
UG NX 1980 加工工艺实例课:44、第四十四节课_案例、零件工艺流程线切割讲解
摘要:本技术文章基于《UG NX 1980 加工工艺实例课:44、第四十四节课》音频内容,详细阐述了一种针对多件小型零件的CNC加工与UG编程工艺流程。文章从零件的加工特性出发,对比了单件与多件加工的效率差异,并重点讲解了如何通过优化毛坯排布、统一加工基准、采用分阶段加工(如先钻孔后线切割)以及后续的精加工、检验与表面处理,来实现高效、高质量的批量生产。核心思想在于利用线切割的优势,将大量孔位加工与外部轮廓分离,从而简化装夹,提升整体加工效率。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260131084113643-s1_1769820065.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260131084114885-s2_1769820065.jpg)
UG NX 加工工艺实例:多件零件线切割加工流程详解
引言:从单件到多件的效率提升
在CNC加工领域,针对零件的批量生产,高效的工艺流程规划至关重要。对于单个形状简单、公差要求不高的零件,其加工流程可能相对直观,通常涉及下料、夹具装夹、铣削、钻孔等步骤。然而,当需要加工大量相同零件时,简单地重复单件加工过程会显著降低生产效率。本节课重点探讨了如何针对多件零件,尤其是小尺寸零件,优化加工工艺,引入线切割技术以提高整体生产效益。通过合理的毛坯排布与加工步骤拆分,可以有效解决多件生产中的装夹复杂、效率低下等问题。
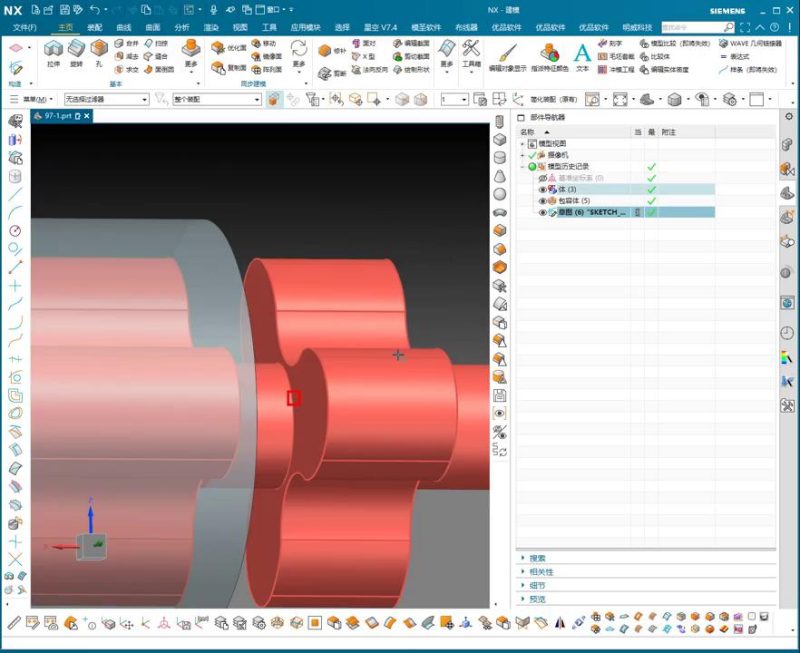
零件基础分析与毛坯准备
针对本次案例中的小型零件,其关键在于实现多件同时加工。
毛坯尺寸的确定
首先需要根据零件的最终尺寸来规划毛坯。考虑到一次性加工多件(例如10件),毛坯的长度需远大于单个零件。
多件排布与间隙考量
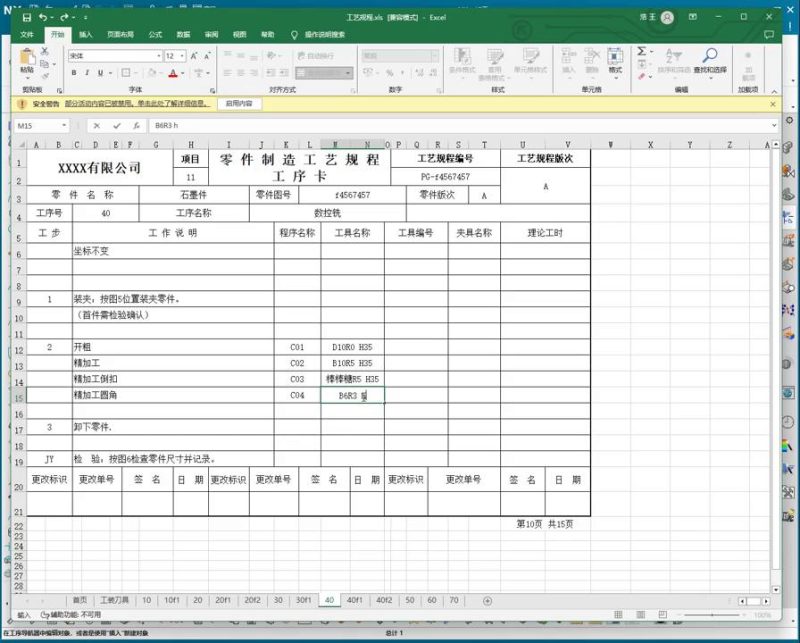
在毛坯上排布多个零件时,需要在每个零件之间预留足够的间隙,以供后续线切割分离使用。例如,若单个零件在X方向的长度为48mm,线切割的切缝(刀缝)为0.1mm,那么10个零件并排时,总长度应为 (48mm + 0.1mm) 10 加上两端所需的加工余量。在本案例中,毛坯尺寸被确定为487mm x 41mm x 41mm,其中已包含了多个零件以及加工余量。选择适当的毛坯材料,如45钢,也是确保加工质量和效率的前提。
加工流程规划与基准设定
一个清晰且优化的加工流程是批量生产成功的关键。
首序加工:铣床规范化
在将毛坯送入数控加工中心之前,通常会先通过普通铣床进行基础的规范化处理,即所谓的“洗床”或“粗铣”,目的是建立一个准确的加工基准面。这包括对毛坯的表面进行铣平,以确保后续加工的稳定性和精度。
多件加工基准的统一
对于多件排布的毛坯,需要设定一个统一的加工基准。通常,会将毛坯的一个侧面或端面设定为X或Y方向的零点,而Z方向的零点则设定在零件的加工面上。这个基准的准确性直接影响到所有零件的尺寸一致性和位置精度。在UG NX编程中,应确保所有加工路径都以此统一基准为参照。
数控加工中心工艺步骤
确定好毛坯和基准后,数控加工中心将承担主要的特征加工任务。
侧面孔与槽的加工
首先,在加工中心完成所有零件的侧面孔和槽的加工。由于多个零件排布在同一毛坯上,可以设计一套程序,一次性完成所有零件相应特征的加工,从而减少换刀和对刀次数。
正面孔的加工
接下来,根据设计要求,加工零件正面(或背面)的孔位。如果正反两面都有孔,通常会先加工一面,然后翻转毛坯,加工另一面。在翻转装夹时,仍需确保新的装夹基准与之前设定的基准保持一致性,可以通过工艺孔或已加工特征辅助定位。
多次装夹与加工顺序
对于形状复杂的零件,可能需要多次装夹。但在多件加工模式下,应尽量减少装夹次数。理想的流程是:一次装夹完成所有侧面特征,另一次装夹完成所有正面特征。这避免了为单个零件进行多次翻转和装夹,显著提高了效率。例如,可以先钻完所有零件的侧面孔,再翻转整体毛坯,钻完所有零件的正面孔。
线切割分离工艺
线切割是本次案例中实现多件高效分离的关键技术。
线切割图纸的准备与沟通
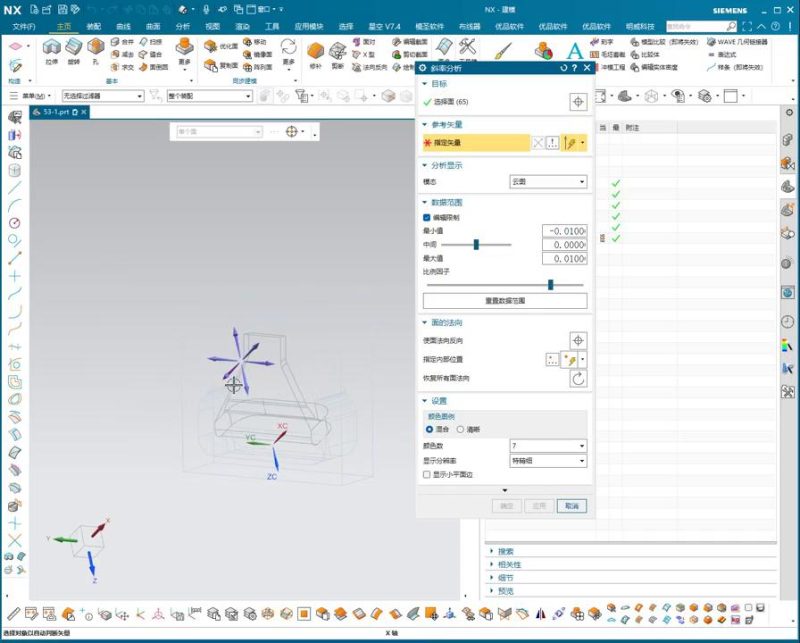
在数控加工中心完成所有内部特征和孔位的加工后,需要将毛坯上的零件进行分离。线切割在此发挥作用。在UG NX中,需要根据零件的外部轮廓和预留的切缝,生成专门用于线切割的图纸。这份图纸应明确指示线切割的路径、起始点以及需要避开的区域。务必与线切割操作人员进行充分沟通,确保他们理解图纸意图,仅切割指定区域,避免误切已加工特征。
切割路径与基准保持
线切割的路径应精确地沿着零件的边界,并充分利用之前预留的切缝。线切割的基准也应与数控加工中心的加工基准保持一致,以确保最终分离出的零件尺寸精度。线切割的特性允许精细的切割,且对材料的热影响小,非常适合此类型零件的批量分离。
后处理与质量控制
加工完成后,还需要进行一系列的后处理和质量控制步骤。
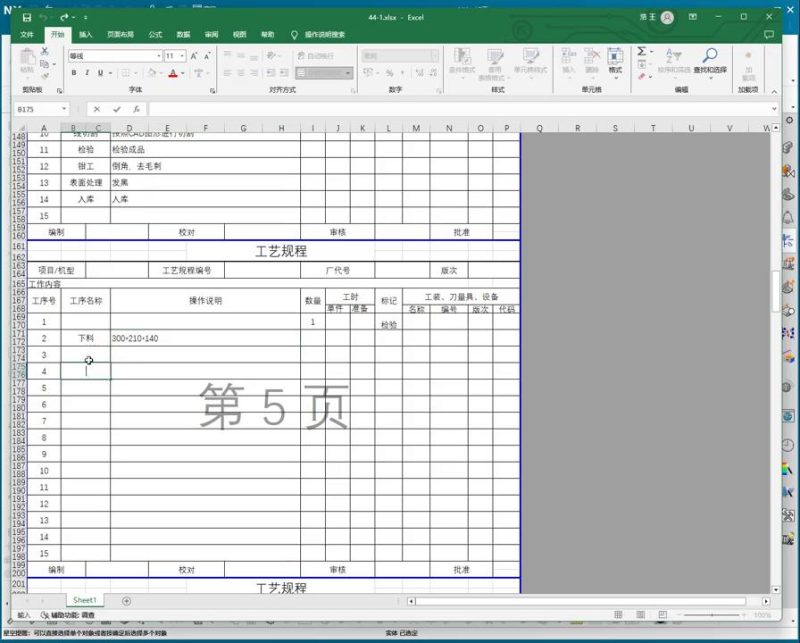
精加工与倒角
线切割分离出的零件通常还需要进行倒角处理,以去除尖锐的边缘,提高零件的安全性与装配性。某些表面可能还需要进行精加工,以达到更高的表面光洁度或尺寸精度。
检验与表面处理
检验是任何加工流程中不可或缺的一环,贯穿于加工的各个阶段,最终对成品进行全面检验,确保其符合图纸要求。之后,根据零件的应用需求,可能还需要进行表面处理,例如“发黑”处理,以提高零件的耐腐蚀性和美观性。
入库管理
所有加工和处理完毕,并通过检验的合格零件,方可进行包装并入库,等待后续的装配或出货。
本节避坑总结
1. 多件排布时切缝预留不足:在规划毛坯尺寸和零件排布时,务必考虑线切割刀具的宽度(切缝)。如果切缝预留过小,可能导致线切割后零件尺寸不符、表面粗糙或无法顺利分离。建议在每个零件间至少预留0.1mm或根据线切割机床能力设定的标准切缝宽度。
2. 多件加工基准不统一或不明确:在整个多件加工过程中,从铣床粗加工到数控加工中心再到线切割,必须始终使用统一且明确的加工基准。如果基准设定混乱或在不同工序间发生偏移,将导致所有加工的零件尺寸不一,甚至报废。推荐在UG NX中建立一个主工作坐标系,并让所有操作都以此为参考。
3. 未与线切割操作员充分沟通图纸意图:线切割是依据CAD图纸进行的。如果图纸未能清晰表达切割范围(例如只切外形不切已加工孔),或未明确切割起始点和方向,很容易造成线切割错误,损坏已加工好的零件。在交付线切割图纸时,务必详细标注切割区域,并口头或书面强调关键切割要求。
本文关键词:UG NX,CNC加工,加工工艺,线切割,多件加工,工艺流程,毛坯尺寸,基准设定,检验,表面处理



















暂无评论内容