
本节课程以 UG NX 1980 为平台,详细演示了复杂零部件的加工工艺规划,重点聚焦于如何创建和应用辅助连接筋(连接体)。通过斜率分析识别了零件中的曲面和平面区域,确定了 $\Phi$12 和 $\Phi$10 R2 等主要精加工刀具。随后,系统性地构建了带有精确偏移量的毛坯体,并创建了必要的连接筋以确保零件在切断前的加工稳定性。最终,课程确立了包含粗加工、精加工和切断在内的完整两面加工流程。
🔥 提示:本节教程实战视频如下:
第一章:零件几何体的斜率分析与准备
在进行 UG NX 加工编程之前,对零件的几何特征进行彻底分析是至关重要的第一步。这有助于我们选择正确的刀具和制定高效的加工策略。
几何体特征的初步识别
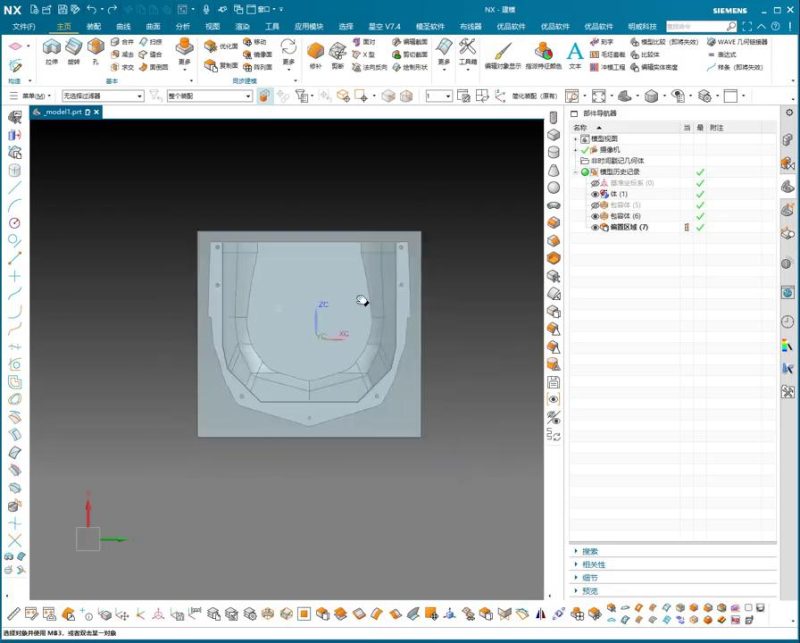
首先使用“斜率分析”工具对零件表面进行检查。通过颜色编码,我们可以迅速区分出平面(绿色)和曲面(非绿色)区域。
1. **平面区域确认:** 大部分表面显示为绿色,表明这些区域是平面或可以轻松使用平面铣削策略进行加工。
2. **曲面区域识别(01:00):** 零件的特定侧面被识别为非绿色,确认该区域为需要使用轮廓铣削或曲面精加工策略的复杂曲面。
3. **圆角半径分析:** 通过测量关键圆角(R2或R4,音频02:33),确定了侧壁精加工所需的最小刀具直径,例如可以使用 $\Phi$12或$\Phi$10 R2的球头或平底刀。
毛坯几何体的定义与边界框设置
为了精确控制加工余量和定义切削路径,必须合理设置毛坯(Blank)几何体。
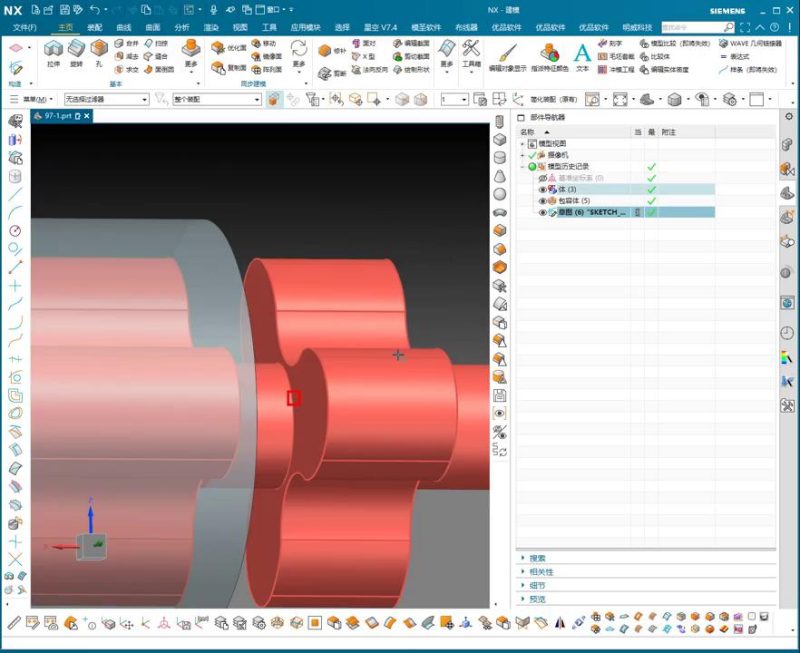
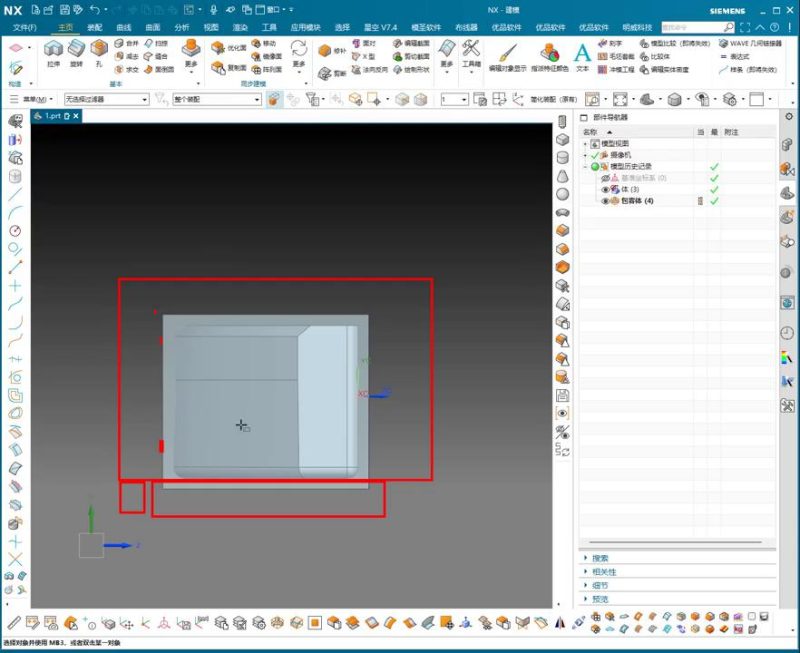
1. **创建包容体(Bounding Box):** 首先快速创建一个零件的包容体。
2. **设置偏移量:** 基于几何体尺寸(例如15mm高度),考虑到装夹和切断需求,对上下表面和侧面设定精确的偏移量。在本例中,为确保有足够的夹持和切断空间,毛坯上下两端各预留约 1mm 的加工余量(例如将高度设置为 14mm 或 16mm,以确保留出合理的安全边界)。
第二章:辅助连接筋(连接体)的创建与应用
连接筋(或称为支撑筋)是确保零件在最后切断阶段保持稳定性的关键辅助结构。UG NX 允许通过创建辅助实体来模拟这些装夹支撑点。
连接筋草图的绘制
1. **选择绘制平面:** 在零件底部或装夹面上选择一个平面,用于绘制连接筋的草图。
2. **绘制矩形区域(07:08):** 在零件外围需要进行切断操作的位置,绘制矩形草图作为连接筋的截面。这些区域应均匀分布,足以承受切断时的应力。
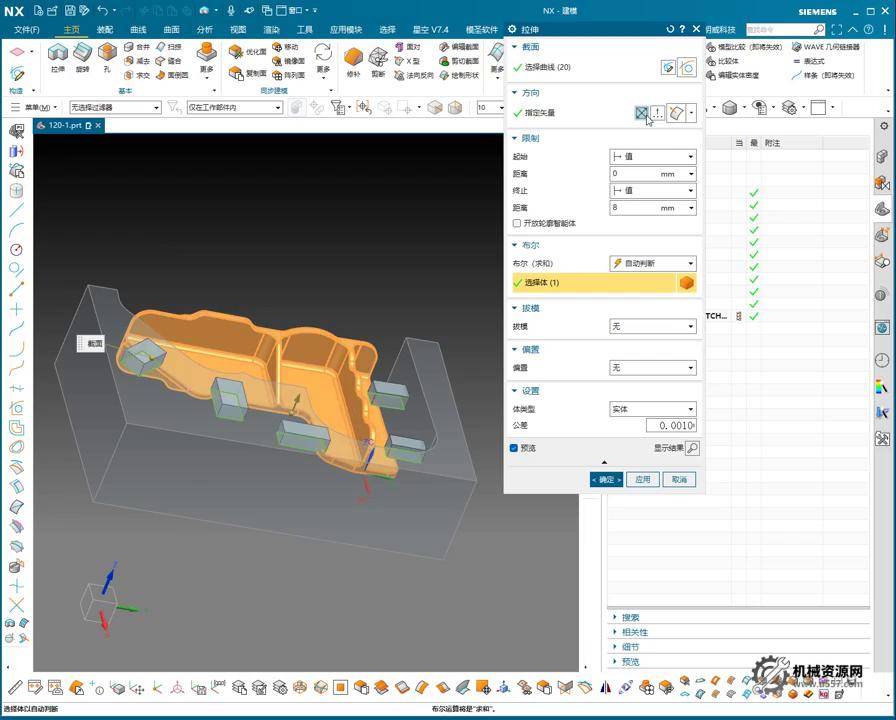
拉伸与替换面操作的高级应用
连接筋的创建必须适应零件原始几何体的复杂性,特别是在高度不一致的区域。
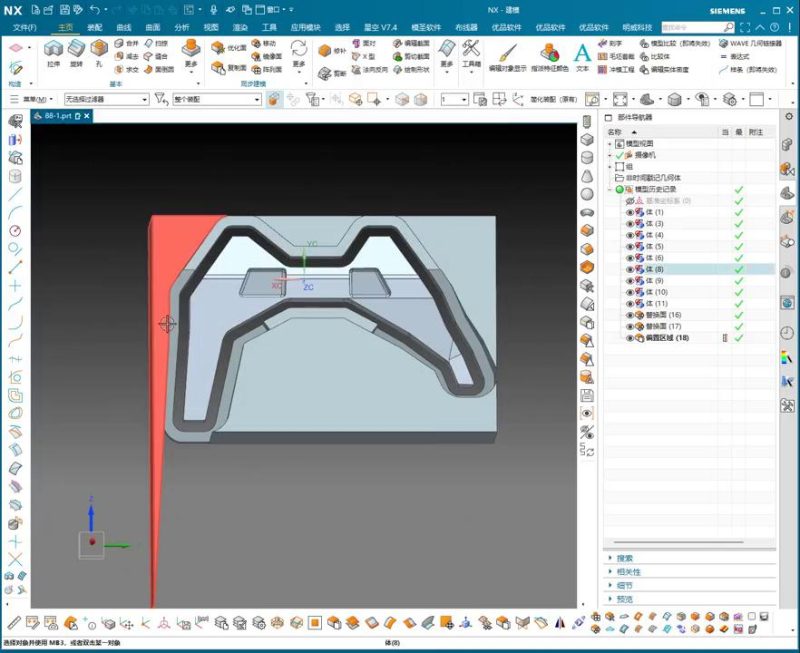
1. **初步拉伸(Extrude):** 将绘制好的矩形草图沿 Z 轴方向拉伸,生成初步的实体块。
2. **使用“替换面”调整高度(08:25):** 由于零件底部可能存在高度不一的台阶或曲面,直接拉伸至固定高度会导致支撑不均匀。应使用“替换面”(Replace Face)功能,将连接筋的顶部面替换到零件本体的特定底面上,确保连接筋的顶部与零件的底部完美贴合,提供稳定的支撑。
3. **图层管理(Layer Management):** 完成辅助几何体创建后,将其分配到专门的图层(如图层 200),便于在编程时隐藏或显示,避免与主零件模型混淆。
第三章:UG NX 坐标系设定与加工策略规划
连接筋创建完毕后,即可着手进行坐标系设定和完整的加工程序规划。
WCS的精确定位
1. **创建工作坐标系(WCS):** 在零件的一个角点(通常选择最容易测量和对刀的角点,10:04)设置 WCS,作为所有加工程序的参考零点。
2. **创建加工几何体(Geometric Group):** 定义 A 侧(第一面)和 B 侧(第二面)的加工几何体组,便于分别管理正反面的加工程序。
A面加工流程 (粗精加工)
首先加工零件的第一面(A面)。
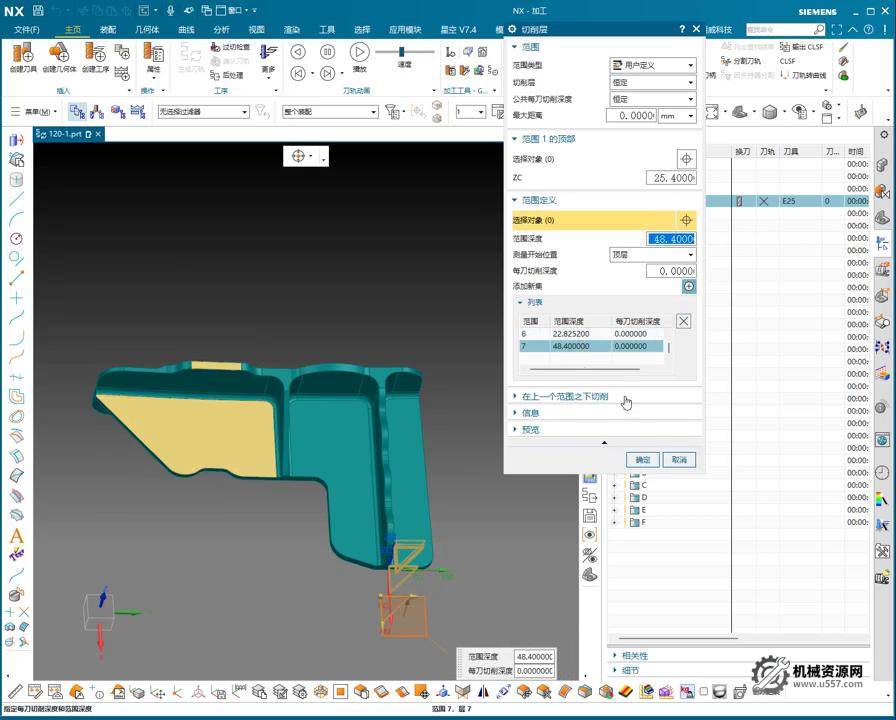
1. **开粗 (Roughing):** 使用大直径刀具(如 $\Phi$25)进行高效粗加工,移除大部分余量,直至接近预留的精加工余量。
2. **侧壁精加工 (Side Wall Finishing):** 针对侧壁和垂直面,选择 $\Phi$12 或 $\Phi$10 R2 等刀具进行轮廓精加工,确保达到设计要求的 R 角精度(R2/R4)。
3. **顶面精加工 (Top Surface Finishing):** 使用合适的刀具对零件的顶面和台阶面进行精加工,确保平面度。
B面反转与切断策略
A 面加工完成后,将零件反转,在连接筋的支撑下进行 B 面加工。
1. **B面粗精加工:** 参照 A 面的流程,对 B 面进行开粗和精加工,完成所有侧壁和曲面的光洁度要求。
2. **最终切断策略(11:34):** 这是连接筋发挥作用的阶段。在所有精加工完成后,使用较小的刀具(如 $\Phi$10)沿着连接筋所在的外围轮廓进行切断操作。通过编程使刀具完全切透,将零件从毛坯和支撑结构中分离出来。
📍 进阶资源推荐:




















暂无评论内容