
今天咱们要聊的,是加工航天领域里头,一块儿瞧着简单,做起来却让不少新手头疼的零件——一个薄壁的钛合金支架。这玩意儿可不是普通货色,材料是TC4钛合金,强度高、耐热好,但加工起来就是个“硬骨头”。薄壁结构又容易变形,稍不注意,工件就废了。咱们老师傅的经验,再加上UG软件里的那两下子,从建模到五轴联动编程,再到实际的装夹、刀具选择,每一步都得精打细算。特别是怎么把变形控制住,怎么让刀具寿命更长,这里头的门道可多了,咱们今天就好好掰扯掰扯,给你们讲明白。
项目背景与零件特性
这次要加工的,是一架新型号飞机上的一个关键支架。别看它个头不大,结构却复杂得很,特别是它那几处薄壁区域,最薄的地方只有1.5毫米,而且还有复杂的曲面过渡和一些深腔结构。材料用的是TC4钛合金,这料子在航天里是宝贝,强度重量比高,高温性能好,可它在加工时就像个“磨人精”。热传导性差,切削热散不出去,容易粘刀;硬度高,刀具磨损快;最要命的是,加工应力一释放,薄壁就容易变形,一变就超差,直接报废。所以,咱们在动手之前,脑子里就得把整个加工过程的“电影”跑一遍,每一步的风险在哪,怎么规避,都得想清楚。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260201103405834-s1_1769913238.jpg)
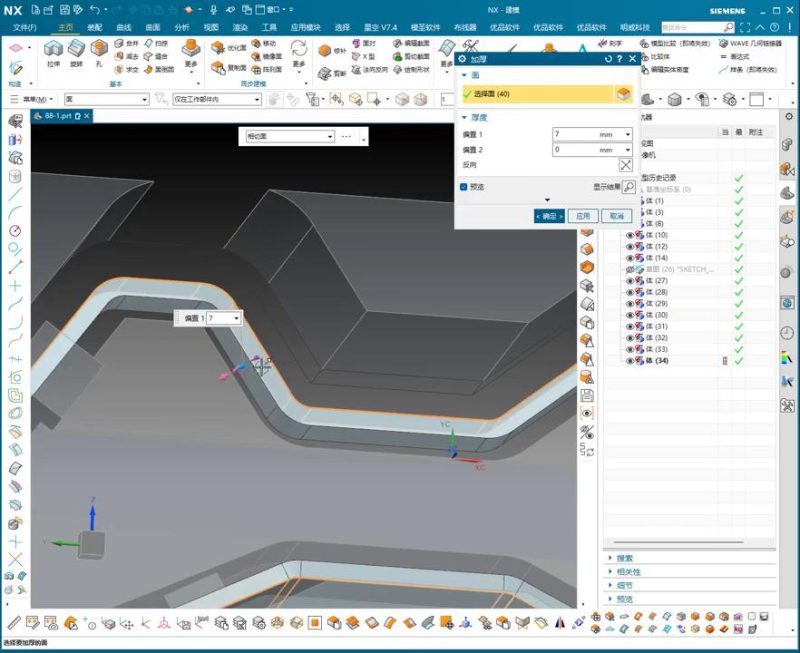
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
面对这种“硬骨头”,咱们得有章法。首先,UG(NX)建模和编程是基础。工件的复杂曲面,在UG里头通过“自由形状建模”和“同步建模”功能,能精确地把设计意图还原出来。重点在编程上,特别是五轴联动。对于那些薄壁区域,咱们不能用传统的三轴“硬铣”,那样不是振动就是变形。得用五轴联动,让刀具姿态时刻与切削点保持最佳角度,走顺铣,分层进给,用“螺旋下刀”或“摆线切削”策略,保证切削力均匀。刀路要优化到极致,减少空刀,能连续走的就连续走,省得频繁抬刀引起震动。
材料方面,TC4的特性决定了切削参数得保守。咱们一般会选择PVD涂层(比如TiAlN)的硬质合金立铣刀或球头刀。刀具的悬伸要尽可能短,增强刚性。切削参数上,转速不能太高,线速度控制在60-80米/分钟,但进给量要跟上,形成合适的切屑,把热量带走,避免切屑二次切削和粘刀。冷却液必须是高压大流量的,直接冲到切削区,不光是冷却,还得排屑。
装夹方面更是重中之重。第一道工序粗加工,用传统的虎钳或专用夹具,要求刚性好,夹持力足,把大部分余量干掉。干完粗加工,别急着精加工,得做一次“时效处理”或“应力消除退火”。把粗加工产生的内应力释放掉,这样精加工的时候,变形就小多了。精加工时,夹具得更精巧,可能用到“辅助支撑”或者“定制的低压软爪”,甚至考虑用真空吸盘或者融蜡固定来避免薄壁变形。精加工的刀路要用“等高线加工”或“流线加工”,走光顺的路径,留小余量,轻快地把表面光洁度和尺寸精度干出来。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260201103406222-s2_1769913238.jpg)
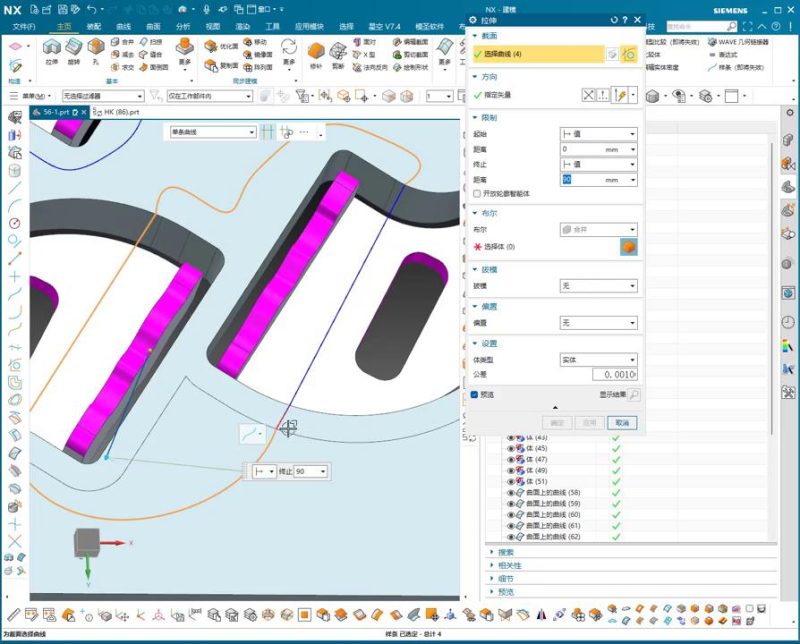
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 变形控制是核心:加工钛合金薄壁件,变形是头号大敌。除了前期应力释放,加工时也要注意切削参数和刀路规划,尽量采用小吃刀量、多走刀,分层、对称切削,平衡工件两边的应力,避免单侧大进给,导致薄壁朝一边弯曲。必要时,可以设计临时支撑筋或者在工件上预留工艺孔,用螺丝进行辅助固定。
2. 刀具选择与维护:钛合金对刀具非常“苛刻”。别想着一把刀能干到底,该换就得换。选择合适的刀具几何角度和涂层,是提高刀具寿命的关键。冷却液要足量、高压,不光是冷却,还要及时排屑。一旦发现刀具崩刃或磨损严重,立即停止更换,强行使用只会损坏工件甚至机床。
3. UG编程要精细:在UG里,别只满足于生成刀路。要多利用仿真功能,检查有没有过切、欠切,以及刀具和夹具的干涉。尤其是在五轴联动刀路里,要仔细检查刀轴方向的变化是否平稳,有没有突然的跳变。优化进给速度,在复杂区域减速,平稳过渡,才能确保加工质量。
本文关键词:钛合金加工, 5轴联动, UG编程, 薄壁件变形, 工艺优化, 航空航天
📍 进阶资源推荐:




















暂无评论内容