
## UG NX加工工艺深度解析:零部件留边角料策略详解
### 摘要
本技术文章深入探讨了在UG NX CNC加工中,针对大型毛坯加工小型精密零部件时,如何通过“留边角料”的创新性策略来优化加工工艺。当遇到铝合金等无法使用吸盘夹持且厚度较大的材料时,传统“全开粗”方式不仅低效且难以稳定夹持。本文将详细讲解如何利用UG NX的偏置与延伸功能,在关键部位预留夹持余量,实现零件轮廓的首次加工,最后通过切断操作分离成品。该策略有效提升了加工效率、确保了夹持稳定性,并降低了废品率。文章将涵盖工艺流程、编程细节,并对比其他切割方式的适用性,最后提供本节避坑总结。
—
### 1. 课程概述与核心问题
在CNC加工实践中,经常遇到需要从较大毛坯中加工出形状复杂、尺寸相对较小的零部件。本节课以一个典型的三角形铝合金零件加工为例,详细阐述了在这种场景下,如何通过巧妙的工艺规划,解决材料特性与夹持稳定性带来的挑战。
#### 1.1 案例零部件分析
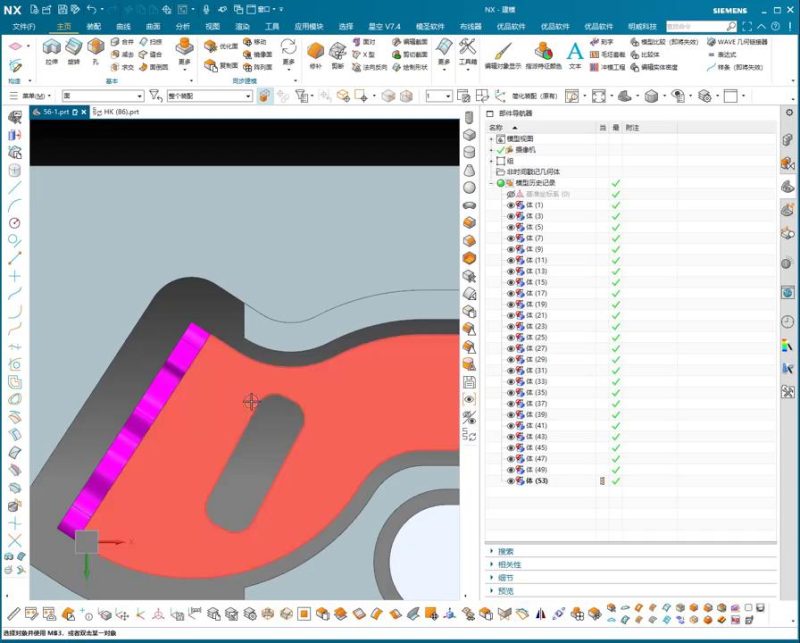
本案例涉及的零部件为一个小型三角形工件,尺寸相对毛坯而言较小。其特点在于轮廓复杂,且需要较高的加工精度。在加工过程中,需要确保工件的稳定夹持,以便对内部特征和外部轮廓进行精加工。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260126223529691-s1.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260126223530387-s2.jpg)
*图1:待加工的三角形零部件示意图*
#### 1.2 毛坯与材料特性
* **毛坯尺寸:** 初始毛坯尺寸远大于最终零件,呈长方体或类似的块状结构。
* **材料:** 关键在于该零件材料为**铝合金**。这与其他材料(如钢件)的处理方式有显著区别。铝合金无法通过磁力吸盘进行固定,必须依赖机械夹具(如压板)。
* **厚度:** 零件厚度相对较大(例如,视频中提到113mm、120mm等),这意味着常规的激光切割、线切割或火焰切割等方法,要么不适用于铝合金,要么无法达到所需的表面质量,或效率低下,需要额外的精加工。
—
### 2. 传统加工方式的挑战
在不考虑特殊工艺的情况下,传统的加工策略可能带来一系列问题。
#### 2.1 全开粗的弊端
许多初学者倾向于在加工开始时,将零件外部所有非零件部分的毛坯材料一次性全部“开粗”去除。这种做法存在以下问题:
* **效率低下:** 大量的空刀行程和不必要的材料切除,显著增加加工时间。
* **刀具磨损:** 刀具在切削大量废料时,磨损加剧。
* **排屑困难:** 尤其在深腔加工时,大量切屑堆积可能影响加工质量。
* **安全隐患:** 大块废料的突然脱落或飞溅可能造成安全问题。
#### 2.2 夹持固定难题
如果外部材料全部被移除,将导致零部件在毛坯上的支撑面积减少,甚至完全脱离。这使得后续的精加工无法进行,因为无法稳固地夹持工件。重新装夹不仅耗时,更会引入新的定位误差,影响加工精度。特别是在铝合金材料上,无法使用磁力吸盘,只能通过物理夹具(如压板)进行固定,这就要求有足够的“边角料”来作为压板的支撑点。
—
### 3. 创新性加工策略:留边角料法
针对上述挑战,本课程提出了一种高效且稳定的加工策略——“留边角料法”。
#### 3.1 工艺流程详解
1. **毛坯定位与内部特征加工:** 首先,将毛坯固定在夹具上,完成零件内部特征的粗加工和精加工。
2. **战略性预留夹持余量(边角料):** 针对外部轮廓加工,不一次性将所有外部材料移除,而是在零件边缘的关键部位(例如,三角形的三个角或特定侧面)通过偏置、延伸等UG功能,刻意预留出几块与零件相连的“边角料”或“连接筋”。这些边角料将作为压板的有效支撑点。
3. **外部轮廓精加工:** 在这些边角料的支撑下,对零件的外部轮廓进行高效的粗加工和精加工,包括小圆角的修光等。此时,零件主体已基本成型,但仍与毛坯通过边角料连接。
4. **最终切断分离:** 完成所有精加工后,通过简单的切断操作,将连接在边角料上的成品零件与剩余的毛坯分离。
#### 3.2 关键技术点:偏置与延伸
在UG NX中实现“留边角料”策略,主要依赖以下功能:
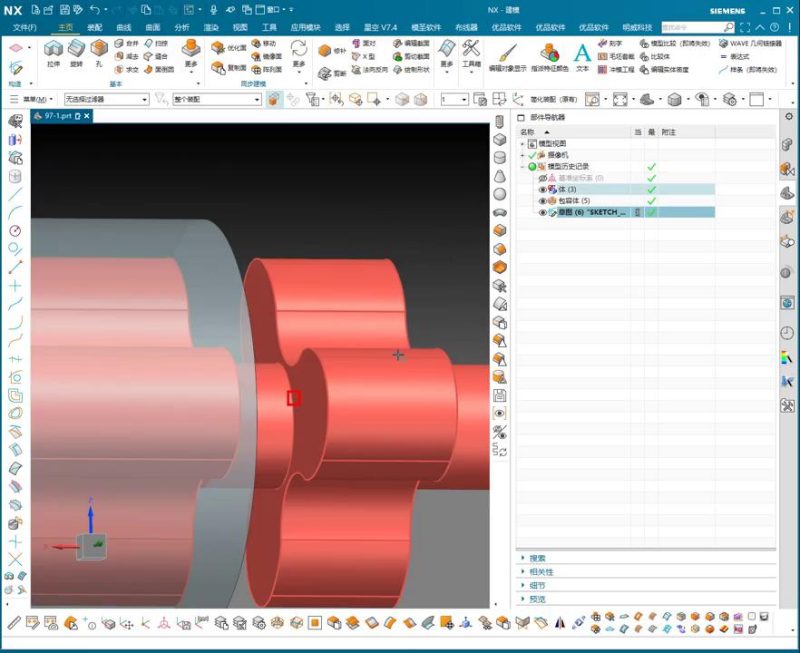
* **偏置 (Offset):** 针对零件的轮廓线或面,进行一定距离的偏置操作。例如,在音频中提到,选择零件轮廓,向外偏置35mm。这35mm的区域就是预留出来用于压板夹持的边角料。偏置的方向(反向)和距离(如35mm)需要根据刀具尺寸和夹持要求来设定。
* **延伸 (Extend):** 在需要保持连接的区域(例如,压板放置的支撑点),将预留的边角料进行延伸,确保有足够的实体来承载夹持力。这确保了在加工过程中,零件始终通过这些连接点与毛坯保持整体性,从而提供稳固的支撑。
*图2:利用偏置和延伸功能预留边角料示意图*
#### 3.3 精加工与最终切断
* **精加工:** 在零件与边角料相连的状态下,进行最终的轮廓精加工。这包括对零件内外圆角、表面光洁度等要求的实现。
* **最终切断:** 待所有加工完成后,通过简单的切割路径,将预留的边角料与成品零件分离。这个切断操作可以是铣刀的最后一道路径,也可以是专门的切断刀具,确保切断后零件易于取出且切口平整。
—
### 4. UG编程实现细节
在UG NX中进行编程时,需注意以下细节:
#### 4.1 刀具选择与加工路径
* **刀具选择:** 根据零件特征和预留边角料的尺寸,选择合适的刀具。例如,音频中提到使用30mm直径的刀具。刀具直径会影响偏置量和加工精度。
* **加工路径:** 编程时,加工路径应沿着零件的最终轮廓进行,但在预留边角料的区域,路径应绕开这些区域,或在这些区域停止加工,以保留连接。
#### 4.2 加工顺序与余量控制
* **内部优先:** 通常先完成零件内部的挖槽、钻孔、腔体等特征的加工。
* **外部轮廓分步:** 外部轮廓的加工应分步进行。首先进行粗加工,留出适当余量;然后进行精加工,直到只剩下连接边角料的区域。
* **顶面余量:** 顶面一般也会预留一定的余量,用于后续的精修或切割。
* **精修小圆角:** 在切断前,应先完成所有小圆角的精修,确保零件质量。
—
### 5. 其他加工方法的比较与适用性
针对不同的材料和零件特点,还有其他加工方法,但它们在本案例中的适用性需要权衡。
#### 5.1 薄板材料的切割方案
对于较薄的板材,可以采用以下切割方法直接获得零件轮廓:
* **激光切割 (Laser Cutting):** 精度高,速度快,适用于各种金属和非金属薄板。
* **等离子切割 (Plasma Cutting):** 速度快,切割厚度范围广,但精度和表面质量略逊于激光。
这些方法可以直接切割出零件轮廓,然后只需加工内部特征和侧壁精修。然而,对于本案例中**厚度较大**的铝合金零件,这些方法往往效率不高或切割质量不佳。
#### 5.2 厚板材料的局限性
* **火焰切割 (Flame Cutting):** 主要适用于厚板钢材。对于铝合金,火焰切割不适用。即使是钢件,火焰切割的切口表面通常较粗糙,需要大量的后续精加工才能达到要求。
* **水刀切割 (Waterjet Cutting):** 适用于几乎所有材料,包括厚板铝合金。精度较高,无热变形。但设备成本和运行成本较高,且切割速度相对较慢。
#### 5.3 线切割的优势与考量
* **线切割 (Wire EDM):** 对于**钢件**而言,线切割是一种非常好的选择。它能够高精度地切割出复杂的轮廓,且切口表面质量极佳,后续精加工量小。
* **本案例考量:** 尽管线切割在精度和表面质量上表现优秀,但对于**厚铝合金**材料,线切割的速度相对较慢,成本也较高。因此,对于本案例这种尺寸和材料特性的零件,通过CNC铣削配合“留边角料”策略,可能在综合效率和成本上更具优势。若零件形状极其复杂或精度要求极高,线切割仍可作为备选方案。
—
### 6. 本节避坑总结
* **勿盲目全开粗:** 不要一味地将毛坯中所有非零件材料全部移除。这不仅浪费加工时间,更可能导致工件无法夹持。
* **善用余料作支撑:** 在加工初期,应有意识地在关键部位(如夹持点)预留足够的边角料,作为夹具(压板)的支撑点,确保加工过程中的刚性和稳定性。
* **考虑材料与厚度:** 铝合金的加工策略与钢件不同,它无法使用磁力吸盘。同时,零件的厚度决定了何种切割方式更为经济高效,例如厚铝件不适合激光切割,而薄钢件则可以。
* **合理规划加工顺序:** 通常的顺序是先加工内部特征,再加工外部轮廓(留边角料),最后进行精加工,并最终切断。
* **充分利用UG功能:** 熟练运用UG NX的“偏置”(Offset)和“延伸”(Extend)等特征编辑功能,是实现“留边角料”策略的关键。
* **避免空刀和重复装夹:** 通过预留边角料,可以有效减少空刀行程,避免多次装夹造成的误差和时间浪费。
—
TAGS: UG NX, CNC加工, 加工工艺, 零部件加工, 留边角料, 夹持策略, 铝合金加工, 偏置, 延伸, 精加工, 切断, 毛坯优化, 避坑指南
📍 进阶资源推荐:




















暂无评论内容