
UG NX 1980 加工工艺实例课:32、第三十二节课_案例、石墨零部件工艺流程讲解
本节课深入探讨了石墨零部件的加工工艺流程,并重点讲解了在CNC加工与UG编程中,如何根据企业规模和实际需求来编写“工艺流程表”和“工艺规程”。课程首先回顾了一个石墨零件的粗加工策略,包括分阶段压板固定和逐步开粗。随后,详细阐述了两种不同类型的工艺文档——简洁的工艺流程表和详尽的工艺规程,强调了它们各自的用途、编写要点及在生产中的流转方式。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128152749588-s1_1769585256.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128152750467-s2_1769585256.jpg)
UG NX 1980 加工工艺实例课:32、第三十二节课_案例、石墨零部件工艺流程讲解
石墨零部件加工工艺回顾
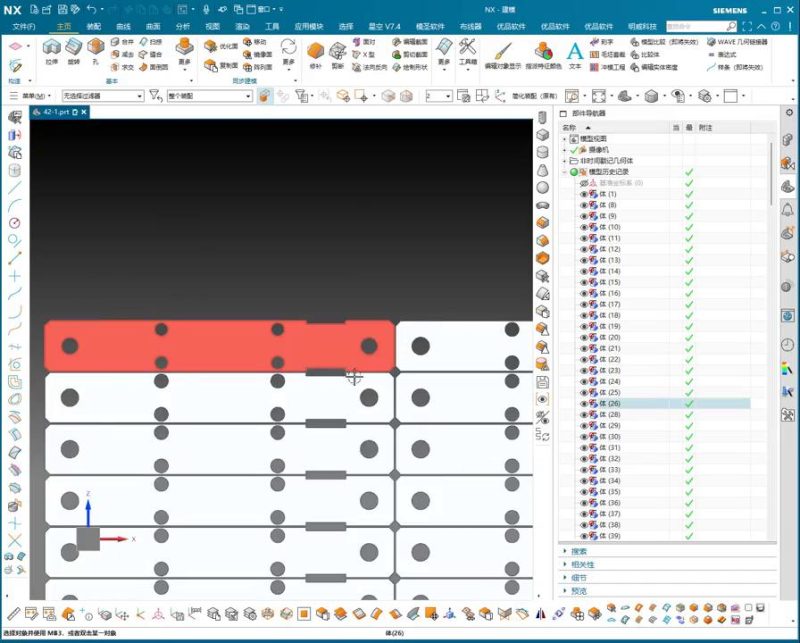
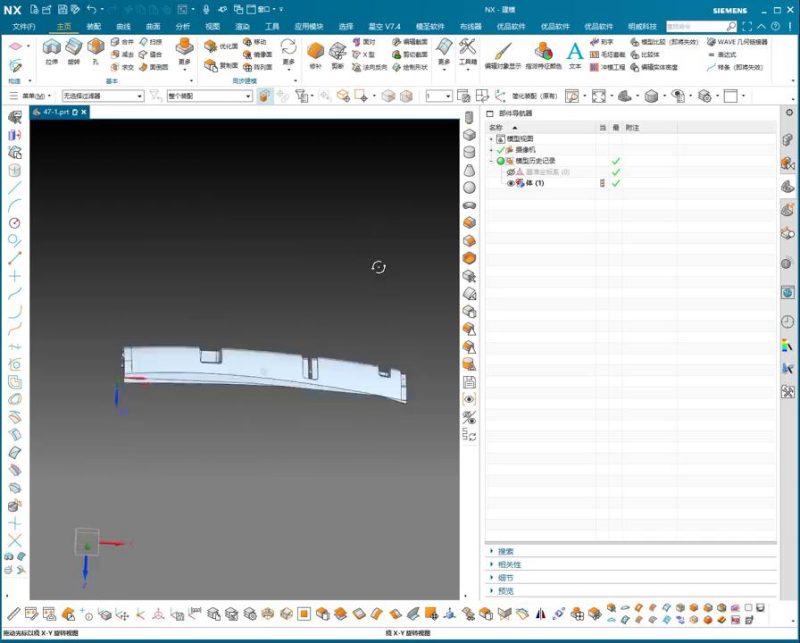
本节课程从一个石墨零部件的加工案例入手,回顾了其从下料到粗加工的整体工艺流程。该零件的加工难点在于其特殊的几何形状和石墨材料的特性,这要求在编程时需格外细致。
在加工初始阶段,首先进行的是零件第一面的粗加工。此时,零件通过工装夹具进行固定。在完成第一面的粗加工后,需要将工件进行翻面,并利用压板或定制夹具将其牢固压入工作台,以便进行另一侧的加工。讲师强调,对于此类复杂零件的粗加工,通常采用分阶段的策略:首先在一个区域进行粗加工,待完成后再通过调整压板位置,对其他区域进行粗加工,以避免一次性移除过多材料导致工件变形或损坏。
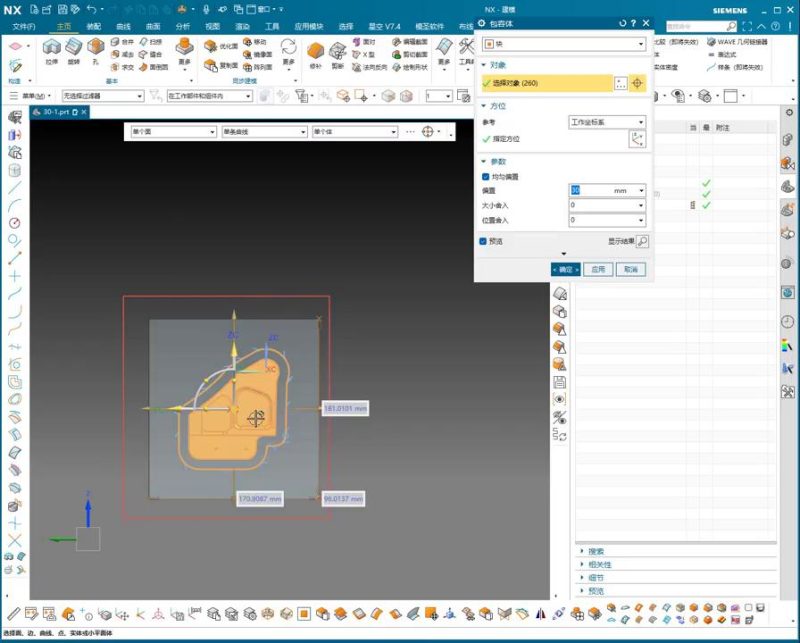
整个程序流程包括了开粗(roughing)、精加工(finishing)等一系列操作,其中特别提到了使用“棒棒糖刀”(ball end mill)进行精加工的环节。这些加工步骤和程序单在之前的课程中已经详细讲解,本节课旨在串联整个工艺链条,为后续工艺文档的编写打下基础。
工艺规程的重要性与分类
在CNC加工行业中,程序单是操作人员执行加工任务的直接指令,但在不同的企业环境中,对加工过程的文档化要求却大相径庭。
对于小型公司而言,通常只需要提供一份功能完善的程序单给操作员即可。操作员根据程序单的指令进行上下料、对刀、运行程序等操作。然而,大型或管理规范的企业,往往要求编制更为全面和详尽的“工艺规程”。
工艺规程是指导产品从原材料到最终成品整个制造过程的技术文件,它不仅仅包含加工程序,更涵盖了生产所需的全部信息,确保产品质量的一致性和生产效率。根据信息详尽程度和用途,工艺规程可以分为两大类:
1. 简单工艺流程表 (Process Flow Chart):侧重于描述整个加工过程的宏观顺序,通常以表格形式呈现,简洁明了。
2. 详细工艺规程 (Detailed Process Specification):包含产品加工的所有细节,从材料、工装、刀具、加工参数、检验方法到质量标准等,信息极其丰富,通常以多页文档形式出现。
简单工艺流程表的编写与应用
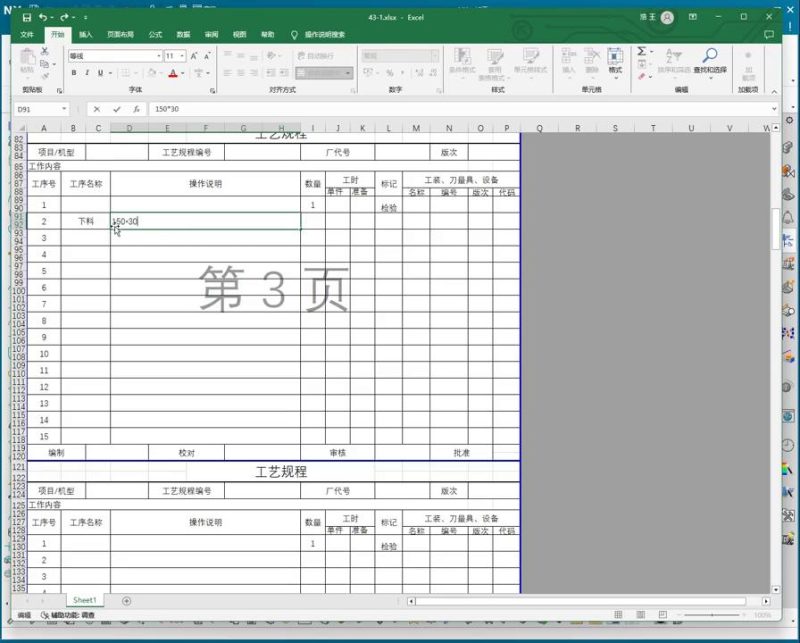
简单工艺流程表,也常被称为工艺流程卡或工序卡,其主要目的是快速、清晰地传达产品在不同工序间的流转顺序。它通常以表格形式呈现,列出主要工序的名称和顺序,例如:
下料
上加工中心(一序)
检验(首件/巡检)
前工序(如,铣平面)
清光(精加工)
清洗
入库
编写时,讲师通过一个示例展示了如何填写这张表。它强调了每个工序的顺序性,并指出在实际生产中,一张工艺流程表会与图纸一同,随着零件在不同工位或机床之间流转。例如,零件可能首先在一号机床完成加工,经检验合格后,会流转到二号机床进行后续加工,甚至再到三号机床,每一步操作人员都会查阅流程卡,了解下一步的任务。
这种流程表的最大特点是其简洁性和易懂性,便于车间人员快速掌握生产进度和工序安排。虽然它不包含具体的参数细节,但它构筑了产品生产的宏观框架。
详细工艺规程的深入解析
相较于简单的工艺流程表,详细工艺规程则是一个更为全面和严谨的技术文档,它涵盖了产品加工的方方面面。这种规程通常在大型、规范化企业中被广泛应用。
一份完整的详细工艺规程可能包含以下内容:
封面信息:包括产品名称、零件号、版本号、公司名称、编制人、审核人等。
零件图纸:包含产品三维模型图、二维工程图,以及各工序的示意图。
材料信息:原材料的种类、规格、供应商等。
工装夹具:详细的夹具图纸、设计说明、装夹方式及图片。
刀具信息:每道工序所用刀具的型号、规格、材质、长度、刀具路径、刀具磨损标准等。
加工参数:切削速度、进给量、切深、转速等具体加工参数。
加工程序:对应的NC程序文件名称及路径。
检验标准:每道工序的检验项目、检验工具、尺寸公差、表面粗糙度、检验方法及合格标准。
其他要求:如清洗、包装、防护、搬运等特殊要求。
签批记录:各环节负责人的签字确认。
讲师强调,这样的详细工艺规程往往篇幅巨大,一个复杂零件的工艺规程可能多达几十页,甚至上百页。每一页都需要精心填写和制作,以确保信息的准确性和完整性。它不仅仅是生产的指南,更是质量控制和追溯的重要依据。
制作详细工艺规程通常从现有模板开始,然后根据具体的零件和加工要求进行修改和完善。在课程的最后,讲师预告,下一节课将深入讲解如何从头开始,一步步编写这样一份全面而详尽的工艺规程。
本节避坑总结
1. 根据企业规模和需求选择合适的文档深度: 小型公司可能仅需程序单和简易工艺流程表,而大型企业则必须编制详细的工艺规程。盲目追求复杂文档会增加不必要的负担,反之,文档不足会造成生产混乱。
2. 清晰规划夹具与加工策略: 尤其是对于复杂或易变形的材料(如石墨),应提前规划分阶段的夹具设计和粗加工策略,避免一次性过大切削量导致工件损伤或变形,确保加工质量和效率。
3. 工艺流程表与图纸紧密结合: 简单工艺流程表应与对应的零件图纸一同流转,确保每个操作员都能清楚了解当前工序及其在整个生产链条中的位置,这对于多工序、多机床协同加工的场景尤为关键。
本文关键词:UG NX, CNC加工, 石墨零部件, 工艺流程表, 工艺规程, 夹具设计, 粗加工策略, 程序单, 加工中心, 文档管理00:00




















暂无评论内容