
本节课程深入剖析了在 UG NX 1980 环境中,如何为非标准(异形)零件创建复杂的工艺连接结构,以确保在多面加工过程中实现稳固、精确的夹持与定位。由于原始零件的上下表面为异形结构,传统夹具难以应对,因此必须设计四个结构化的连接块(Process Connections)。本文详细讲解了如何利用“加厚”、“分割体”、“替换面”及几何计算等核心工具,构建出满足压板夹持要求且易于后续切断的标准化连接体,为五轴或多面加工奠定坚实基础。
工艺连接的挑战与设计目标
对于形状复杂的异形零件,在进行多轴或多面加工时,最大的挑战是如何安全且稳定地装夹。本案例中,零件的上下表面均呈不规则形态,直接装夹或使用标准虎钳容易导致定位误差或加工震颤。因此,我们的核心设计目标是创建四个精确的工艺连接块,使零件能够平稳放置,并通过压板(夹具)牢固夹持,同时保证连接块易于在加工完成后被工具切割移除。
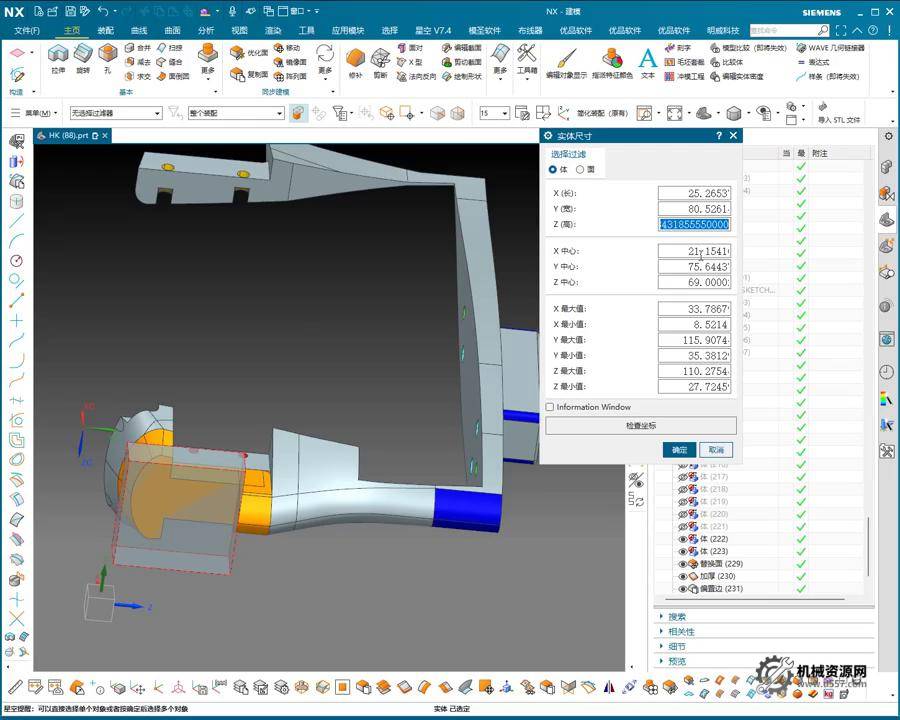
复杂零件的基准建立与厚度确定
由于原始零件已被切割,我们无法直接测量其准确厚度。根据分析和预设的加工需求,我们统一设定连接块的垂直高度为 130mm。这一统一高度是确保在机床上使用压板夹持时,能够实现可靠的 Z 向定位基准。
在 UG NX 中,所有的辅助体的创建都应在“建模”模块中进行,以避免污染原始零件数据。为了不破坏原始图层,首先将零件复制到新的图层(如图层 15)进行操作。
关键工艺连接块的创建(侧向支撑)
首先,我们集中精力创建四个侧向的支撑连接块。这些连接块负责提供侧向支撑,并定义切割边界。
利用加厚命令构建初步连接体
为了便于后续的切断操作,我们预设使用一把直径 20mm 的刀具进行切割(03:03)。因此,连接块的最小厚度应大于刀具直径。我们采用“加厚”(Thicken)命令,将零件边缘加厚 22mm,以预留足够的切削余量。
操作步骤如下:
1. 进入“建模”模块,选择“加厚”功能。
2. 选取零件需要连接的边缘。
3. 输入厚度值:22mm。
4. 利用“分割体”(Split Body)命令,将新增的 22mm 厚度部分与原始零件分离,创建独立的连接块实体。
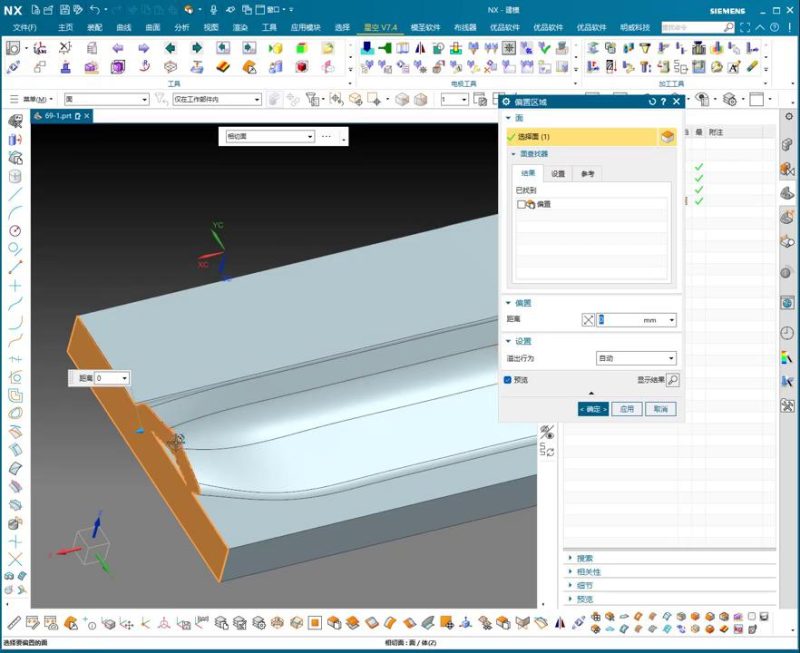
替换面与边界偏置的精细调整
在连接块创建初期,由于零件的复杂形状,连接块可能与零件表面之间存在微小缝隙或不平整。为了实现完美的贴合,必须使用“替换面”(Replace Face)。将连接块的外侧面替换到原始零件的对应平面上。
**斜度处理与刀具路径优化:** 在后续的工序中,铣刀需要沿连接块侧面切削到零件表面(即“扒面”)。为了防止刀具突然切入导致加工质量下降,我们需要让连接块的边缘稍微向外倾斜(即设置逃角或倒角)。使用“偏置边”(Offset Edge)功能,对连接块的侧边进行细微角度或距离的偏置拉伸,使其过渡平顺,方便刀具高效接近。
垂直方向夹持点的工程实现
除了侧向连接块外,还需要创建用于压板夹持的垂直支撑柱(Bosses)。
确保130mm统一高度的严谨计算
夹持柱必须保证其顶面与零件的基准面齐平,共同构成 130mm 的加工高度。
1. 使用“方体”(Block)或“拉伸”创建初步的夹持柱几何体。
2. 利用“替换面”功能,将夹持柱的底面与零件的底面贴合。
3. **高度计算是关键:** 首先测量当前夹持柱的高度。随后,使用参数化公式精确调整高度,确保最终总高为 130mm。
* *UG NX 公式表达:* (130 – [测量值]) / 2,该表达式通过 UG NX 的表达式功能实现精确尺寸控制。
结构合并与倒圆强化
当所有连接块和夹持柱的几何形状确定并定位后,需要将其与原始零件(或已分割的辅助体)进行“合并”(Unite/Boolean Union)。
为了增强连接块的结构强度并确保加工安全,应对连接块的所有锐角边缘进行倒圆处理。根据刀具和强度需求,应用适当的“边倒圆”(Edge Blend/Fillet),例如使用 R8 或 R5 的圆角。这不仅提高了连接结构的稳定性,也避免了机加工过程中尖角可能引起的应力集中。
应对非标准角度的连接策略
对于位于零件斜面上的连接部位,设计思路保持一致,但操作略有调整:
1. 先对斜面边缘进行“加厚”22mm。
2. 使用“替换面”将连接块的底部或侧面精确地贴合到零件的倾斜面上。
3. 如果遇到“替换面”命令报错(如 08:36 处),可能是几何体边缘冲突所致。解决方法包括:先对涉及的面进行小半径倒圆,或者直接删除冲突的面,然后重新尝试“替换面”,通常可以解决平滑过渡的问题。
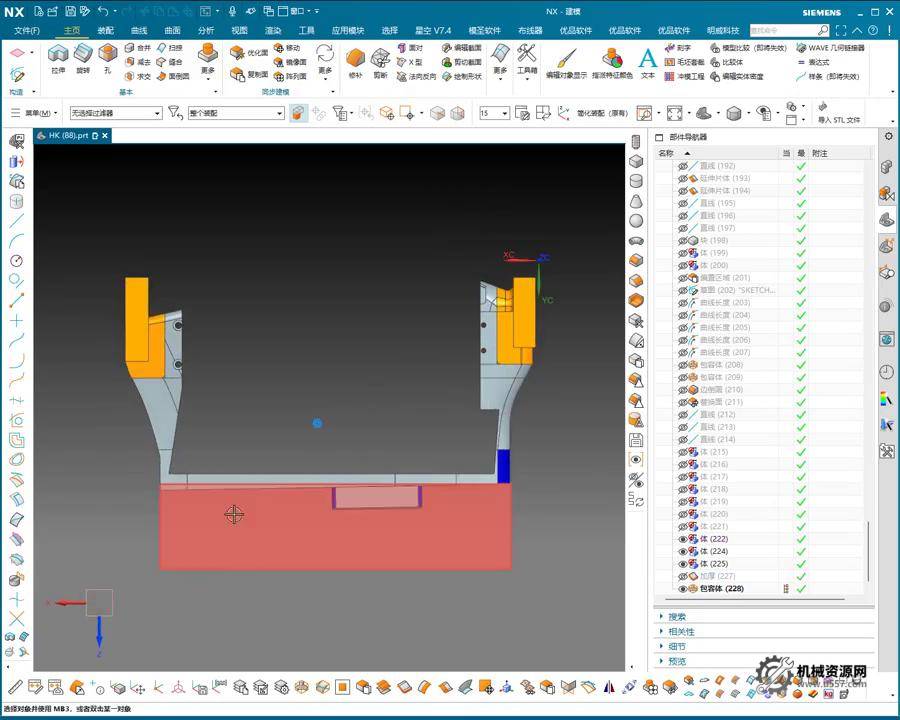
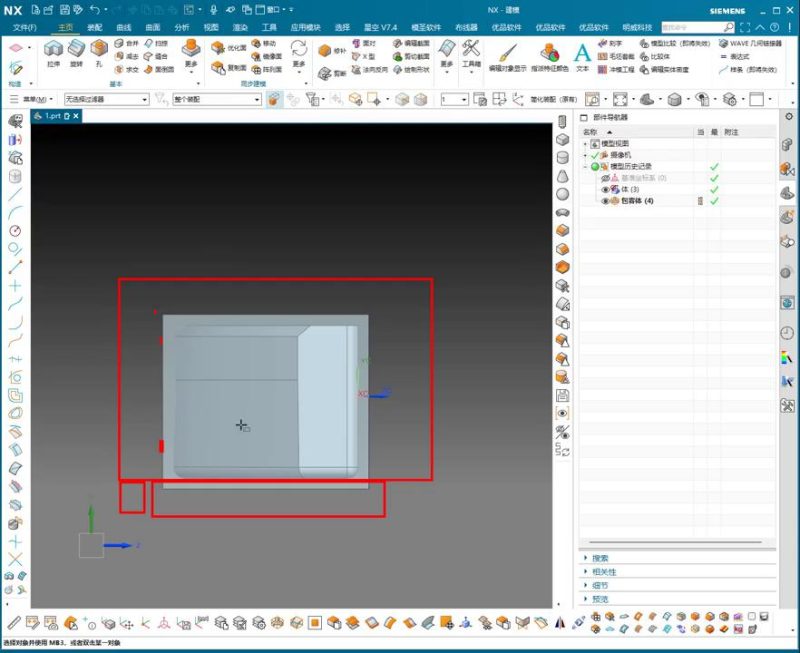
工艺辅助块的最终分割与移除
在所有四个连接结构(包括斜面连接)都创建完毕并合并成一个完整的夹具辅助体后,需要进行最后的精简。
1. 在辅助体上绘制草图线(例如,简单的矩形或分界线)。
2. 利用草图线配合“分割体”(Split Body)功能,将四个所需的连接块从主辅助体上分割出来,并移除多余的部分。此步骤是为了减少辅助材料的用量,并确保连接块仅覆盖必要区域(如 14:50 处所示)。
3. 确保分割后的连接块仍满足所有的尺寸要求,并与零件边界保持一定的延伸量(3mm-5mm),以便于下料和切割。
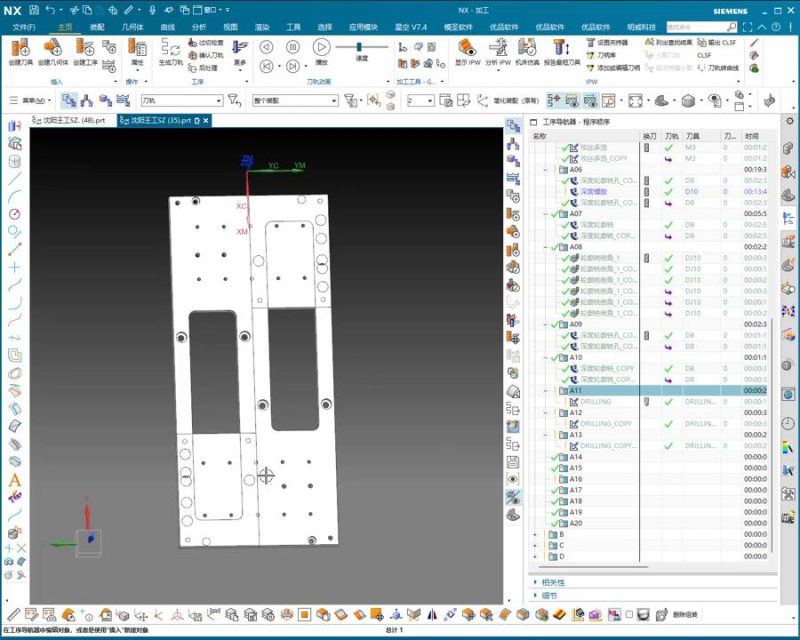
通过以上步骤,我们成功为复杂的异形零件构建了四个稳固的工艺连接支撑点,为后续的五面或五轴加工提供了可靠的定位基准,并规划了清晰的加工移除路径。
📍 进阶资源推荐:



















暂无评论内容