
今天咱们就来唠唠一个硬骨头——高强度钛合金精密结构件的加工。这活儿,可不是简单铣几刀就能完事的。薄壁、深腔、复杂曲面,公差还得拿捏得死死的,稍不留神,变形、崩刀、报废那都是家常便饭。作为干了十五年的老加工匠,我深知这不光要靠车、铣、刨、磨这些老手艺的底子硬,更得把UG这洋玩意儿玩透,五轴联动、刀路优化、空刀减少,这都是提高效率、保证质量的关键。从材料的脾性到装夹的巧劲儿,再到非标刀具的磨制,每一步都得想在前头,方能稳扎稳打,把这件宝贝给整出来。记住了,这可是真金白银堆出来的经验,好好学着点儿。
项目背景与零件特性
咱们这次要攻克的是一个航空级钛合金(比如TC4)精密支架。这东西可不简单,尺寸紧凑,但内部结构极其复杂,有多处深度达50mm的薄壁腔体,壁厚最薄的地方甚至只有0.8mm,还有一些精密的安装孔和连接用的自由曲面。材料本身就“皮实”,强度高、韧性好,但切削加工时容易产生加工硬化,导热性差更是个大问题,切削热散不出去,容易导致零件局部过热变形,刀具磨损也快。而且,这些曲面和孔位之间的形位公差要求极高,稍有偏差就可能导致装配失效。所以说,从头到尾都马虎不得,得把咱们所有的看家本事都使出来。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260206132635517-s1_1770355585.jpg)
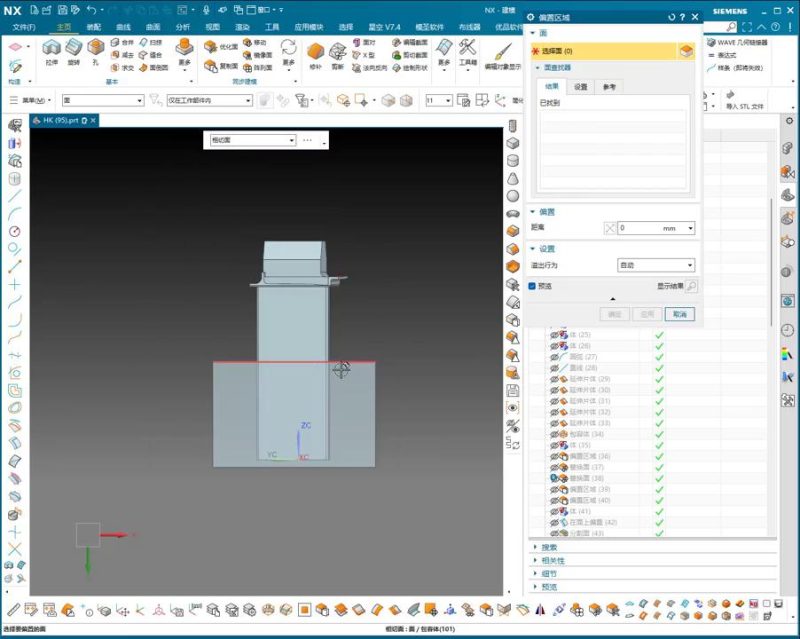
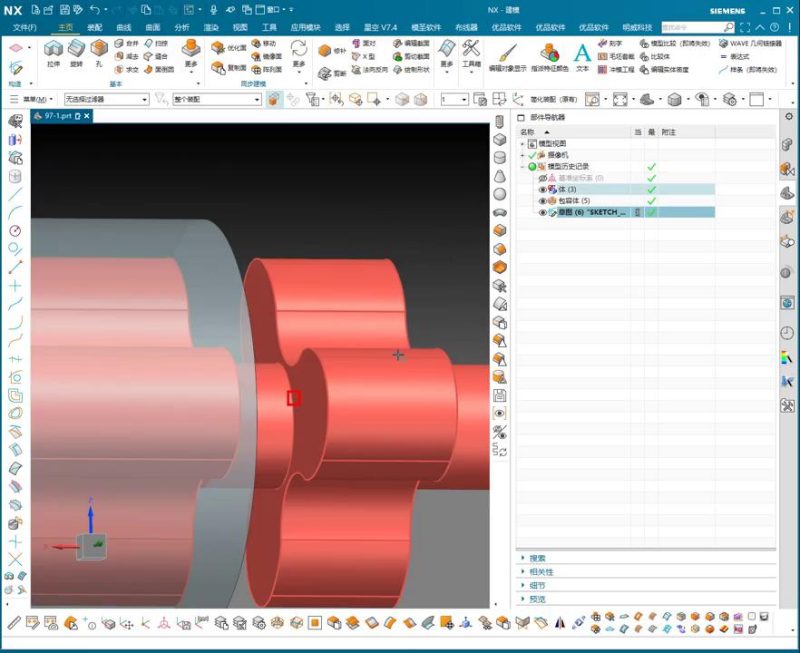
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
第一步,当然是把毛坯搞定。咱们先在平面磨床上把基准面磨平,或者用大飞刀在三轴机床上粗铣出两个基准面,然后把毛坯固定牢靠。接着,上UG,利用其强大的体切削功能,进行第一次粗加工。这阶段,刀具选择大直径、高进给的硬质合金铣刀,主要目标是快速去除大部分余量,但记住,每面至少留1.5到2mm的余量,为后续的热处理和精加工留足空间。粗加工时要特别注意切削液的充分冷却,防止局部过热。
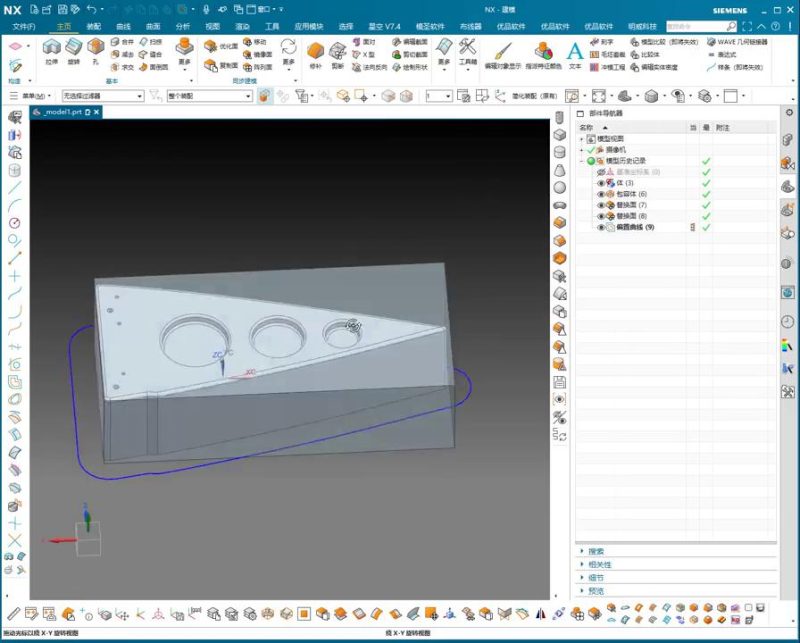
粗加工完成后,别急着精加工,先送去做一次消除应力的热处理。钛合金这东西,内应力大,热处理是防止后续变形的关键一步。热处理回来,零件内部应力释放,尺寸会略有变化,咱们再重新找基准,进行第二次,也就是半精加工。这一步,刀具要小一号,比如用12mm或10mm的球头刀、平头刀,走等高线、插铣等刀路,把主要的型腔和曲面半精修出来,留0.2-0.3mm的余量。UG五轴编程的优势在这里就体现出来了,对于那些倾斜面和曲面,通过刀轴的灵活摆动,能够用更短的刀具,避免干涉,提高加工效率和表面质量。尤其那些薄壁,得用UG的变截面铣削策略,确保刀具与材料的接触面积均匀,降低切削力,减少震动。
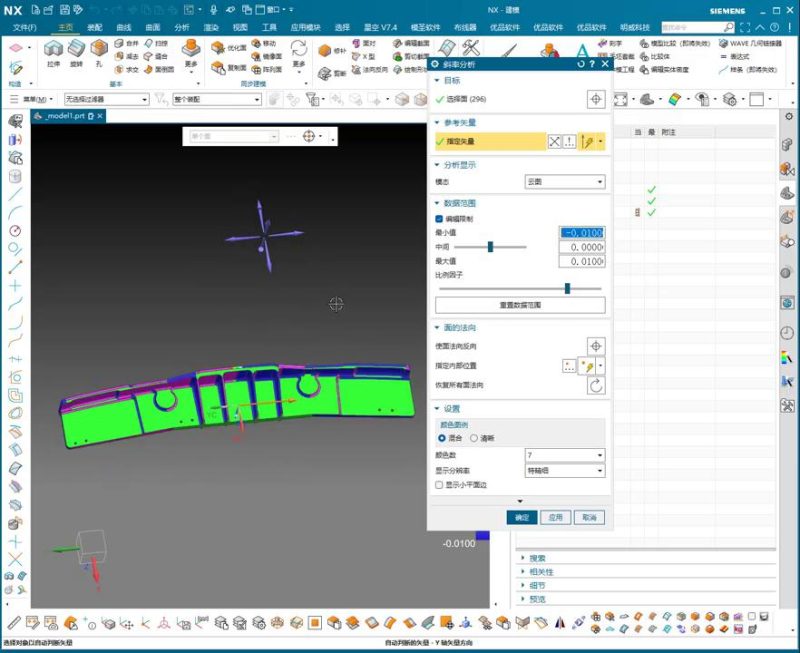
最后,就是精加工。这是最考验功夫的环节。咱们需要制作专用的软爪或定位夹具,把零件固定得稳稳当当,一丝晃动都不能有。精加工刀具选用高精度、高硬度的涂层铣刀,直径根据最小圆角半径和表面粗糙度要求来选,甚至可能用到非标的定制刀具。UG里头的精加工刀路,比如流线切削、等参数切削,要走得细腻、均匀,确保表面光洁度。对于那些公差要求高的孔位,先用钻头钻小,再用铰刀精铰,或者用镗刀精镗。五轴联动在这里是主力,尤其是对那些复杂自由曲面,刀具可以沿着曲面的法向进行加工,保证最佳的切削角度和最小的刀具变形,同时优化抬刀、空刀路径,减少非切削时间。整个精加工过程,转速要高,进给要慢,切深要浅,多层走刀,确保热量均匀分布,最大限度地控制变形。最后,仔细打磨去毛刺,确保每个边角都圆顺过渡。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260206132637301-s2_1770355585.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 薄壁变形预防: 对付薄壁件,粗加工后务必进行应力消除热处理。装夹时要多点支撑,均匀施力,避免局部受力过大。精加工时,宁可多走几刀,每次切深浅一点,也要控制切削力,避免零件颤动。有时甚至需要设计临时支撑结构。
2. 刀具选择与寿命管理: 钛合金加工,刀具磨损快,必须选用高强度、耐磨损的硬质合金刀具,并配备高性能涂层。UG编程时,要精确计算切削参数,确保切削速度和进给量能有效排屑,防止切屑二次切削和加工硬化。非标刀具,要自己磨得趁手,这是老钳工的真本事。
3. UG刀路优化与碰撞检查: 复杂曲面和深腔加工,UG的五轴联动编程是核心。必须精通其各种刀路策略,比如曲面流线、侧铣、桶形铣等,并进行详尽的碰撞检查和机床仿真,确保刀具在任何姿态下都不与夹具或零件本体发生干涉。优化抬刀路径,减少不必要的空行程,是提高效率的关键。
本文关键词:五轴加工, 复杂曲面, 热变形00:00
📍 进阶资源推荐:



















暂无评论内容