
本篇文章详细阐述了在UG NX 1980中针对带有易崩刃特征的零部件,采用反把螺丝(reverse screw)夹持工艺进行加工的策略与实践。文章首先分析了此类零件在加工过程中可能遇到的挑战,继而深入讲解了如何设计和应用反把螺丝工装,以及针对易损边缘采取分阶段、精细化的加工路径规划。通过这种方法,旨在有效避免零件崩刃,提高加工质量和效率。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260127202611954-s1_1769516762.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260127202613716-s2_1769516762.jpg)
UG NX 反把螺丝加工工艺:细节与策略
引言:挑战与解决方案
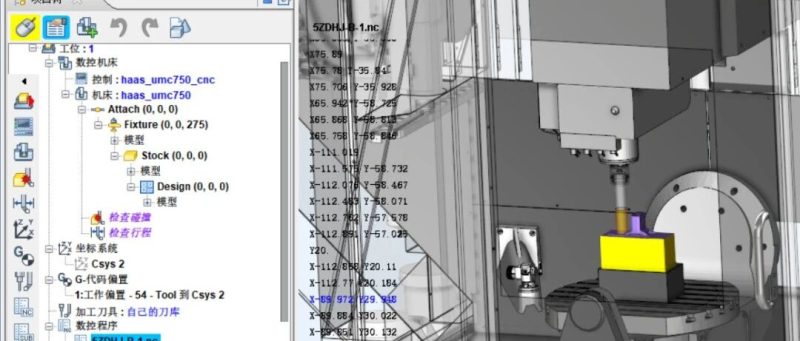
在UG NX加工实践中,处理具有薄壁或尖锐边缘的零部件常常面临崩刃(chipping)的风险,尤其是在高速切削或不当夹持时。本节课程专注于解决这一难题,提出了一种高效且安全的“反把螺丝”夹持工艺。该方法的核心在于通过零件自身的螺纹孔将其反向固定于特制工装上,从而在加工关键易损区域时提供稳固支撑,避免传统压板夹持可能造成的干涉或变形。通过这种创新的夹持方案,结合精细的刀具路径规划,能够显著提升此类零件的加工质量和生产效率。
零件分析与毛坯设定
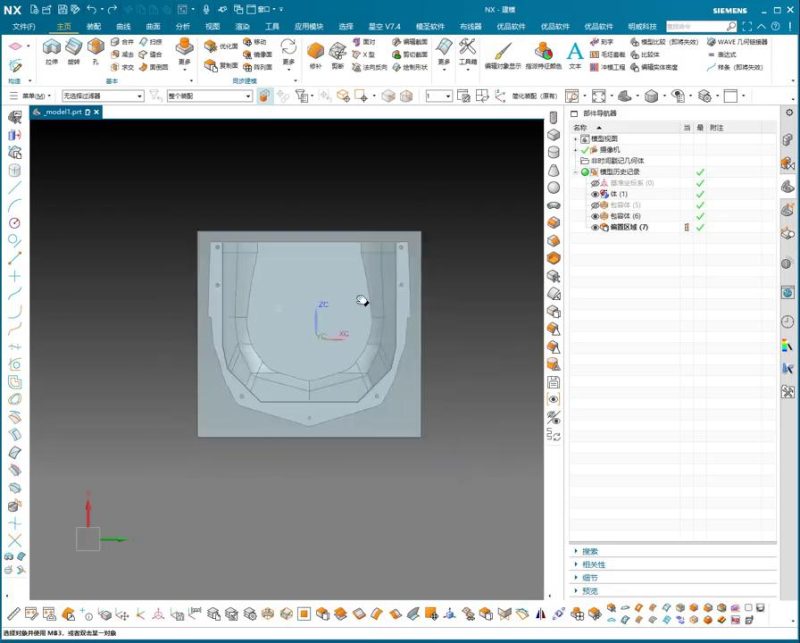
课程中展示的零件尺寸不大,但其边缘特征易于崩刃,因此在工艺规划初期需尤为谨慎。在UG NX中,首先对零件进行几何分析,确认需要加工的复杂曲面和关键尺寸。
对于毛坯的设定,通常在X、Y方向上会比零件轮廓略大,以留出足够的加工余量。在本案例中,毛坯顶部和底部各预留了5毫米的余量,而侧面则不额外预留。
加工顺序上,首面加工将完成零件的主平面以及预留的螺纹孔。完成这部分加工后,零件将被翻转,并利用这些螺纹孔与反把螺丝工装进行连接,为后续的二次加工做准备。
反把螺丝工装设计与夹持
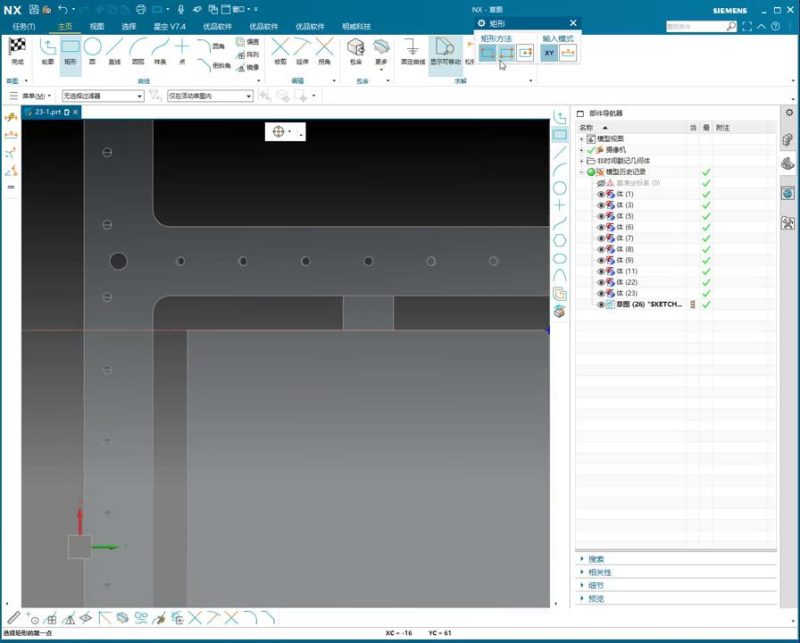
反把螺丝工装的设计是本工艺成功的关键。该工装利用零件上的M5螺纹孔进行反向固定。具体设计步骤如下:
1. 在工装上创建通孔,其直径略大于M5螺丝,以允许螺丝穿过。
2. 通过偏置平面并进行拆分体操作,在通孔周围创建沉头孔区域。例如,将平面偏置0.5毫米,然后使用该平面将工装体进行拆分,形成一个台阶,用于承载螺丝的头部。
3. 继续偏置平面,定义沉头孔的深度,例如3毫米,确保螺丝头可以完全沉入工装内部,避免与刀具干涉。
4. 完成沉头孔的几何创建后,将不同的体进行合并,形成最终的反把螺丝工装。
工装准备好后,将已完成首面加工的零件放置于工装之上,利用反把螺丝穿过工装的通孔,拧入零件的螺纹孔中,将零件稳固地夹持在工装上。这种夹持方式不仅稳固,而且保证了加工区域的无干涉。
精细加工策略:应对易崩刃特征
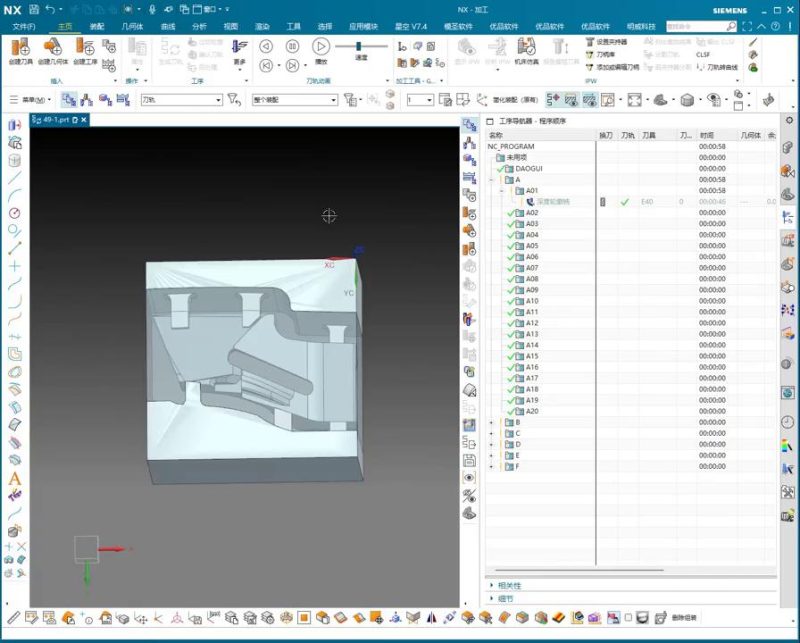
在反把螺丝工装夹持下,对零件的易崩刃特征进行加工时,需采用多阶段、精细化的刀具路径策略。
1. 粗加工 (Roughing): 首先进行粗加工,主要去除零件外部的大部分余料,仅沿零件外形轮廓进行切削,不必一次性加工到最终尺寸。在这一阶段,应预留一定的精加工余量,特别是在易崩刃的边缘区域。
2. 半精加工与精加工 (Semi-finishing and Finishing): 粗加工完成后,进入半精加工和精加工阶段。对于易崩刃的边缘,建议采用分层爬坡(climb milling)的策略。
先使用较大直径的刀具进行初步的爬面,达到一个中间位置,仍保留少量余量。
为了更精准地控制精加工,可以在UG NX中通过“在面上偏置”功能,在易崩刃面上创建一条偏置曲线(例如偏置2毫米)。
随后,利用“分割面”功能,将易崩刃特征的面沿偏置曲线进行分割,形成两个独立的区域。
在进行精加工时,可以先加工到分割线处,然后换用更小直径的刀具,并结合“引导线加工”策略,沿着分割线内侧的区域进行精细加工。这种循序渐进、由粗到精、由大刀到小刀的加工方式,能够最大程度地减少切削应力,有效防止崩刃的发生。
备选夹持方案
除了反把螺丝,针对某些特定情况,还可以考虑其他夹持方式:
1. 粘胶夹持: 在零件底部涂抹专用胶水,将其固定在工作台或专用夹具上。这种方法适用于对夹持力要求不高,且不希望有任何机械夹持痕迹的零件。加工完成后,通过加热或溶剂移除胶水。
2. 传统压板与粗加工: 在粗加工阶段,若零件边缘尚未完全成型,可以使用传统压板进行临时夹持。先切除大部分余料,待外形轮廓初步形成后,再移除压板,转为更精细的夹持方式(如反把螺丝或粘胶),以完成最终的精加工。这种分阶段夹持的方法,既保证了粗加工的效率,又兼顾了精加工的精度和表面质量。
无论采用何种夹持方式,核心原则都是确保零件在加工过程中稳固可靠,避免因夹持不当而引发的加工缺陷。
本节避坑总结
1. 对于易崩刃的精密边缘,切忌在粗加工阶段一次性加工到位。应始终预留足够的余量,并在精加工阶段采用多步、小切深的策略,尤其推荐使用“分割面”结合“引导线加工”来控制最终路径,以避免突然的切削冲击导致崩刃。
2. 在设计反把螺丝工装时,务必精确计算螺丝沉头孔的深度和直径。螺丝头必须完全沉入工装内部且不与工件干涉,同时螺纹连接需稳固可靠,避免加工过程中松动。工装与工件的接触面也应平整,确保定位准确。
3. 在毛坯定义和粗加工策略上,可以考虑在零件外形周围预留更多的材料,并采用仅切除外部轮廓的粗加工方式。这样能避免工件在粗加工后因外部余料过大而飞出,也可以在工件外部需要加工的区域,预留工装的夹持区域,从而提高加工的安全性。
本文关键词:UG NX,CNC加工,反把螺丝,崩刃,加工工艺,精加工,粗加工,引导线加工,分割面,毛坯定义00:00



















暂无评论内容