比较复杂,不仅有深腔、薄壁,还有多处空间曲面和精密配合孔。整体尺寸精度要求达到±0.01mm,表面粗糙度Ra0.8以下。这基座是连接航空器关键部件的,稳定性、疲劳强度、防腐蚀性都得过硬,所以加工过程中的变形控制、表面完整性是重中之重。特别是那些薄壁区,稍微大切一点,或者吃刀不均匀,它就给你“耍脾气”,轻则尺寸超差,重则直接报废。所以说,这活儿不是光靠力气,得用脑子,用咱们这十几年摸爬滚打的经验去琢磨。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260301080004495-s1_1772323200.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
工艺流程精细化
这基座的加工,咱们得从UG里把模型吃透了,编程是第一步,也是最关键的一步。
- 毛坯准备与初步检测: 毛坯进厂,先得目测,看看有没有明显的缺陷,尺寸是不是大致符合要求。这一步是把关,不合格的毛坯直接退回,省得后面浪费工时。
- 预铣平面与应力释放: 咱们先上四轴机床,把基座的几个主要基准面铣平,留足余量。这里要注意,由于7075-T6内应力大,第一次粗加工完,最好能安排一次低温退火(或时效处理),把应力给它“放掉”,为后续精加工减少变形风险。这一步很多学徒容易忽略,觉得是浪费时间,其实这是为了后面的顺畅。
- 第一阶段粗加工(3+2轴): 利用UG的粗加工模块,对零件的深腔、型腔进行粗加工,尽可能去除大部分余料,但要确保留有均匀的精加工余量。这里可以灵活运用3+2轴定位铣削,即主轴固定在某个角度,进行3轴加工,提高刀具刚性,避免长悬伸。刀具选择上,用大直径的整体硬质合金铣刀,切削参数要稳,大走刀量,高进给,配合大流量冷却液,快速排屑。
- 第二阶段半精加工(5轴联动): 粗加工完成后,工件形态已初步显现。此时更换更精细的刀具,开始对曲面、斜面进行半精加工。UG编程时,要充分利用五轴联动功能,优化刀轴矢量,确保刀具与工件接触点的切削力均匀。特别是薄壁区域,刀路要平缓,避免突然的进刀和退刀,防止产生振动。这里要考虑到刀具的吃刀深度和宽度,防止加工过程中产生共振,导致表面波纹或尺寸超差。
- 精加工与表面光洁度(5轴联动): 这是决定产品质量的关键步骤。选用带涂层的高精度球头铣刀或牛鼻刀,走精加工刀路。UG里头,咱们通常会用到“流线”、“等高”、“陡峭区域”等多种精加工策略,确保每一个曲面都能达到Ra0.8的表面粗糙度要求。刀具路径要加密,步距要小,切削参数要柔和。针对那些精密配合孔,可以考虑在五轴上直接进行精镗或精铰,确保孔的形位公差。
- 去毛刺与倒角: 加工完成后,对所有边缘进行去毛刺和倒角处理。这活儿既有手工的细致活,也有可以通过UG编程在机床上完成的自动化倒角,具体看零件结构和批量。确保没有尖锐的棱角,既保证装配安全,也提升零件美观度。
- 最终检验: 使用三坐标测量机(CMM)对关键尺寸、形位公差以及表面粗糙度进行全面检测。这一步是给咱们的努力画上句号,确保每一个尺寸都在公差范围内,每一个面都符合要求。
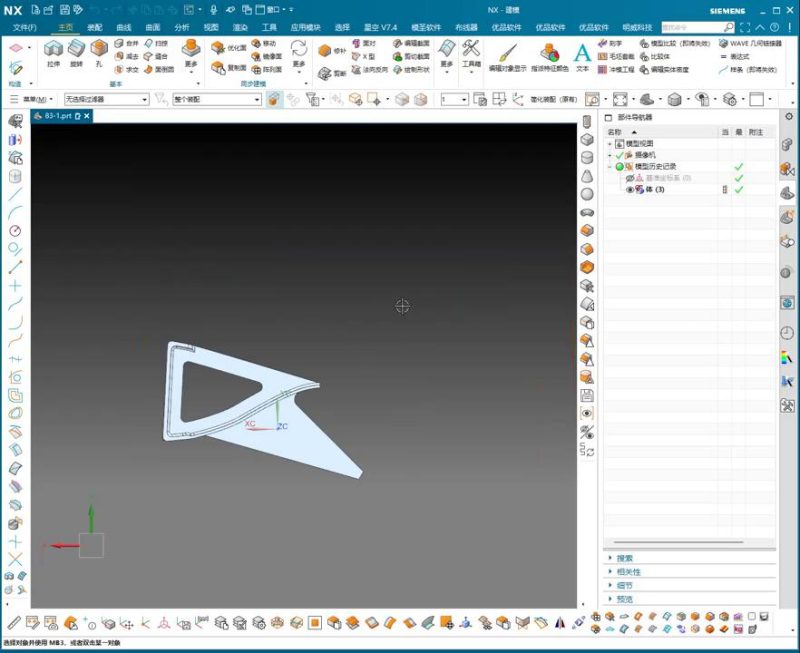
整个过程,UG的模拟仿真功能是咱们的“眼睛”。每一步刀路编好,都得先在软件里跑一遍,看看有没有过切、有没有干涉、有没有空刀。哪里不合理,就得改,直到咱们心里有谱,才能上机床。这叫“磨刀不误砍柴工”,虚拟验证做足了,实际加工才更有保障。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260301080007526-s2_1772323200.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
- 料性吃透,夹具先行: 咱们加工高强度铝合金或者钛合金这类材料,最大的挑战就是变形。尤其是有薄壁、深腔的零件,内应力释放不充分,或者夹具设计不合理,一刀下去就给你变了形。所以,加工前一定要对材料的特性了如指掌,夹具设计得兼顾刚性和对工件的支撑点,宁可多做几套,也不能为了省事而冒风险。有时候,分段加工、中途进行应力消除,看着麻烦,实则能避免大麻烦。
- UG刀路优化,细节决定成败: UG编程不是简单的路径生成,真正的功夫在于“优化”。五轴联动不是让你炫技的,而是要实实在在解决问题,比如复杂曲面的切削效率、刀具避让、减少空刀时间。每一个刀具的选择,每一个参数的设定,都要与实际切削状况结合。要学会利用UG的仿真功能,提前发现潜在问题,例如过切、干涉、切削不均匀等,把问题扼杀在摇篮里。有时候,改变一点刀路进给方式,就能显著提升表面质量,减少后续打磨的工时。
- 工序间检,及时止损: 很多时候,咱们的师傅总想着一股脑儿把活干完,最后才去检测。但这高精度的活儿,等全部干完了才发现问题,往往就是大返工甚至报废。所以,在关键工序之间,一定要停下来,进行必要的测量和检查。比如粗加工后、半精加工后,或者更换夹具后,都得用量具或者三坐标去核对关键尺寸和形位公差。一旦发现偏差,立即分析原因并进行调整,这样才能把损失降到最低,这叫“小步快跑,及时纠偏”。
本文关键词:五轴加工, UG编程, 高精度连接件00:00
📍 进阶资源推荐:




















暂无评论内容