
老王我啊,在机械加工这行摸爬滚打了十五个年头,见过、做过、也教过不少稀奇古怪的零件。今天咱们不讲那些花里胡哨的,就聊聊一个车间里头最常见,但一不留神就容易出岔子的“定轴零件”加工。这活儿看着简单,可要是夹具设计不到位,材料变形、加工精度打折扣那都是家常便饭。很多时候,传统的卡盘直接夹持,对那些薄壁或者要求高同心度的工件来说就是个灾难。所以,怎么才能既夹得稳当,又不伤工件,还能保证加工质量?这里头学问可就大了。老王我这套压板式夹具的思路,就是为了解决这个痛点。通过UG建模优化,咱们能把这个方案从设计到编程,都做到心里有数,让复杂曲面和五轴联动在安全、高效的前提下,把活儿干得漂漂亮亮。
项目背景与零件特性
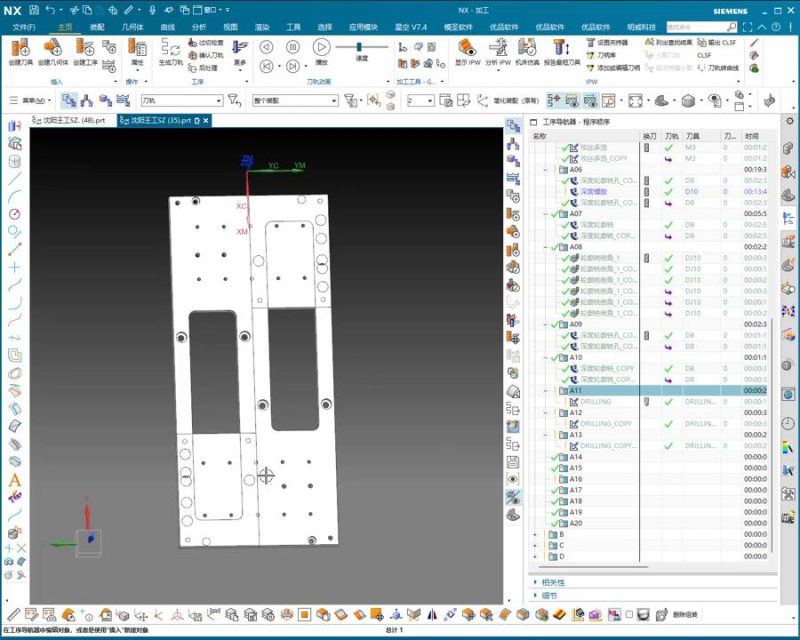
这次咱们要处理的,是个典型的“定轴零件”,它本身结构可能不复杂,但加工过程中对圆度、同心度以及表面质量要求很高。视频里咱们不是直接加工工件本身,而是先给大家伙儿演示怎么设计一套专用夹具。这套夹具就是为了解决这种定轴零件在铣削或特种加工时的装夹难题。常见的卡盘,它夹持力是从径向往里施加的,对于一些细长杆或者薄壁的零件,很容易就把工件给夹变形了。特别是当你的工件需要铣削侧面或者钻孔时,一旦变形,那加工出来的形位公差就废了。所以,咱们得跳出传统思维,给它搞一套能从轴向均匀施加夹紧力的压板式夹具。这套夹具由上下两部分组成,通过螺丝固定,把工件稳稳地“抱”在中间,确保夹持力分布均匀,最大限度地减少工件变形,同时也给刀具留足了加工空间。这活儿,看着是设计夹具,实则是在为咱们后续的高精度加工铺路。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260307080005909-s1_1772841600.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
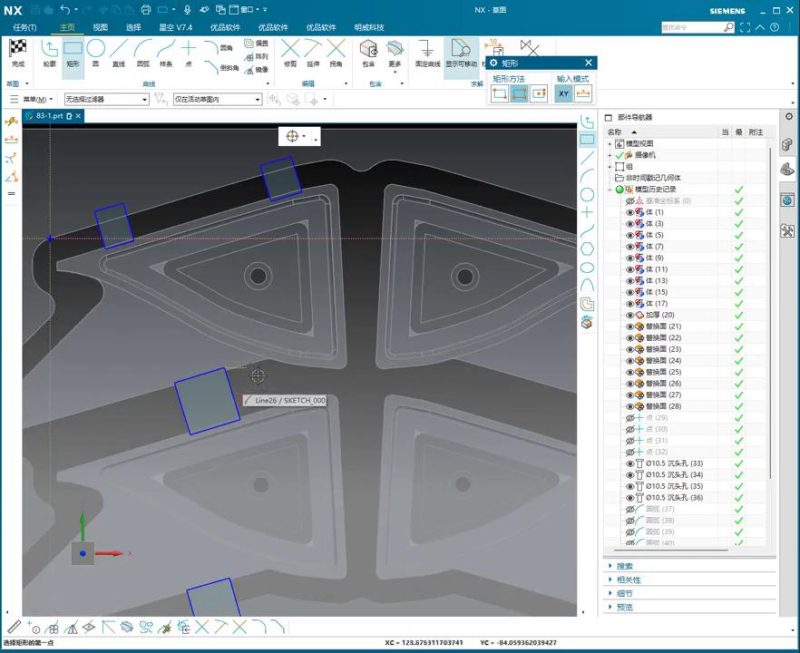
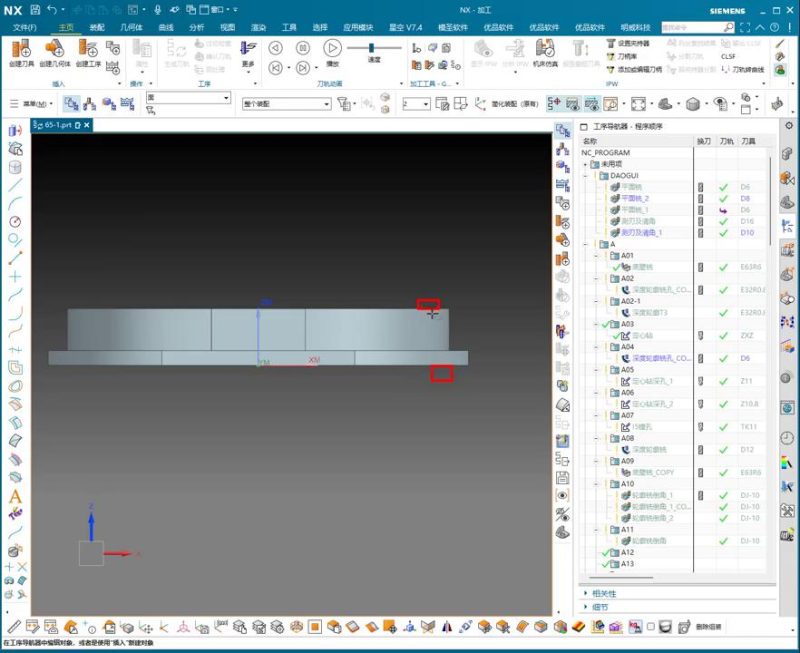
这套压板式夹具的制作,咱得从UG建模说起。首先,在UG里头拉伸出一个底座,这底座得有足够的强度和稳定性,能承受加工时的切削力。接着,关键部分来了,就是设计那个“压板”。视频里头,老王我可没用直接的卡爪,而是搞了个大尺寸的圆柱形压板,相当于给工件戴了个“帽子”。这个“帽子”的底部,要设计成跟工件的定位面精准配合的形状,保证工件放进去后没有丝毫晃动。然后,咱们把底座和压板通过“拆分体部”的操作,分割成上下两部分,这可不是简单的分开,而是要保证两部分结合后的精度。随后,在压板上打上几个通孔,底座上对应着攻螺纹孔。这些孔的位置和数量可不是随便来的,得根据工件大小、受力情况来定,保证夹紧力均匀。最后,把工件放到设计好的夹具里,用螺丝拧紧压板,你看,工件就被轴向夹紧了,径向的应力大大减小,变形问题也就迎刃而解了。夹具搞定了,下一步就是编程,针对工件的实际加工要求,用UG编制刀路,不管是开粗、半精还是精加工,咱们都能把刀路优化好,减少空刀,提高效率。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260307080006413-s2_1772841600.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
-
夹紧变形是头号大敌
对于定轴零件,尤其是薄壁或长径比大的工件,直接使用三爪或四爪卡盘径向夹持,极易导致工件变形。咱们这里采用的轴向压板式夹具,就是通过均匀的轴向力来固定工件,能有效规避径向夹紧引起的变形问题。设计时要确保压板与工件的接触面足够大且平整,吃力均匀,这是保证精度的关键。
-
定位基准要精益求精
夹具的设计,定位基准必须得跟工件的基准面严丝合缝。压板和底座的配合,以及工件与夹具的接触面,都要保证足够的精度和同心度。建模的时候,公差要给足,不能马虎。一旦定位基准有偏差,哪怕只有一丝一毫,加工出来的工件就会跳动,最终影响尺寸和形位公差。
-
刀具路径与干涉检查不可少
在UG里设计完夹具并准备编程时,一定要模拟刀具路径。由于夹具包裹了工件一部分,刀具在加工时很可能会与夹具产生干涉。通过UG的仿真功能,提前检查并修正刀路,比如调整刀具长度、抬高进给高度或者优化走刀方式,确保刀具在加工过程中不会碰到夹具,避免撞刀,保证生产安全和加工质量。
本文关键词:UG建模, 五轴加工, 压板夹具, 工件变形, 刀路优化00:00
📍 进阶资源推荐:





















暂无评论内容