
本篇文章根据《UG NX 1980 加工工艺实例课:34、第三十四节课_案例、工艺规程首页、刀具页讲解》音频内容,详细解析了UG NX加工工艺规程中首页、刀具页和下料页的填写方法与注意事项。重点讲解了公司及零件信息的录入、毛坯尺寸的测量与填写、刀具的详细参数定义以及下料工艺的规范要求,并强调了在实际操作中提高效率和准确性的关键点。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128194023491-s1_1769600413.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128194024597-s2_1769600413.jpg)
UG NX 1980 加工工艺实例课:工艺规程首页与刀具页讲解
引言
在UG NX加工实践中,一份规范且详尽的加工工艺规程是确保产品质量和生产效率的关键。本节课程以一个立零件的加工为例,详细演示了如何在UG NX工艺规程模板中填写首页、刀具页及下料工艺页的关键信息。理解这些页面的填写逻辑和内容要求,对于CNC编程和加工工艺制定至关重要。
工艺规程首页填写要点
工艺规程首页承载着零件的基本信息和管理数据,其填写应力求完整和准确。
公司及项目信息:首先,需填写公司名称,例如“比多啊XXXX有限公司”。在制作模板时,建议将常用的公司信息预先填写,以节省后续操作时间。项目编号则根据实际项目情况填写,如“项目1”。
零件识别信息:零件图号是零件的唯一标识,应严格按照设计图纸上的编号填写。工艺规程编号通常可根据图号或公司内部管理规定进行编制,例如采用“G0001”等形式。对于内部使用,只要公司内部识别即可。
零件特性:明确零件的分类,例如“一般件”或根据公司标准划分为“A类批量件”。零件名称需清晰表达,如本例中的“石墨”零件。材料牌号也应准确填写,例如“石墨”,或根据实际材料(如钢、铝、铁等)选择对应的牌号。
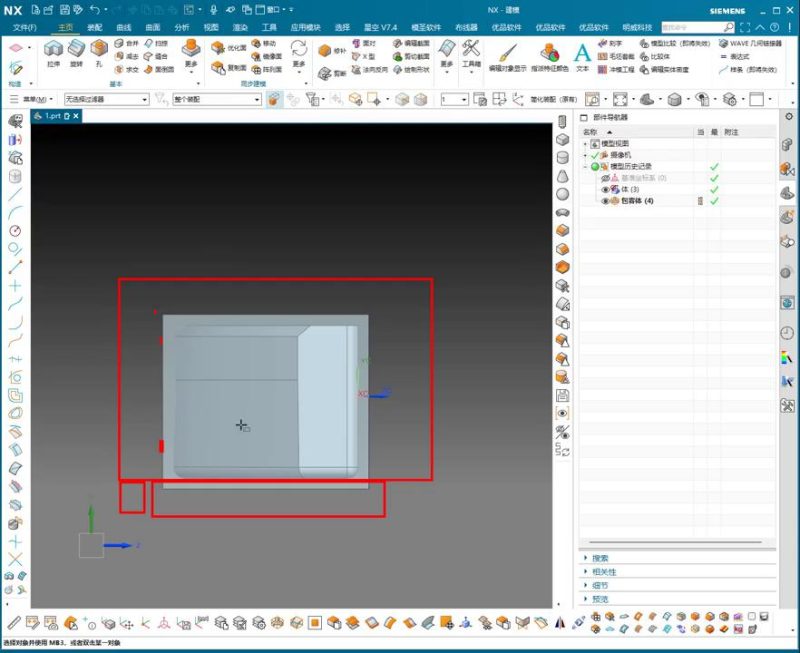
毛坯材料规格与图纸辅助:毛坯的材料规格是加工前的重要信息,需通过实际测量毛坯尺寸来确定,例如长220.5mm、宽190mm、高39mm。这些尺寸应详细填写在“材料规格”栏。为了直观展示零件的形状和尺寸,建议在工艺规程中插入零件(毛坯)的截图。在截图前,最好将UG NX背景设置为白色,以确保截图的清晰度和专业性。
刀具页填写指南
刀具页是加工工艺规程的核心部分之一,详细记录了加工过程中所使用的所有刀具信息。
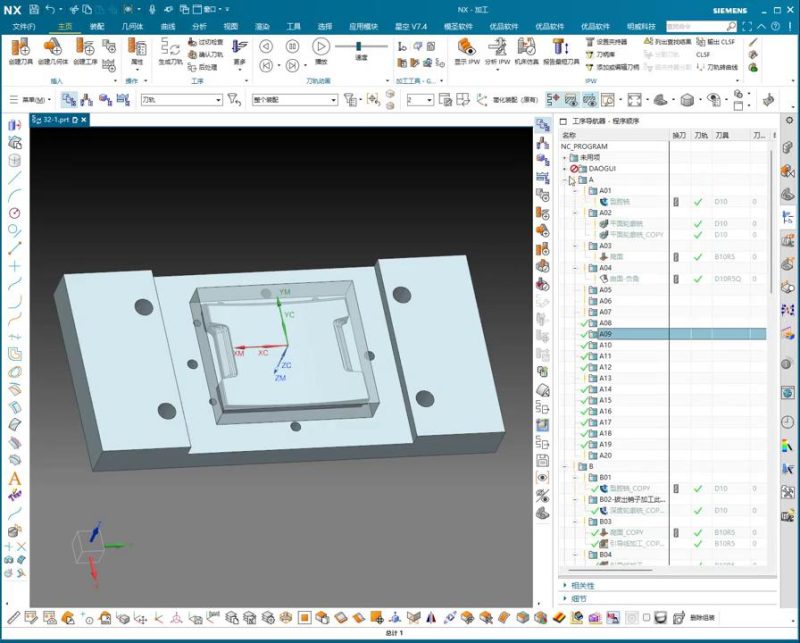
刀具基本信息:刀具信息应按照加工顺序进行编号,从序号1开始依次排列。刀具名称需清晰描述刀具类型及适用材料,例如“石墨专用刀具”。刀具编号则按照机床刀库管理习惯设定,如T1、T2、T3、T4等。
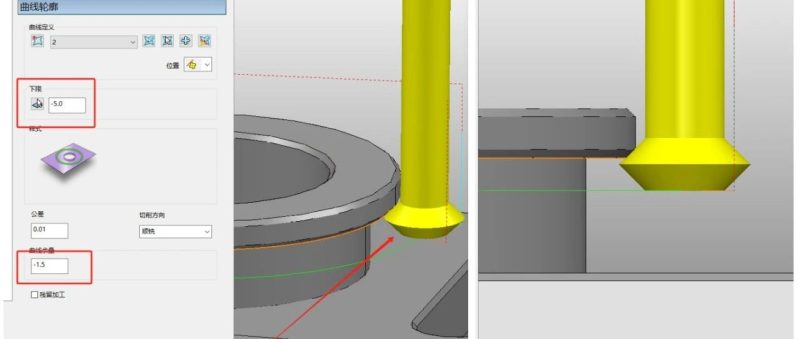
刀具规格参数:每把刀具的详细规格至关重要,包括其直径(D)、刀尖半径(R)和有效长度(H)。例如,本例中使用的刀具包括:D10R0H35(表示直径10mm、刀尖半径0mm、有效长度35mm的平底刀)、D10R5H35(表示直径10mm、刀尖半径5mm、有效长度35mm的球头刀,或称棒棒糖刀)、D6R3H25(表示直径6mm、刀尖半径3mm、有效长度25mm的圆鼻刀)。有效长度的填写应根据零件实际加工深度确定。
刀具指定与刀尖半径:在“指定”栏中,通常填写刀具的实际切削直径或有效直径。例如,对于D10平底刀,指定为10;对于D10R5的棒棒糖刀,如果其有效直径为6mm(用于避让干涉),则指定为6;对于D6R3的圆鼻刀,指定为6。刀尖半径(R)则需准确填写,如R0、R5、R3等,与刀具规格保持一致。
下料工艺页填写要点
下料工艺页主要记录毛坯的下料方式和尺寸,并对其进行检验。
下料尺寸与检验:在下料工艺页,需再次确认并填写毛坯的下料尺寸,例如220.5x190x39mm。可以注明下料尺寸的公差范围,如“加减1毫米”。最重要的是,下料后必须对毛坯尺寸进行检验,以确保其符合要求。
关联图纸:下料工艺中可能需要参考特定的图纸来指导下料或检验。例如,依据“图1”进行零件尺寸检验。将相关图纸(如毛坯图或外形图)的截图或引用添加到此页,有助于操作人员理解和执行。
本节避坑总结
1. 模板制作与预填:在制作工艺规程模板时,应充分考虑常用信息(如公司名称、常用零件分类、常用刀具信息等)并进行预填,以减少后续每次创建工艺规程时重复输入的工作量,提高效率。
2. 截图清晰度与规范:在工艺规程中插入零件或毛坯的截图时,务必将UG NX的背景色调整为白色,以保证截图的清晰度和专业性。清晰的图示能有效辅助理解和避免误解。
3. 刀具参数的准确性与逻辑性:刀具页的填写需确保各项参数(直径D、刀尖半径R、有效长度H、指定直径)与实际使用的刀具完全一致,特别是“指定”直径,应反映刀具在实际加工中的切削能力或避让特性。R值需与刀具类型严格匹配,平底刀为R0,球头刀为R值等于直径一半,圆鼻刀为指定的R值。
本文关键词:UG NX,加工工艺,工艺规程,刀具页,下料工艺,石墨加工00:00




















暂无评论内容