
小李啊,咱们干这行,不是光会按按钮就行了,得懂里头的门道。今天咱们说的这个件儿,别看它不大,可里头学问不少。从图纸上就能看出来,这曲面复杂,公差要求高,材料也不是省油的灯。咱们得把传统手艺和现代的UG编程结合起来,才能把它啃下来。这可不是简单的车铣刨磨,而是要把每一步工艺都琢磨透,从毛坯选材到最后的精加工,每一步都得稳扎稳打。尤其是在多轴联动和防变形上,我跟你说,这可是咱们这么多年经验积累下来的硬功夫,不是随便哪个学徒都能搞定的。这个件儿,咱们得用最精密的思路,最恰当的刀具,再配合UG里头优化的刀路,把那些空刀啊、重复路径啊都给省掉,做到既高效又精准。今天我就把这些年的心得,一五一十地跟你掰扯掰扯。
说起这个项目,咱们拿到手的时候,就知道是个硬骨头。这回加工的是一个航空航天用的结构件,材料选的是TA15钛合金。为啥用钛合金?轻,强度高,耐腐蚀,但加工起来可就麻烦了。你看这零件,壁厚不均匀,好些地方薄得跟纸似的,还有不少复杂的自由曲面,彼此之间过渡要求非常顺滑,不能有一点儿毛刺和阶差。公差要求达到了μ级,表面粗糙度也得Rz0.8以内。最要命的是,有好几个孔位和安装面,需要和别的部件精密配合,定位精度要是达不到,整个总成装配都得卡壳。这样的件儿,对咱们的机床精度、刀具性能、编程水平,那都是极大的考验。所以,从拿到图纸那天起,咱们就得开始琢磨,怎么个加工顺序,怎么个装夹法子,才能稳稳当当把它搞定。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260301100344689-s1_1772330618.jpg)
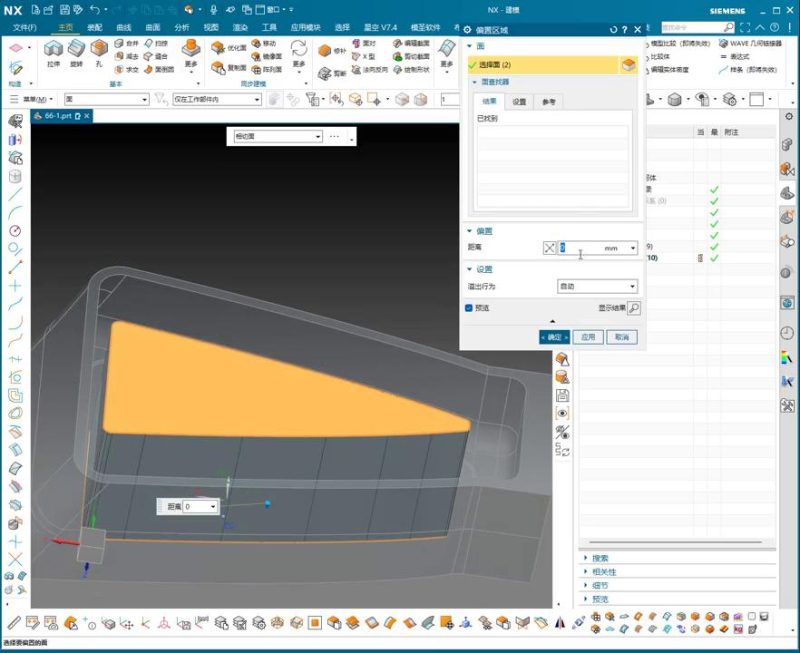
老师傅实操截图 – 核心工艺点解析
接下来说说具体怎么干。首先,毛坯下料回来,咱们得先在车床上把内外形粗车一遍,留足余量,主要是消除一下毛坯的内应力。这步要慢点,特别是钛合金,发热厉害,切削液得跟上,不能让它‘上火’。粗车完,检查,没问题了就上铣床。在UG里头,我早把这个件儿的复杂曲面模型建好了,尤其是五轴联动刀路,那些避让、插补、进退刀,都是经过无数次仿真优化过的,保证刀具能顺畅地走到位,减少空刀时间,提高效率。
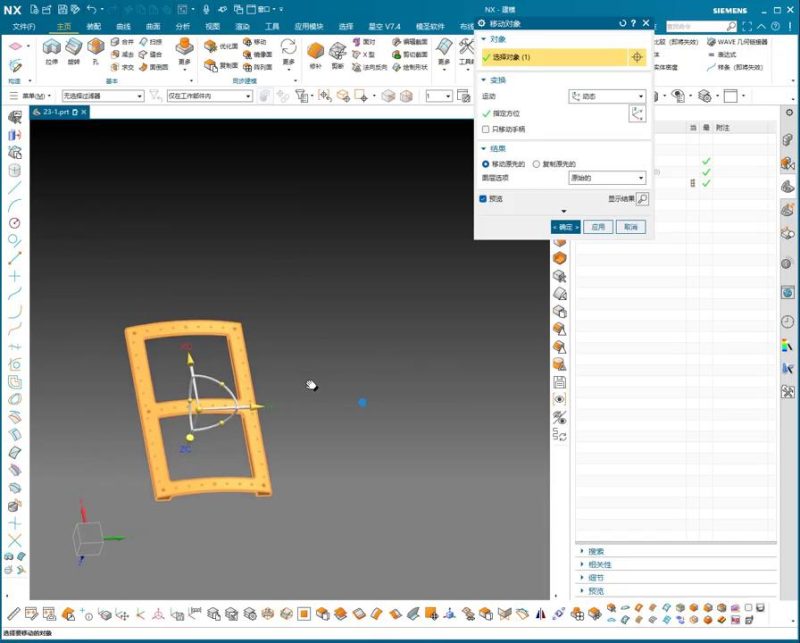
第一步铣削,咱们先用大一点的球头刀进行粗铣,把大部分余量干掉。这一步的关键是吃刀量和进给速度的平衡,既要保证效率,又要避免加工过程中产生过大的切削力导致变形。铣完后,咱们会先做一次中间热处理,去去应力,这步不能省,不然精加工的时候变形就找上你了。
接着是半精加工,换小一点的球头刀和牛鼻刀,进一步修整曲面。这里的刀具路径就得更讲究了,UG里的“流线切削”功能这时候就派大用场了,能够沿着零件的自然形状生成连续的刀路,保证表面质量。
最后是精加工,用超硬小球头刀,配合高速主轴和高精度机床,把表面粗糙度干到Rz0.8。这时候的刀路必须细腻,一点点儿的步距,确保光洁度。当然了,像那些深腔、窄槽,可能还需要用到咱们自己磨的非标小刀,或者是电火花加工来完成。装夹方案上,咱们会用到液压夹具,配合软爪,力求夹紧力均匀,避免零件受力变形,甚至会用到辅助支撑,最大限度地保证加工的稳定性。每一步加工完,都得用三坐标测量仪或者专业的检测工具去量一下,确保尺寸精度和形位公差都在要求范围内,不能等都加工完了才发现问题,那时候就晚了。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260301100347687-s2_1772330618.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 材料特性务必吃透: 就像这钛合金,加工时切记不能急躁,切削速度和进给量要比加工钢件慢,冷却液要充足,还得特别注意刀具磨损情况,一旦崩刃或磨损过度,可能就废掉整个件儿了,所以提前的刀具寿命管理很重要。
2. 装夹方案是重中之重: 对于薄壁或复杂曲面件,装夹稍有不慎就可能导致变形。除了常规夹具,必要时要设计制作软爪或专用工装,夹紧力要均匀,避免在关键加工区域直接受力,宁可多花点时间做辅助支撑,也不能让零件在加工中产生位移或应力变形。
3. UG刀路优化要做到极致: 咱们UG专家的优势就在这儿,不仅是生成刀路,更要懂得优化。减少不必要的空刀行程,确保刀具路径平滑连续,避免急转弯,最大化利用刀具寿命。尤其是五轴联动,要充分考虑刀轴矢量控制,避免干涉,同时提升表面加工质量和效率。
本文关键词:钛合金加工, 五轴联动, UG编程00:00
📍 进阶资源推荐:




















暂无评论内容