
UG NX 1980 加工工艺实例课:43、回转零件工艺流程车床讲解
本文档详细阐述了在UG NX 1980环境下,对一个具有特定精度要求的复杂回转零件进行加工工艺规划的完整流程。内容涵盖了从毛坯选定、下料,到车削、铣削(加工中心)、去毛刺,直至最终磨削和入库的各个环节。重点强调了余量控制、工序衔接以及如何利用数模进行高效加工规划,并提供了实用的避坑经验。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130190825893-s1_1769771293.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130190827676-s2_1769771293.jpg)
回转零件加工工艺总览
本节课主要讲解一个回转类零件的加工工艺流程。该零件具有特定的几何特征和表面质量要求,其工艺流程涉及多种机床和加工方法,旨在确保最终产品符合设计标准。
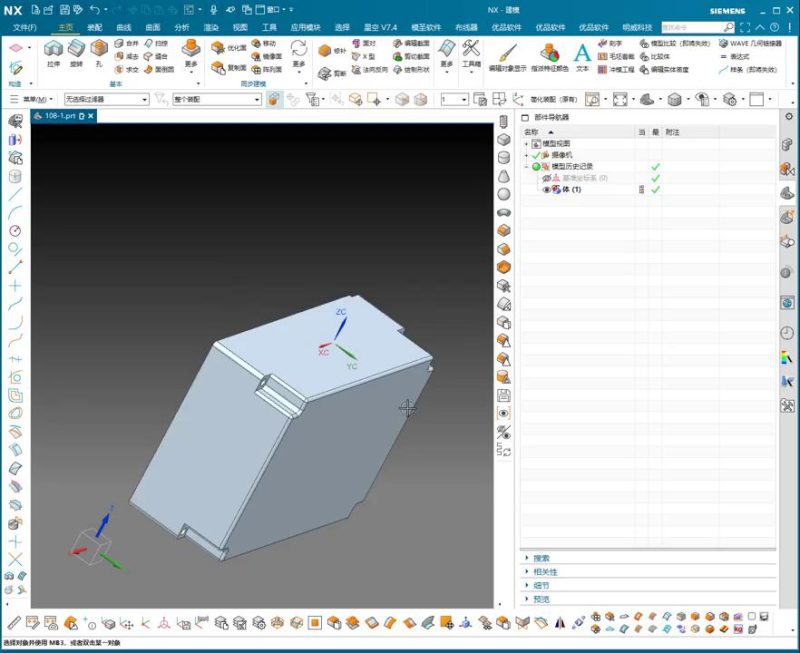
零件概述与工艺要求
该回转零件的特点在于其表面存在多处精度要求。例如,有两对平行平面需要达到一定的平行度要求,同时,某些回转表面需要达到Ra0.8的超高光洁度。此外,零件上分布有各种孔,包括正面、反面以及侧面的孔。为了满足这些复杂要求,工艺流程将包含车削、加工中心铣削和磨削等多个步骤。在材料选择上,本案例使用了一种能被磁吸附的特殊钢材,其硬度较高,适合磨削加工。
毛坯选定与下料工序
加工的第一步是根据零件的最终尺寸确定合适的毛坯尺寸并进行下料。本零件的最终尺寸约为直径142mm,厚度22mm。为了预留足够的加工余量,选择的毛坯尺寸为直径150mm,厚度30mm。
毛坯下料:
1. 毛坯尺寸:Ø150mm x 30mm
2. 操作:将原材料切割成所需毛坯尺寸
车削加工(车床)
车削是回转零件加工的基础工序,主要负责去除大部分余量,形成零件的基本外形轮廓,并为后续的精加工预留余量。
加工策略与余量控制
车削工序的核心目标是加工出零件的外形轮廓,并确保在需要磨削的表面(如上下平面)预留均匀的磨削余量。在本案例中,上下平面各预留0.2mm的磨削余量。
车削所有外形:
1. 加工方式:在车床上进行,零件固定在中心。
2. 加工依据:根据3D数模或2D图纸进行外形轮廓的车削。对于简单几何,2D图纸或线框图足以指导加工;对于复杂形状,直接利用3D数模进行编程更为高效。
3. 余量设定:上下表面各预留0.2mm的磨削余量。
4. 检验:车削完成后,进行初步的尺寸和形状检验。
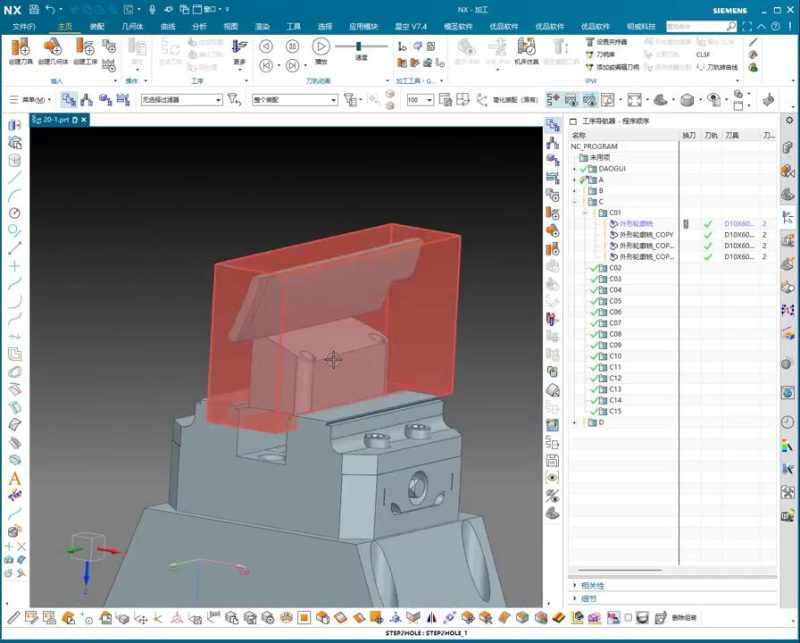
铣削加工(加工中心)
车削完成后,零件上的各种孔特征需要通过加工中心进行精确加工。
孔加工流程
加工中心的主要任务是完成零件上所有孔的钻削、铣削等操作。根据孔的分布,需要对零件进行多次装夹。
加工中心加工:
1. 加工正面孔:使用加工中心对零件的正面孔进行加工。
2. 加工反面孔:翻转零件,对反面孔进行加工。
3. 加工侧面孔:对于侧面孔,需要使用特殊的卧式夹具进行装夹,以确保加工精度和稳定性。
4. 检验:加工中心工序完成后,进行全面的孔位、孔径及深度检验。
后续精加工与收尾
完成粗加工和孔加工后,零件需要进行精加工以达到最终的精度和表面质量要求,并进行最后的清理和入库。
去毛刺与磨削
精加工包括去除加工过程中产生的毛刺,以及对关键表面的磨削,以满足高光洁度和尺寸精度。
去毛刺:
1. 操作:由钳工负责,手工去除零件所有加工区域的毛刺,确保表面光滑,无尖锐边缘。
磨削加工:
1. 操作:在磨床上进行,将车削工序预留的0.2mm磨削余量去除。
2. 目标:将上下平面精磨至图纸所要求的最终尺寸和表面光洁度(如Ra0.8)。
入库
所有加工和检验完成后,零件被清洗干净,进行防锈处理,并按照规定程序入库。
入库:
1. 操作:最终检验合格的零件,进行包装并存储。
本节避坑总结
1. 余量控制的严谨性:在制定工艺流程时,务必精确计算和预留各工序间的加工余量,特别是为后续精加工(如磨削)预留的余量。余量过少可能导致精加工无法消除前序误差或无法达到表面质量要求,余量过多则增加加工时间和成本。例如,本案例为磨削预留0.2mm的余量是经过考量的。
2. 3D数模的有效利用:对于具有复杂外形或多孔特征的零件,充分利用3D数模(数字模型)进行编程和加工,可以显著提高效率和准确性。UG NX等软件可以直接从3D模型中提取轮廓线或曲面进行刀具路径生成,减少了人工制图和尺寸标注的潜在错误,也简化了操作人员的理解难度。
3. 工装夹具的合理设计:当零件存在多面加工需求时(如本案例中的侧面孔),设计专用工装夹具(如卧夹)至关重要。一个稳固、定位准确的夹具能有效提高加工精度和效率,避免重复装夹带来的累积误差和时间损耗。
本文关键词:UG NX, 加工工艺, 回转零件, 车削, 加工中心, 磨削, 余量控制, 工艺流程, 避坑总结



















暂无评论内容