
今天咱们来聊聊这个小零件的加工门道。这活儿看着不大,里头弯弯绕绕可不少,特别是那个“刀扣面”和一些斜面圆角,给咱们三轴机床带来了不小的挑战。咱们用的UG(NX)这套家伙什儿,重点就是要克服三轴加工复杂曲面的难题。我给大家伙儿掰扯掰扯,怎么通过精细的工序规划、巧妙的装夹转换,把这铝件儿吃透。从毛坯分析、刀路选择,到余量控制和避让干涉,每一个环节都得仔细琢磨,才能把活儿干漂亮,减少那些不必要的空刀,提高效率。这不光是软件操作,更是这么些年摸爬滚打,跟铁块儿较劲积累下来的经验,教你如何举一反三,把理论和实践结合起来,干出高品质的活儿。
项目背景与零件特性
这个零件,从咱们分析来看,主要材料是铝材。它的核心特征就是主体上带一个特殊的“刀扣面”,还有几处明显的倾斜面和圆角过渡。尺寸上倒不是特别巨大,属于中小型范畴。但别看它个头不大,这些异形特征对咱们三轴加工来说,就得费点心思了。尤其是要保证这些斜面和刀扣面的加工精度与表面质量,同时又要避免在加工过程中出现干涉或者因为装夹不到位导致的变形。所以,这就要求我们在UG里建模和编程的时候,得把零件吃透,预先想好分几次装夹、每次该怎么下刀。这都是实打实的经验,没有巧,只有透。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260202153037831-s1_1770017430.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
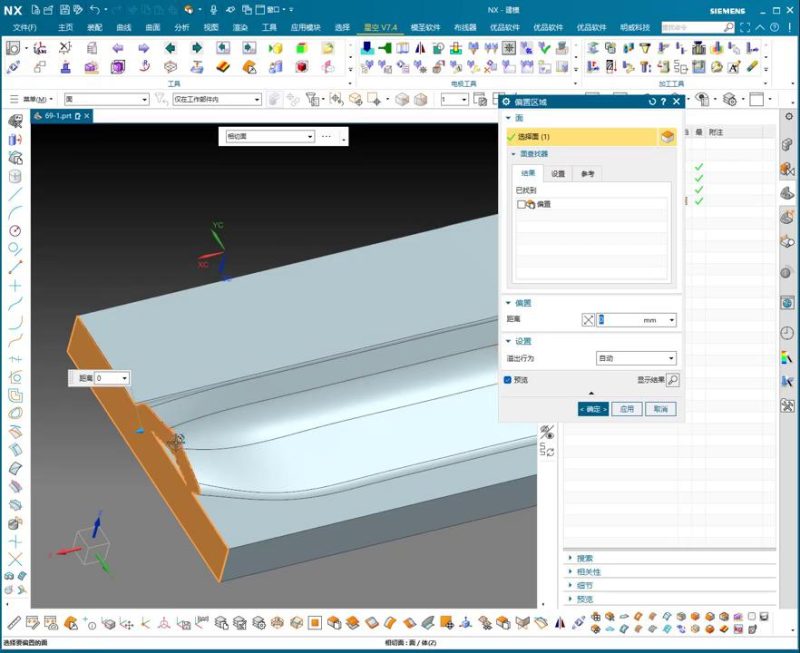
好,现在咱们说说具体的加工工序。首先,在UG里头,第一步就是把这零件的外形轮廓给它“描”出来,也就是创建咱们的加工边界。考虑到是三轴机床,针对那个“刀扣面”和倾斜区域,咱们得先做好第一次装夹的规划,比如把它背面先朝上,用一把D8的球头刀或者平底刀,先把它外框和需要开粗的区域拉出来,深度大概20毫米,留好余量。这里头,很重要的一点是要利用好UG的曲面处理功能,把需要连接的过渡面提前“加厚”或者“延伸”,避免切削过程中出现断裂或毛刺。然后,针对那些复杂的圆角和斜面,咱们不能直接硬铣,得通过UG的刀轴方向调整,配合二次装夹,甚至通过“拆分体”的方法,把大曲面拆解成小区域,确保刀具能以合适的角度切入。比方说,有些地方需要倒角,咱们可以先用小刀具走一遍,再调整角度,利用工装把零件翻过来,加工另一面。每一步都要步步为营,确保刀路顺畅,减少撞刀风险。最后,再通过“合并”功能,把所有加工过的特征都整合起来,形成最终的零件。这整个过程,UG的五轴联动编程能力虽然强大,但对于三轴机床来说,就需要咱们老师傅的手艺和智慧来弥补硬件上的限制了。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260202153039318-s2_1770017430.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
最后,我给大伙儿总结几点,这都是加工这玩意儿容易踩的坑,得注意了:
- 图纸吃透,工艺先行:拿到图纸,别急着上手,先在脑子里把零件的几何特征、公差要求、材料特性(比如铝材的软硬和切削性能)都过一遍。特别是像这种带“刀扣面”和斜角的异形件,得提前规划好装夹方案和分步加工的顺序,这叫磨刀不误砍柴工。
- 装夹是重中之重:三轴加工这类复杂零件,翻面和多次装夹是避免不了的。每次装夹都必须稳固可靠,不能有丝毫松动。尤其是那些需要高精度配合的曲面,工装的设计和调整直接影响最终的加工精度。必要时,可以考虑设计一些辅助支撑点,减少加工振动和变形,避免热处理时的形变风险。
- 刀路规划,精细入微:UG里编程时,刀路的选择和优化是关键。对于复杂曲面,要合理选择刀具类型(球头刀、平底刀、T型刀等)和切削参数。尽量减少空刀,避免不必要的抬刀和二次切入。同时,要多做切削仿真,提前发现并规避潜在的干涉区域,这比事后返工可省心多了。如果遇到非标刀具才能完成的形状,别犹豫,磨一把合适的,比硬干省事儿高效。
本文关键词:UG编程, 三轴加工, 复杂曲面00:00
📍 进阶资源推荐:





















暂无评论内容