
UG NX 1980 加工工艺实例课:35、第三十五节课_案例、工艺规程数控铣页讲解
本节课程深入讲解了如何在UG NX环境中创建加工工艺图纸,并详细演示了从毛坯图层的准备、绘图页面的设置、视图的创建与标注,到数控铣削工艺规程的编写全过程。内容涵盖了图纸的标准化设置、尺寸标注的精细化调整,以及加工步骤、刀具选择和加工参数的详细记录,旨在帮助学习者掌握UG NX在实际生产中的工程图创建与工艺规划应用。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260129080011712-s1_1769644800.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260129080012644-s2_1769644800.jpg)
绘图环境与基础设置
绘图页面的准备
在UG NX中进行加工工艺图纸的创建,首先需要对绘图环境进行基础设置。这包括选择合适的绘图页面尺寸,例如A0、A1、A3或A4等,通常A4尺寸因其通用性而被广泛使用。对于本案例,选择横向的A3图纸进行演示。在设置过程中,我们还会关注图层的管理,建议将毛坯图复制到独立的图层中,以便于后续的图形操作和管理。此外,若需要图纸以特定的样式显示(例如,显示图纸边框和标题栏),则需要调整显示设置,例如将相关图层设置为170层以激活图纸模式。
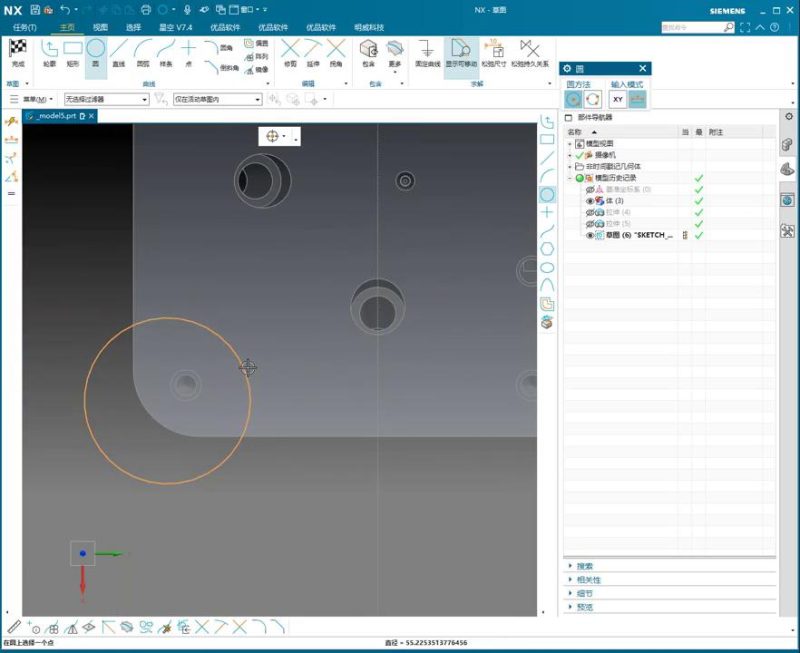
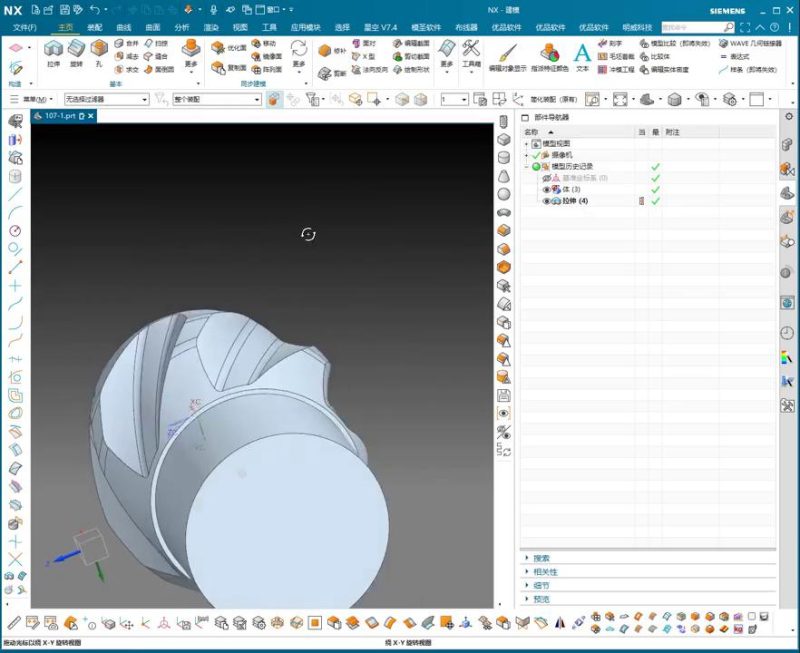
视图创建与调整
图纸的核心在于清晰地展示零件的几何特征。课程演示了如何创建零件的基本视图,包括主视图、俯视图、侧视图等。在创建视图时,UG NX提供了“定向视图工具”,允许用户调整视图的方向,确保零件以最佳视角呈现。通过鼠标拖动,可以方便地生成多个关联视图,这些视图会自动根据零件的三维模型进行投影。完成视图放置后,可以关闭视图创建功能。
创建与标注视图
尺寸标注的实施
尺寸标注是工程图不可或缺的一部分,它直接关系到零件的加工精度和检验。在UG NX中,可以使用“快速标注”工具对视图进行尺寸标注。操作时,只需选择要标注的边线或特征,系统便会自动生成尺寸线和数值。为了确保图纸的清晰度和标准化,课程重点讲解了尺寸文本的编辑设置。通过“编辑设置”功能,可以修改文本的高度,例如调整为10毫米,以提高尺寸的可读性。
小数位数与格式调整
在实际加工中,尺寸精度至关重要,因此尺寸的小数位数也需要精确控制。在UG NX中,可以通过“编辑设置”进入“格式”选项,然后选择“替换尺寸文本”来调整尺寸的小数位数。例如,可以将默认的小数位数调整为一位,使尺寸如“190.0”显示为“190.0”,或者根据需要调整为其他精度,如“4.5”。这些细致的设置确保了图纸符合工程标准和加工要求。
工艺规程(数控铣削)的编写
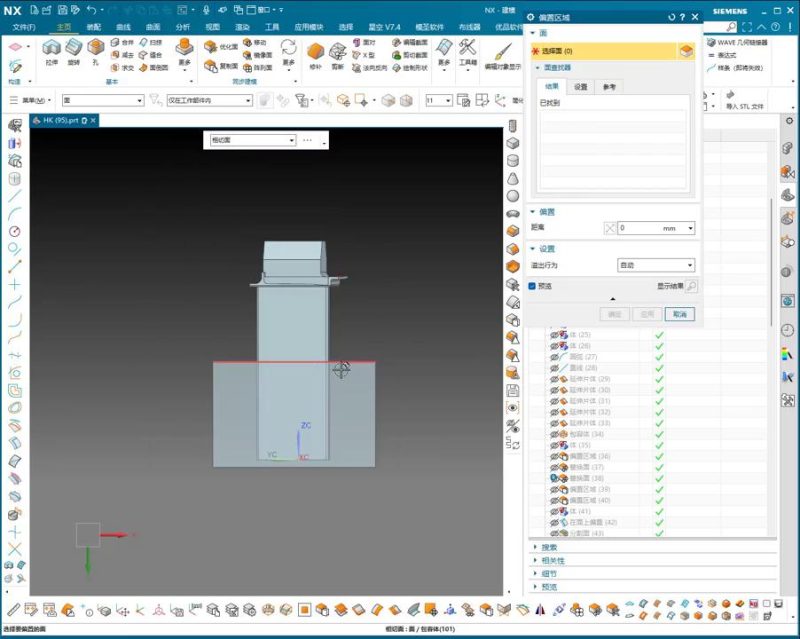
装夹与加工区域设定
本节课程的重点之一是数控铣削工艺规程的编写,这涉及到加工前的准备和具体的加工步骤。首先是“装夹”步骤,明确指出该零件的加工是以Z向毛坯底面为零,XY方向毛坯四面分中。这意味着零件在机床上的定位基准是毛坯的底面和中心线,这对于后续的程序编写至关重要。
粗加工与精加工工序
工艺规程的详细内容包括了各个加工步骤的名称、刀具信息和加工说明。
A01 开粗:描述了对零件毛坯表面进行粗加工的操作,通常是为了去除大部分余量,为后续的精加工做准备。刀具信息为D10R0.5 H345,其中D10代表刀具直径为10mm,R0.5表示刀具圆角半径为0.5mm,H345可能是刀具的有效切削长度或编号。
A02 精加工侧壁:针对零件的侧壁进行精加工,以达到图纸要求的表面粗糙度和尺寸精度。刀具使用T2,可能代表第二把刀具。
A03 精加工顶面曲面:对零件的顶面曲面进行精加工,考虑到曲面的复杂性,这通常需要更精密的刀具和加工策略。刀具使用T3,可能代表第三把刀具。
A04 精加工倒扣:处理零件上的倒扣特征,这往往是比较难以加工的区域,需要特殊的刀具或加工角度。刀具使用T4,可能代表第四把刀具。
在编写工艺规程时,对于精加工类操作,通常建议“换新刀”,以确保最佳的加工质量和刀具寿命。所有这些信息都需准确无误地记录在工艺规程中,作为数控编程和机床操作的依据。
图纸的导出与应用
图纸的截取与尺寸测量
完成绘图和工艺规程的编写后,最终的图纸可以用于多种目的。课程演示了如何对生成的图纸进行截屏,将其转换为图像文件。这种图像文件可以用于质量检验部门,他们可以根据图纸上的尺寸信息,对来料的毛坯或加工后的零件进行测量和检验,确保其符合设计要求。这种简化的图纸形式在实际生产中非常实用,尤其在强调效率和可追溯性的场景。
本节避坑总结
1. 图层管理至关重要: 在UG NX中,对于复杂零件或包含毛坯、加工件等多种状态的图纸,务必养成良好的图层管理习惯。将不同状态的零件分别放置在独立图层,并适时进行复制和隐藏,能够极大地提高绘图效率,避免误操作,并使图纸结构清晰。
2. 尺寸标注细节不可忽视: 尺寸文本的大小、字体和精度(小数位数)是影响工程图可读性和专业性的关键因素。在进行尺寸标注后,务必通过“编辑设置”功能对文本进行统一调整,确保所有尺寸符合公司标准或行业规范,避免因尺寸文本不清晰或精度不足导致生产沟通障碍。
3. 工艺规程需细致入微: 数控铣削的工艺规程是指导加工的核心文件。除了描述加工步骤,还应详细记录每个工序的装夹方式、定位基准(如Z向毛坯底面为零,XY四面分中)、刀具型号、加工类型(开粗、精加工)等关键信息。特别是对于精加工,考虑“换新刀”以保证表面质量是实战中常用的策略。
本文关键词:UG NX,加工工艺,数控铣,工程图,视图创建,尺寸标注,工艺规程,刀具选择,图层管理00:00





















暂无评论内容