
本节课程深入剖析了UG NX 1980环境下连接筋类零件的精密加工工艺,该类零件常见于对精度要求极高的航空航天领域。课程核心在于建立一套完整的加工流程,重点处理外部轮廓的粗精加工及与夹持部位的过渡。我们详细演示了如何利用UG的几何工具,如偏置曲线和曲面延伸,精确定义加工边界并设置合理的切割余量(如4mm)。通过优化刀具路径和利用深度轮廓铣削功能,确保在保证加工效率的同时,为后续的零件分离操作预留足够且易于处理的连接结构,从而保障零件的最终精度和表面质量。
🔥 提示:实战视频就在下方,点击播放!
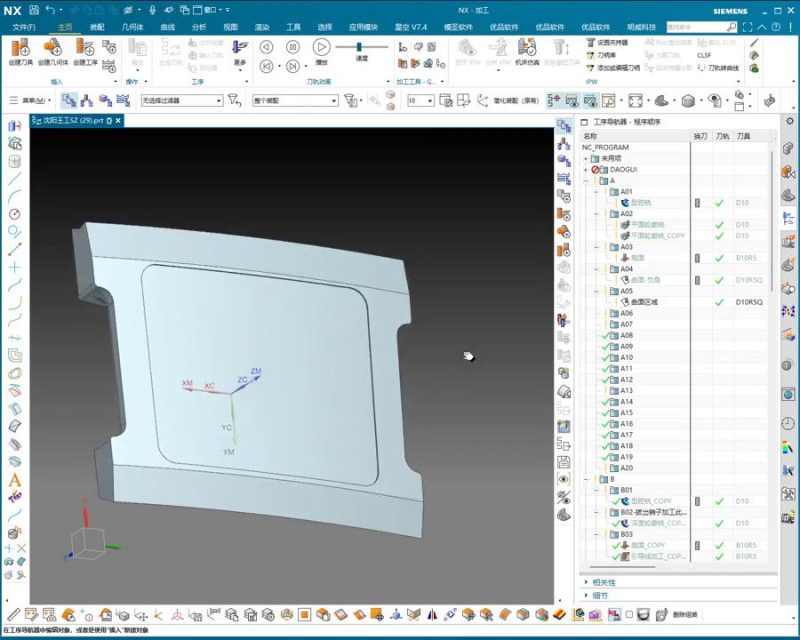
零件概述与工艺流程确定
本实例针对的连接筋零件具有一个平整的基准面和复杂的外部轮廓。加工的首要任务是确保基准面的平整度,通常通过飞铣(Face Milling)操作完成。由于零件最终需要与夹持毛坯分离,因此在轮廓加工阶段必须精确控制留下的连接材料厚度(即切割余量)。
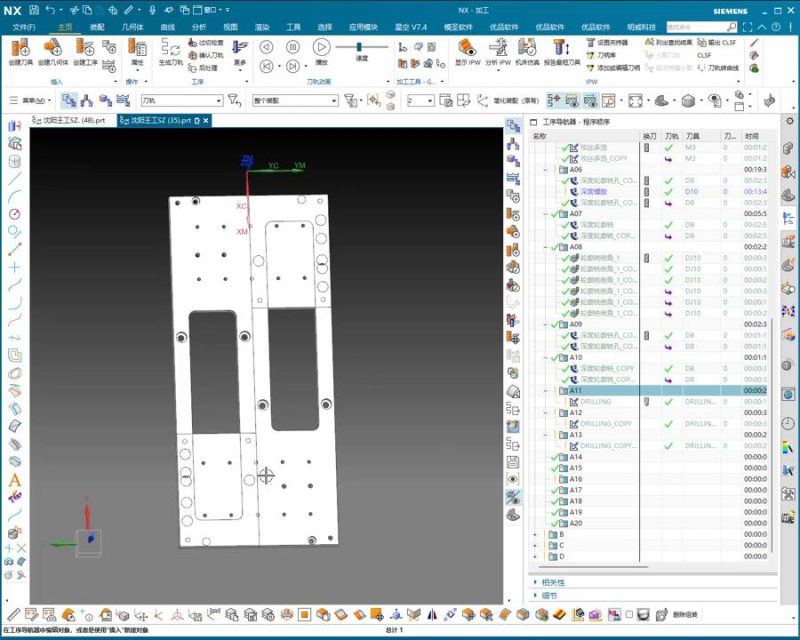
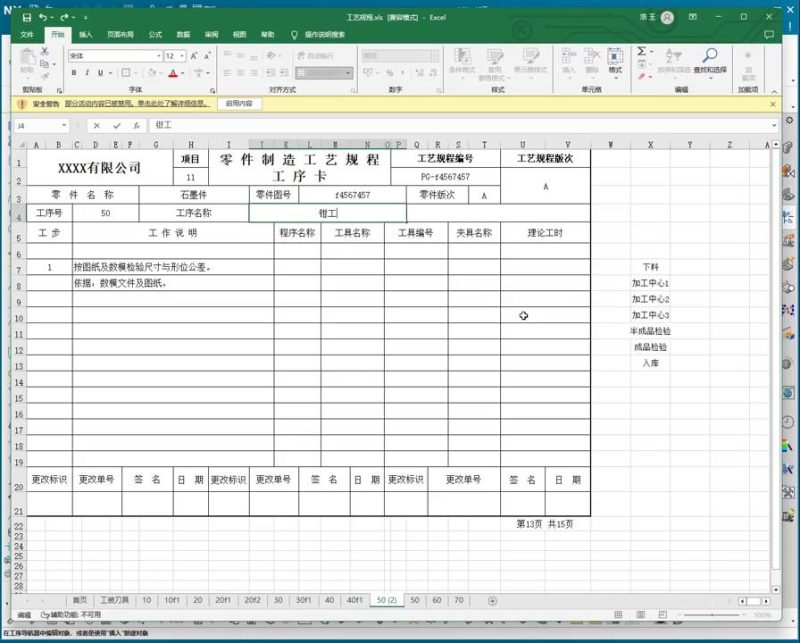
标准化的加工流程如下:
1. **基准面飞铣**:将上下两个平面铣平,确保装夹稳定和尺寸基准准确。
2. **外部轮廓粗加工**:去除大部分余料,为精加工做准备,并预留连接筋位置的材料。
3. **底部与型腔精加工**:对非连接区域进行精修,达到图纸要求的表面质量和尺寸。
4. **钻孔与倒角**:完成孔位加工。
5. **最终切断/分离**:移除连接筋,完成零件分离。
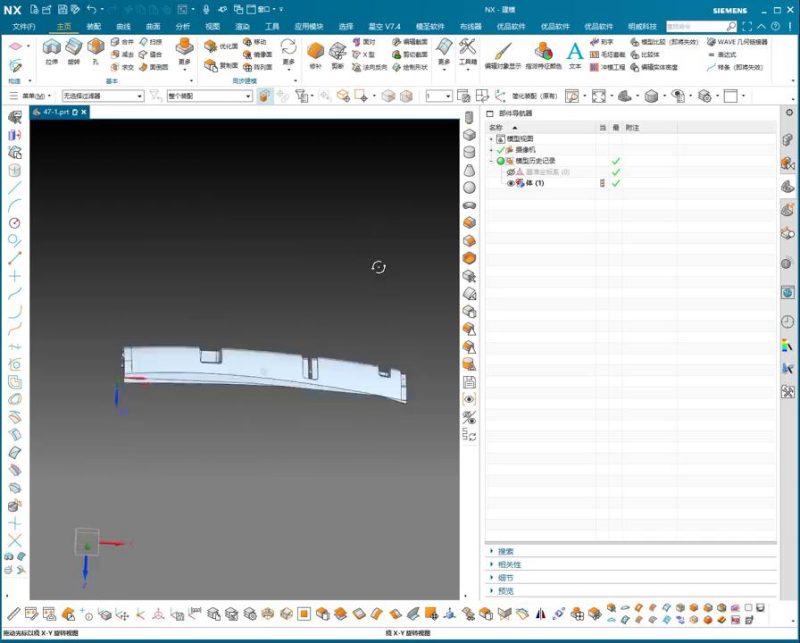
关键几何特征准备:边界曲线与毛坯定义
在开始轮廓加工的程序编制之前,几何模型必须经过优化处理,特别是针对边界和毛坯的定义,以适应连筋切割的需求。
轮廓边界线的提取与偏置
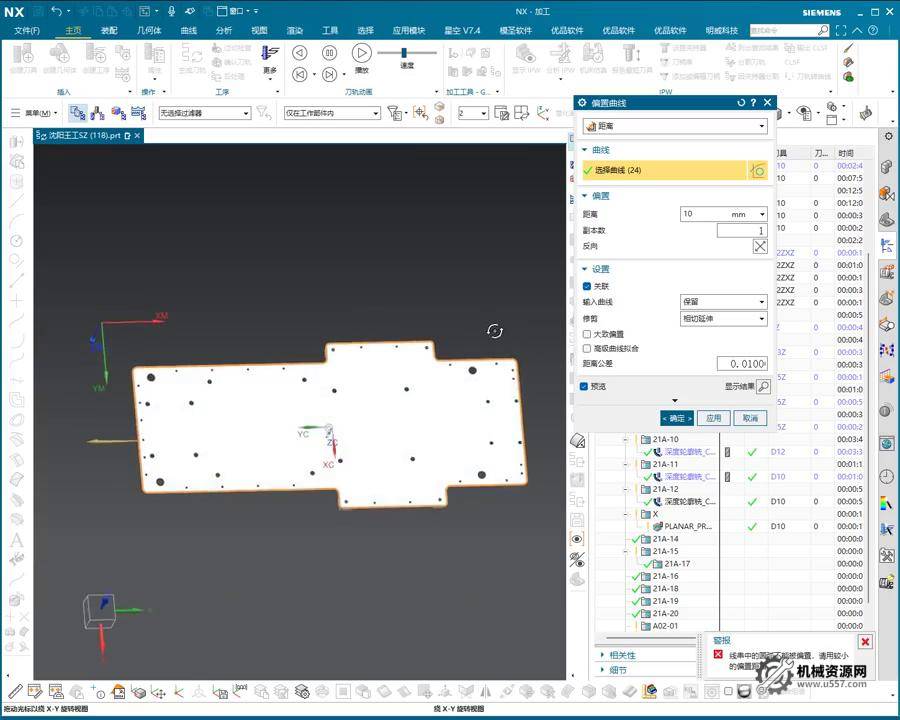
为了精确控制刀具路径和留下的连筋厚度,需要提取零件的外轮廓曲线,并进行偏置处理。
1. **提取轮廓**:使用UG的“曲线”功能中的“偏置曲线”或“相切曲线”选项,快速提取零件外边缘。
2. **定义偏置量**:如果最终要预留4mm的连筋厚度,且使用28mm的端铣刀(半径14mm)进行开粗,则偏置距离应根据刀具半径和余量需求综合确定。偏置后的曲线将作为开粗操作的限制边界。
基于切割余量的毛坯创建
由于零件需要通过连筋连接在底板上,传统的矩形毛坯定义可能不足以体现连筋留料。
1. **包容体创建**:利用UG的“包容体”(Bounding Block)功能快速生成毛坯,尺寸应覆盖零件的几何特征及必要的夹持空间。
2. **连接筋预留**:通过计算零件厚度,设定毛坯的Z轴高度,确保在零件的底部平面留出足够的余量(例如3-4mm)用于最后的切断或掰断操作。
外部轮廓的粗加工与精加工策略
对于连筋零件的外部轮廓加工,必须使用具有高效率和稳定性的刀具路径,同时防止在连筋区域产生过切或碰撞。
选用深度轮廓铣削进行型腔开粗
对于外部轮廓,虽然是外部特征,但为了控制边界和留料,通常采用类似于型腔铣削(Cavity Milling)的策略,特别是选择“深度轮廓铣削”(Contour Depth Milling)进行粗加工。
1. **选择边界**:使用前面提取并偏置好的曲线作为切削边界。
2. **刀具选择**:选用合适的刀具直径。例如,如果边界偏置量是14mm(为了容纳28mm的刀具半径),确保刀具能够有效地在轮廓内侧去除材料。
刀具选择原则与路径覆盖
在粗加工中,刀具半径是关键因素。为了确保刀具路径能够完全覆盖并清理轮廓,同时避免在角落处产生残留,需要进行路径优化。
* **路径延伸**:通过设置路径参数,确保刀具在切入和切出时能完全越过边界,实现彻底的清理。
* **分层策略**:根据材料硬度和机床功率设定合理的Z轴下刀量和步距,保障加工稳定性和刀具寿命。
连筋区域的几何延伸处理
连筋的最终分离是影响零件精度的关键步骤。在进行轮廓精加工时,必须确保刀具能够完整地到达连接筋的平面。
扩展/偏置曲面以确保完全切削
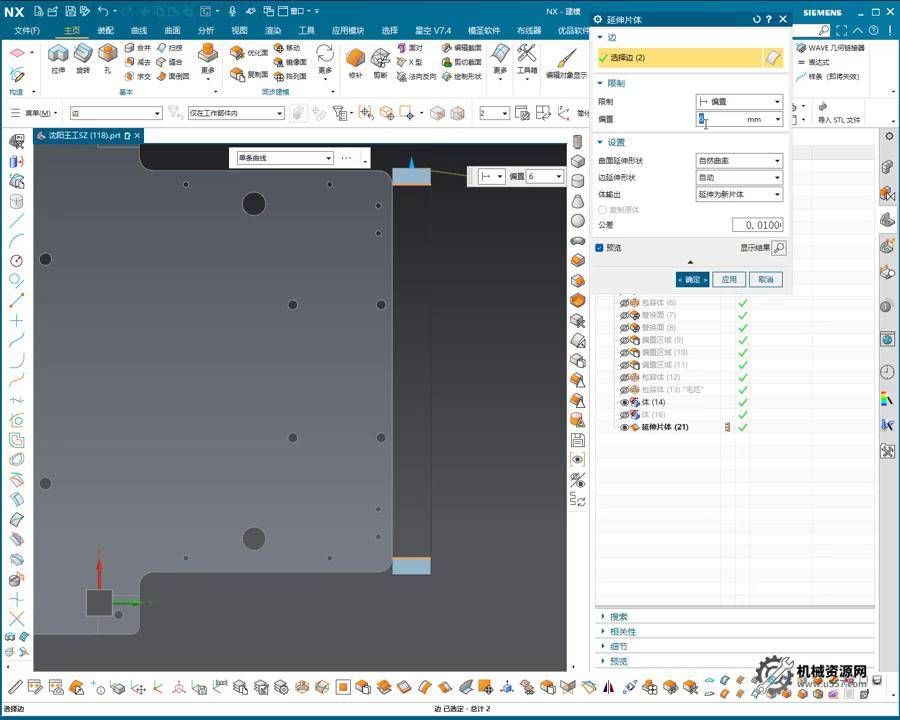
为了让刀具能够“扫过”连筋的预留平面,而不是停在零件边缘,需要对几何体进行延伸处理。
1. **延伸曲面功能**:使用“延伸偏置面”(Extend Face)功能,将零件侧壁向外延伸。
2. **延伸距离**:延伸距离应至少等于所用精加工刀具的半径(例如,使用R5刀具,则延伸6mm或以上),以确保刀具中心线能够完全运行到零件外部。
3. **避免几何错误**:在延伸过程中,选择“延伸为切屑”(Extend as Chip)选项,确保延伸后的体是临时的加工体,不影响原始几何。
底部留料与精修面处理
在连筋部位的底部,若公差要求严格,需要在切断前进行半精加工。
* **加厚与偏置**:使用“加厚/偏置”(Thicken/Offset)功能,对连筋区域的底部进行处理,确保其厚度符合最终切断的要求,例如3mm厚度。
* **防止碰撞**:在刀路模拟中,反复检查刀具是否会碰到夹持的下部毛坯,特别是如果采用非真空夹持方式。
最终切断与装夹考量
零件的最终切断是关键收尾环节,直接决定了零件的最终状态和装夹效率。
切断工艺的选择与余量
最终的切断操作(Cut-off)可以通过多种方式实现:
1. **铣削切断**:使用小直径刀具沿边界切割,但必须留有微量余料(如0.2mm)以便后续打磨或掰断。
2. **掰断/断料**:如果留料足够少(例如4mm左右,且零件本身不厚),可以通过人工或机械方式掰断。
3. **余量控制**:切断程序中留下的余料尺寸(4mm或更少)并非绝对固定,应根据材料和机床刚性灵活调整。
工作台装夹的替代方案:真空吸盘
传统的连筋加工需要预留大量的夹持区域,并处理切断后的残余材料。如果工件适合,使用真空吸盘(Vacuum Chuck)可以极大地简化这一流程。
* **真空吸盘优势**:无需连筋,可以直接将工件吸附在工作台上,刀具可以直接铣到底部,极大提高效率和精度。
* **设备依赖性**:这取决于加工单位是否配备了相应的真空夹具系统。
📍 进阶资源推荐:




















暂无评论内容