
UG NX 1980 加工工艺实例课:39、第三十九节课 案例、工艺规程工艺讲解
本技术文章将深入解析《UG NX 1980 加工工艺实例课:39、第三十九节课 案例、工艺规程工艺讲解》的教学内容。重点阐述了 UG NX 编程中针对复杂零件的多工序加工工艺规划,涵盖了坐标系设定、多阶段装夹策略、粗精加工刀具选择与参数配置,以及最终的工件检验流程。通过对不同工序的详细解读,旨在提升读者在实际 CNC 加工中对工艺规程的理解与应用能力。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130041213557-s1_1769717524.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130041214382-s2_1769717524.jpg)
一、引言:工艺规程的重要性
本次课程深入探讨了 UG NX 1980 环境下的加工工艺实例,特别是针对复杂零件的加工工艺规程制定。一份详尽且准确的工艺规程是确保加工质量、提高生产效率、降低废品率的关键。它不仅指导编程人员进行合理的刀路规划,也为操作人员提供了清晰的装夹、换刀和检验指南。本节课着重于后续工序的规划与衔接,确保整个加工流程的顺畅与高效。
二、加工工序详解
2.1 工序C040:坐标系与装夹策略
工序C040是承接之前工序的重要环节。其核心特点在于,尽管是新的加工阶段,但加工坐标系与之前的工序C030保持不变。这是基于零件设计和加工要求,通过仅调整压板位置而非重新设定工件原点来实现的。
坐标系保持不变:强调了在某些情况下,通过优化装夹方式而非频繁更改坐标系,可以简化编程和操作。
装夹依据:此工序的装夹方式需参照“图5”进行,主要涉及对压板位置的调整,以避开加工区域,确保零件的稳固夹持。
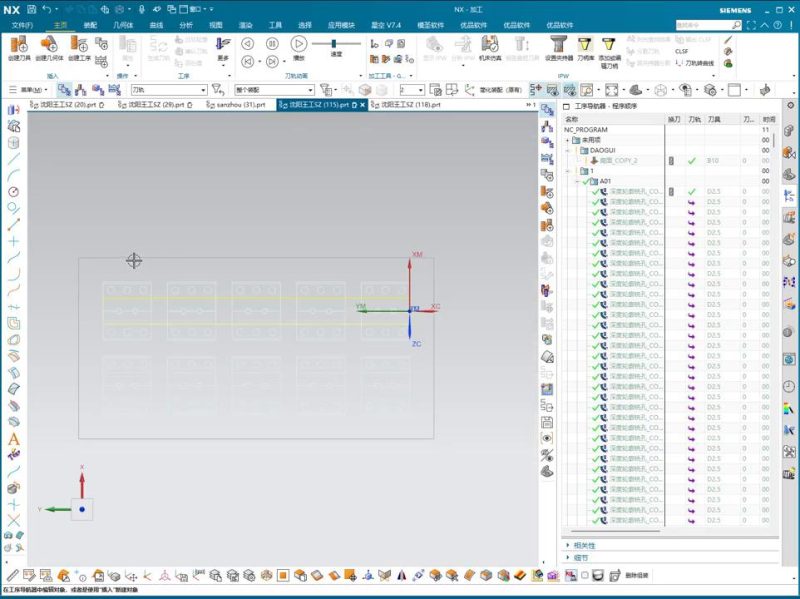
2.2 工序C020:粗加工与精加工(第一序)
工序C020代表加工中心的第一个加工序,包含粗加工和精加工两个主要阶段。
粗加工(开粗):
目的:快速去除大部分余量。
刀具:通常选用较大直径的粗加工刀具。课程中提及C01作为粗加工操作。
参数:强调快速高效,但需注意留有足够的精加工余量。
精加工(精加工孔、精加工圆角):
刀具:
平底球头铣刀(D10 R0.5):用于平面和倒角的精加工,刀具长度补偿值(H值)设定为H35。
棒棒糖刀(D12.5):专用于加工深腔、侧壁或特殊圆角特征,刀具长度补偿值(H值)同样为H35。
小直径球头铣刀(D6 R0.25):用于精加工更小的圆角或细节,刀具长度补偿值(H值)设定为H25。
刀具号(T值):在实际操作中,T值需详细填写以区分不同刀具,但在课程讲解中为节省时间可能略过。
刀路:针对不同的特征(如孔、圆角)生成相应的精加工刀路。
工具清单:T1、T2、T3、T4等刀具按照工艺顺序排列,以便操作人员快速查找和安装。
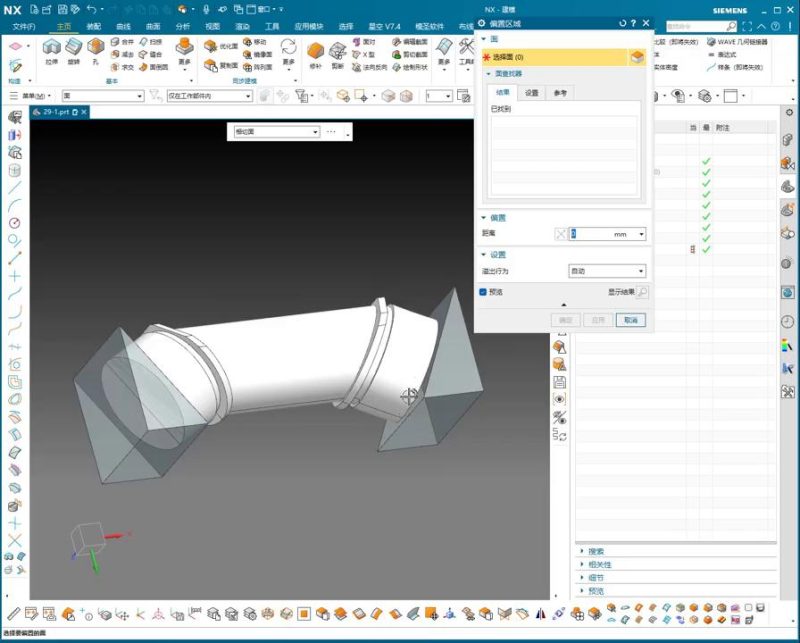
2.3 工序C040:二次装夹与加工(第二序)
在完成第一序加工后,需要卸下工件并进行第二次装夹,以加工之前被夹具遮挡的区域或新的特征。
卸下工件:完成上一阶段加工后,小心卸下工件。
二次装夹:
参照“图6”进行装夹,这可能涉及将工件翻转或重新定位。
装夹方式:课程中提到使用压板与螺丝孔配合。具体描述为“将压板串到螺丝孔1上,压到螺丝孔2上,压住零件”,这是一种灵活的压板式夹紧方式,用于稳固工件。
坐标系:此阶段的坐标系通常会保持与之前的设置一致,减少出错可能。
加工操作:根据工艺规程,运行相应的NC程序完成此序的加工。
工件检查:加工完成后,需参照“图3”对工件进行初步检查,确保尺寸和形状符合要求。
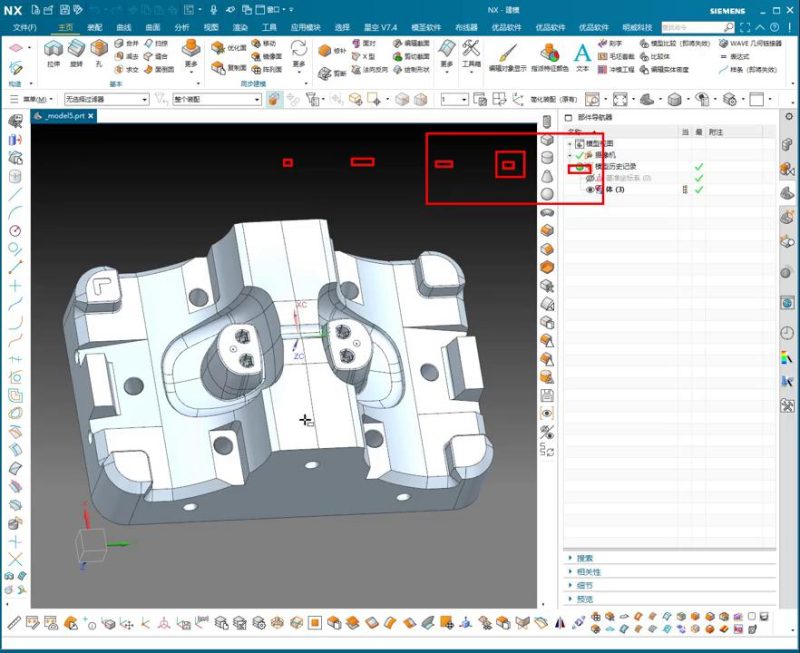
2.4 工序C070:螺丝孔与压板固定(第三序)
这个工序是对特定细节进行加工或处理,尤其是螺丝孔区域的装夹。
装夹细节:通过将压板穿过螺丝孔1并压在螺丝孔2上,来固定工件。这种方式可以有效利用已有的特征进行辅助定位和夹紧。
图纸参考:课程中通过绘制示意图来解释压板的安装位置和方式,确保装夹的准确性。
程序执行:完成装夹后,执行相应的NC程序进行加工。
三、工艺流程与质量控制
3.1 完整的工艺流程
整个加工流程严格遵循工艺规程的指导:
1. 准备阶段:操作员首先阅读工艺规程的第一页,了解整体加工方案。
2. 刀具准备:翻到第二页,根据刀具清单(T值、H值、刀具类型、长度等)准备所需刀具,并安装到刀库中。
3. 粗加工:按照工艺规程执行粗加工程序。
4. 精加工:依次执行各精加工程序,完成工件的精细加工。
5. 工件卸载与二次装夹:完成当前工序后,卸下工件,并根据图纸(如图4、图6)进行精确的二次装夹。
6. 后续加工:执行后续工序的程序。
7. 检验:每个主要加工序完成后,都会进行工件检验,确保符合质量标准。
3.2 质量控制与检验
操作员自检:操作员在加工完成后,会根据图纸对工件进行初步的目视和测量检查。
专业检验:对于关键尺寸和表面质量,会移交给专业的检验人员使用精密测量设备进行详细检验。
检验流程:检验人员会参照图纸(如图3)进行对照检查,确保加工件满足设计要求。
本节避坑总结
1. 工具编号与刀具长度补偿值的严格管理:虽然教学中为简洁而省略了T值填写,但在实际生产中,必须为每把刀具分配唯一的T值,并准确设置H值。模糊的刀具管理极易导致选错刀具或补偿错误,引发撞刀或尺寸超差。
2. 多工序装夹策略的精确理解与执行:本节课涉及多种装夹方式(图4、图5、图6,以及螺丝孔1与螺丝孔2的组合),每种都对应不同的加工阶段。操作人员必须严格按照工艺规程中的图示和说明进行装夹,确保工件定位准确且夹持牢固,尤其是在坐标系不变的情况下,更需确认装夹与定位的可靠性。
3. 工艺规程的全面性与跳步风险:工艺规程是指导生产的“圣经”。例如,“下料”这类非直接加工步骤,虽然操作工不需细看,但对于整个生产链条至关重要。编程人员在编写规程时应保持其完整性,而操作人员需理解每个步骤的意图,避免因“跳步”或误解导致后续环节的错误,特别是在涉及到工件翻转或重新定位等关键操作时。
本文关键词:UG NX,CNC加工,工艺规程,坐标系,装夹,刀具管理,粗精加工,工序规划,质量控制00:00



















暂无评论内容