
咱们今天来聊聊一个典型的航空精密零件加工,就拿一个复杂曲面的航空铝合金支架来说吧。这活儿,看着不大,里头的学问可不少。从毛坯下料,到装夹定位,粗加工、热处理、半精加工、精加工,每一步都得心思缜密。特别是涉及到复杂曲面和薄壁结构,这UG的建模和五轴编程能力就显得尤为关键。我干了这么多年,深知材料脾性、刀具选择、装夹方案,还有那热处理后的变形控制,都是环环相扣。好的工艺流程,不仅能保证零件精度和表面质量,还能大大提高生产效率,减少返工和废品,这才是咱们老师傅的价值所在。咱们今天就掰开了揉碎了,把这支架的加工工艺给大伙儿好好捋一捋。
项目背景与零件特性
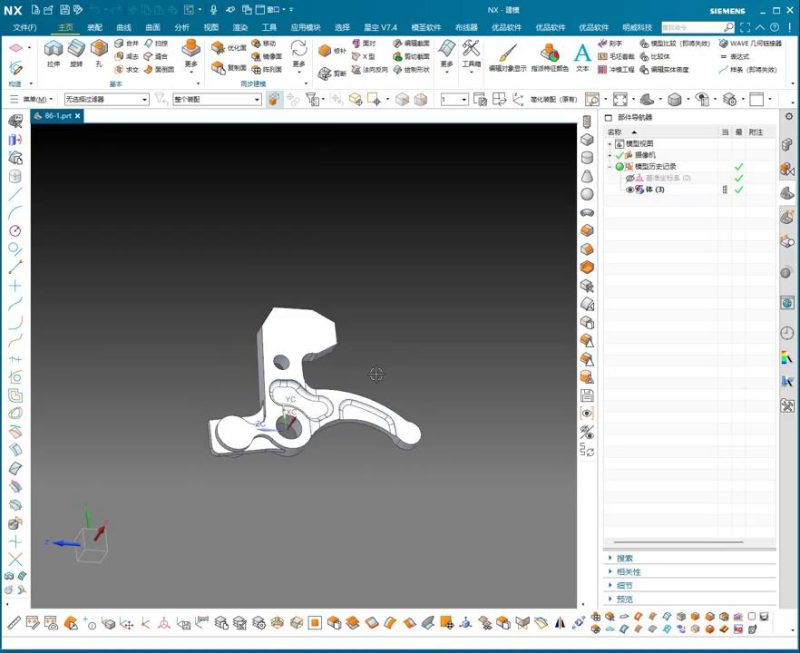
这次咱们要加工的,是个航空用的精密铝合金支架。材料是7075-T6高强度铝合金,这材料强度高,但加工性相对较差,容易产生内应力。这零件的几何特征可不简单,它包含多处复杂的自由曲面,还有几处厚度仅有2毫米的薄壁结构,整体尺寸精度要求高,特别是形位公差和表面粗糙度,都达到了航天级的标准。这意味着,任何环节的疏忽,都可能导致零件报废。在UG里建模的时候,咱们就得把这些复杂曲面和薄壁特征琢磨透了,为后续的刀路规划打下坚实的基础。零件轻量化设计,既要满足结构强度,又要控制重量,所以那些挖空和加强筋的设计,也给咱们的加工带来了不小的挑战。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260202132410129-s1_1770009841.jpg)
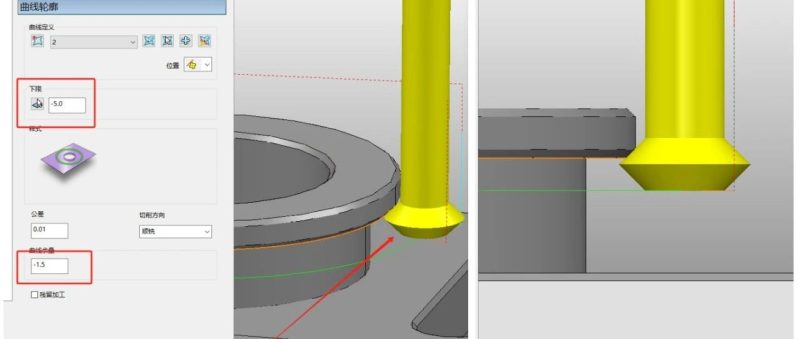
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
这航空支架的加工,咱们得循序渐进,步步为营。
1. 毛坯下料与检测: 选材是第一步,确保7075-T6材料合格。然后就是线切割或带锯下料,留足加工余量。下料后,先做个初步检测,确保毛坯尺寸符合要求,表面无明显缺陷。这就像盖房子,地基不牢,再好的房子也白搭。
2. 工装夹具设计与装夹: 对于这种薄壁、复杂曲面零件,普通的虎钳根本没法用。咱们在UG里设计定制化的专用夹具,多点支撑,保证足够的刚性,同时避免夹紧力导致零件变形。比如,采用真空吸盘或低压液压夹具,配合定位销,确保零件在加工过程中稳定可靠。第一次装夹,主要加工定位面和大部分非关键尺寸的粗加工,尽量一次装夹多面加工,减少装夹误差。
3. 粗加工(第一序): 这一序的目标是快速去除大部分余量。在UG中,咱们会使用大直径的立铣刀,采用高效的“动态铣削”或“适应性铣削”策略,规划刀路。这种刀路能保持恒定的切削载荷,提高材料去除率,同时减少刀具磨损。在加工薄壁区域时,要特别注意,不能“一口吃个胖子”,余量要留得均匀,一般单边留0.5-1mm,以避免应力集中导致变形。同时,刀路要避开所有关键曲面,防止碰撞。
4. 热处理(应力消除): 粗加工完成后,零件内部会积累较大的残余应力,尤其对7075-T6这种材料。这时候,咱们得把零件拿去进行T6处理后的固溶时效热处理,或至少进行一次去应力退火。这一步至关重要,能有效释放内应力,防止后续精加工时因应力释放而产生翘曲变形。很多徒弟刚开始不重视这步,结果精加工一刀下去,零件就弯了,这可不是闹着玩的。
5. 半精加工(第二序): 热处理后的零件,经过再次检测,确保无明显变形后,就可以进行半精加工了。这次装夹可能需要调整,或者利用第一序加工出来的定位面进行更精准的定位。在UG里,刀路要精细化,采用较小的刀具,如球头铣刀或平底铣刀,沿零件特征轮廓进行等高切削或流线切削,均匀去除热处理后的硬化层和残余余量,为精加工留0.1-0.2mm的精加工余量。重点关注曲面区域的光顺性,减少精加工的负担。
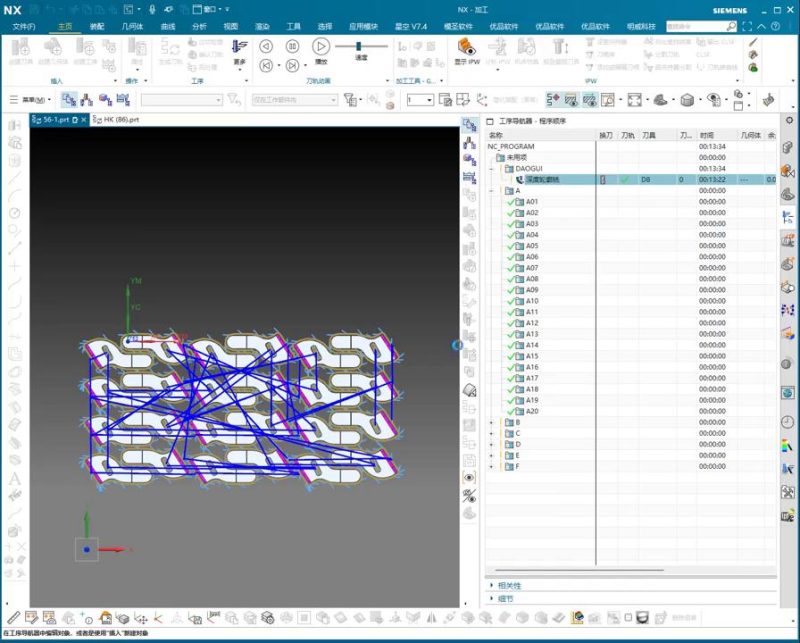
6. 精加工(第三序,包含五轴联动): 这是决定零件最终质量的关键一步。针对复杂曲面和薄壁区域,UG的五轴联动编程能力就发挥到极致了。我会采用球头铣刀或T型刀,利用五轴功能让刀具始终保持最佳切削角度,避免刀具干涉,同时保证表面粗糙度。刀路策略会选择“流线铣削”、“陡峭和非陡峭区域区分铣削”等,确保在不同区域都能得到最佳的加工效果。对于薄壁结构,要采用“渐进式切削”,每次下刀量小,甚至采用“逆铣”来控制变形。整个过程要严格控制切削参数,冷却液要充足,保证排屑顺畅,避免二次切削。
7. 清角与去毛刺: 精加工完成后,往往在一些内角处会有残留的刀痕或微小毛刺,这需要采用小刀具进行清角,或者人工配合精细的打磨抛光,确保所有边角光滑,无毛刺。
8. 终检与测量: 最后,零件要进行严格的尺寸、形位公差和表面粗糙度检测,通常要上CMM三坐标测量机进行全尺寸检测,确保所有指标都符合图纸要求。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260202132413759-s2_1770009841.jpg)
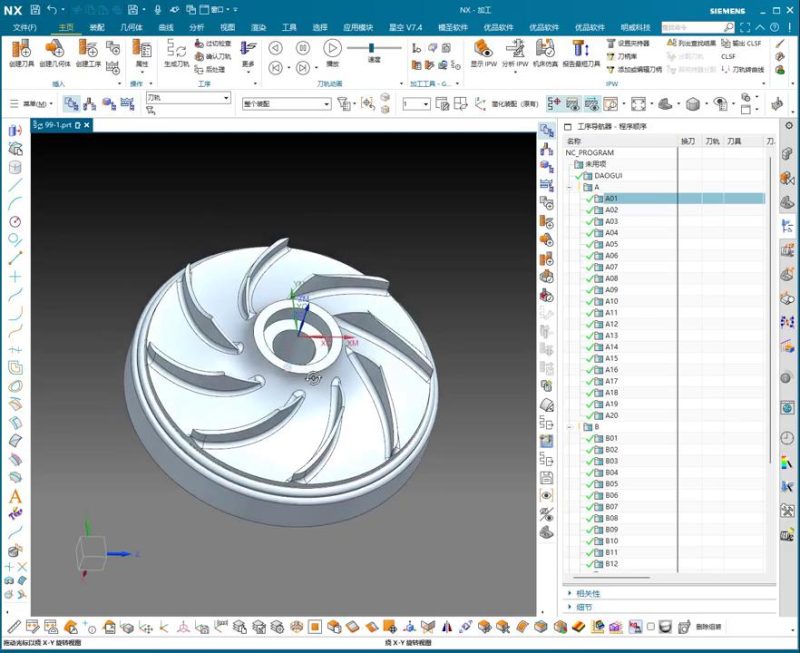
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 装夹是重中之重,切勿随意: 特别是薄壁件和复杂结构,一个好的装夹方案,能让你少走弯路。别指望一把虎钳打天下,根据零件特性定制工装,能省下后期大量的修整和返工时间,这钱花得值。
2. 热处理是变形克星,不可忽视: 别以为热处理只是材料供应商的事。对于高精度零件,粗加工后做一次去应力热处理是必选项。这是预防精加工变形的“防火墙”,这一步省了,后面等着哭吧。
3. UG编程要精细,切忌“一刀流”: 复杂的曲面和薄壁,就得用五轴,刀路优化不是花架子,那是实打实的效率和质量。学会减少空刀、选择合适的切削方式、控制进给和转速,这比你蛮干要强百倍。
本文关键词:UG NX, 五轴加工, 航空零件, 7075铝合金, 工艺规划00:00
📍 进阶资源推荐:



















暂无评论内容