
这回咱们聊聊一块儿薄壁异形件的加工,这玩意儿看着不起眼,但里面的门道可不少,尤其是在精度和变形控制上,没有点儿真本事,那是肯定要吃亏的。我这十五年摸爬滚打下来,见过的奇形怪状的零件多了去了,这种薄壁件,无论是铝合金还是钛合金,都有它自己的脾气。关键在于前期UG建模的时候就要考虑好工艺路线,刀路怎么走,怎么排,哪里该留余量,哪里该加支撑,这都是学问。尤其是五轴联动,要用好它,减少空刀,保证切削的稳定性,才能让件儿出来不废不伤,表面光洁度也能达到要求。
项目背景与零件特性
这个零件,咱们就拿它当个航天器上的精密传感器支架来谈。材料通常选用高性能的钛合金,比如Ti-6Al-4V,因为它强度高、耐腐蚀,但加工难度也大。你看,它不仅整体结构复杂,有许多不规则的曲面和深腔,更要命的是它的壁厚,有些地方薄到只有1.5到2毫米,而且公差要求非常严苛,尤其是平面度和位置度。这种特性决定了在加工过程中,材料的内应力释放、切削热控制和装夹稳定性,都是必须重点攻克的难关。稍微处理不当,零件就可能变形报废,或者达不到装配要求。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260308100842186-s1_1772935718.jpg)
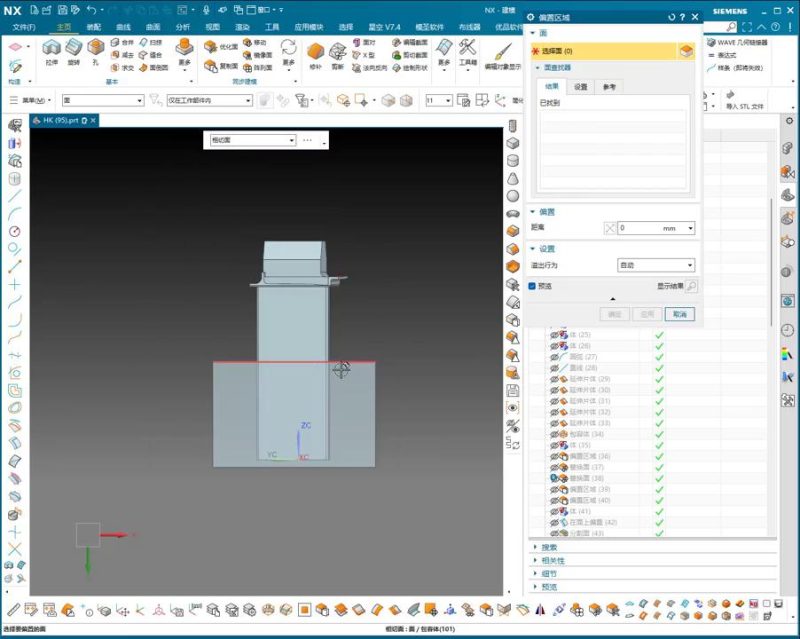
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
第一阶段:一面粗加工与半精加工
咱们这活儿,先从第一面开始。因为是薄壁件,首先要做的就是稳妥装夹。我一般会用特制的低压液压夹具,或者干脆制作一副软爪,预先加工出与零件未加工面吻合的型面,确保受力均匀,避免夹伤和变形。在UG里,我会先规划好大体量的粗加工刀路,比如用等高切削配合高速加工策略,保证切削效率的同时,将切削力分散,避免局部过热。对于深腔,采用螺旋下刀或摆线切削,保证排屑顺畅。粗加工时,薄壁处会预留较多的余量,大概0.5到1毫米,作为后续加工的缓冲。粗加工完成后,零件可能因内应力释放产生轻微变形,所以会安排一次热处理(如退火或时效),释放残余应力,稳定尺寸。
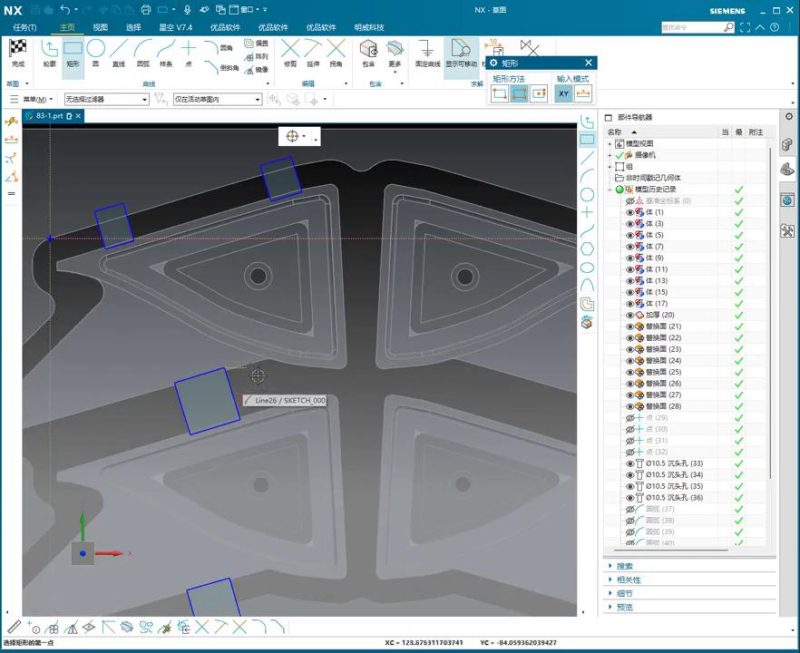
第二阶段:一面精加工
热处理后,再次精修装夹面,保证基准的精确性。随后进行精加工,这一步尤其考验刀路和刀具的选择。我通常会选用高精度的球头铣刀或平底铣刀,配合五轴联动加工策略。五轴联动的好处,就是能让刀具始终保持最佳切削角度,减少刀具悬伸,提高表面质量,特别是对于复杂的自由曲面,能一次成型,避免多次换向带来的接刀痕迹。在UG里,我会精细优化刀路,让刀具路径尽量平滑,采用较小的步距和切深,配合充足的冷却液冲刷,控制切削温度,防止薄壁处因热变形。这一阶段,还会在一些关键的薄壁区域,通过UG设计一些“临时支撑块”或“粘胶治具”,这些小块会用专用胶水粘在已加工的薄壁表面,作为第二面装夹时的辅助支撑点,防止薄壁受力弯曲。
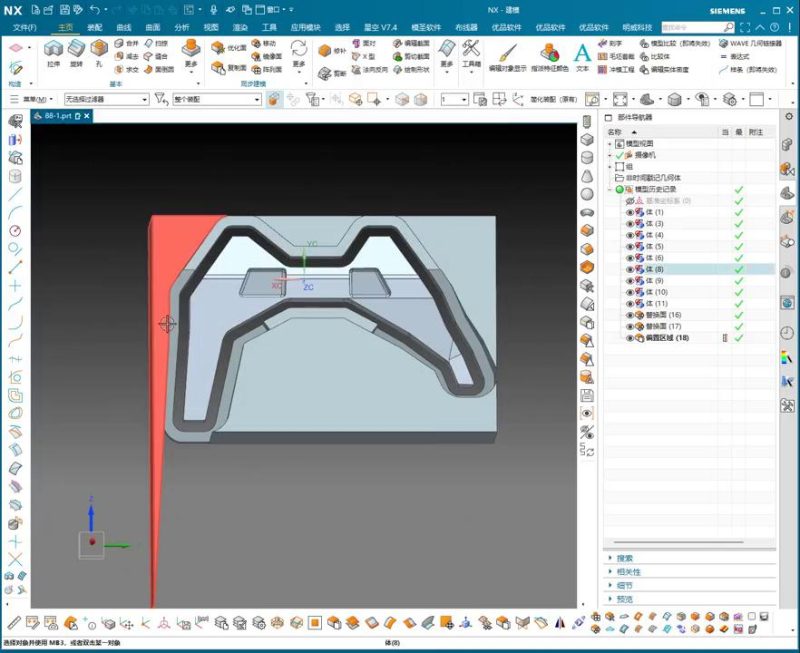
第三阶段:反面加工与最终精修
把零件翻过来,关键就在这个装夹。这时,之前粘在薄壁上的“临时支撑块”就派上大用场了。我们可以利用这些支撑块进行夹持,这样就避免了直接夹持薄壁本体,极大地减小了变形风险。如果没有设计这些支撑,那就得精心制作一套与第一面已加工型面完全贴合的软爪来装夹。反面的加工流程与第一面类似,先粗后精,同样注重刀具选择和刀路优化。由于第一面已经精加工到位,第二面的加工主要是完成剩下的特征和最终尺寸。加工完成后,小心翼翼地去除“粘胶治具”和所有临时支撑,最后进行精细的去毛刺和表面清理。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260308100843112-s2_1772935718.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 装夹方案灵活多变,严防死守变形关:对于薄壁件,尤其是像钛合金这种弹性模量大的材料,传统高压装夹是万万不可的。除了软爪,灵活运用“粘胶治具”这类辅助支撑,在薄壁已加工面粘上小块,作为反面装夹的受力点,能有效分散夹持力,防止加工过程中产生变形。
2. 切削参数与刀具匹配是关键:钛合金加工热量集中,薄壁容易烧刀、变形。必须选用专用涂层(如AlTiN)的高性能硬质合金刀具,通过UG优化刀路,采用小切深、大进给(或反之,根据刀具特性)的策略,保证切削刃的持续冷却和润滑,并且避免空刀和二次切削。
3. UG刀路规划预留应力释放环节:在UG编程时,要充分预见材料在去除大部余量后,内应力会重新分布。所以,粗加工后必须预留足够的余量,并结合热处理或自然时效,让零件“喘口气”,释放内应力,然后再进行精加工,这样才能保证最终的尺寸稳定性和精度。
本文关键词:钛合金加工, 薄壁零件, 粘胶治具00:00
📍 进阶资源推荐:





















暂无评论内容