
徒弟们,今天咱们来好好掰扯掰扯这件活儿。眼前这件复杂的框形件,带着半镂空结构和诸多曲面,初看起来确实有点让人头大,但这正是考验咱们真功夫的时候。加工这类零件,绝不能凭感觉瞎干,必须先在脑子里过一遍,在UG里把每一步都拆解清楚。从毛坯选择到装夹定位,从粗加工的效率到精加工的精度,尤其是那些三轴够不着的倒扣面,五轴联动的精髓就得淋漓尽致地发挥出来。咱们得琢磨透材料特性,选对刀具,规划好路径,尽量减少空刀,避免不必要的重复劳动。最终目标是高效、精准地把这件复杂的活儿给拿下来,还得保证质量过硬,经得起推敲。
项目背景与零件特性
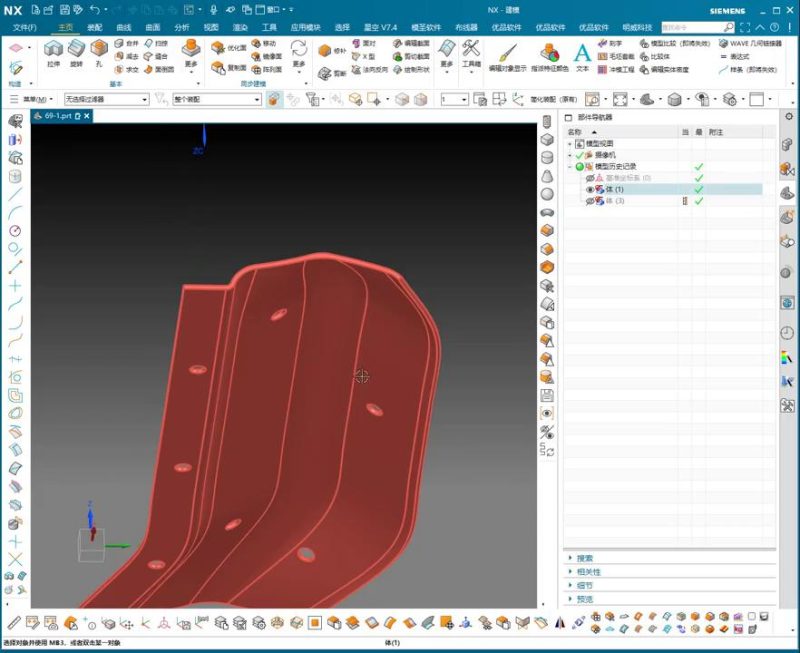
这个活儿,是一件典型的复杂结构刚架,带有不少半镂空和异形曲面。从尺寸上看,长宽都在两百毫米和一百多毫米之间,高度也有一百多,算是个中等偏大的家伙。毛坯肯定要比最终零件大不少,尤其是高度方向,给我们留下了足够的加工余量。这零件最大的特点就是曲面多,而且内部还有不少“倒扣面”,也就是咱们三轴加工时刀具会发生干涉的地方。这些倒扣面意味着普通的平面铣削或型腔铣削是无法一次性完成的,必须借助多轴加工来解决。此外,一些细小的特征和圆角,也要求咱们在精加工时有更精细的刀路控制。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260201081250377-s1_1769904765.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
面对这种复杂的活儿,咱们的思路得清晰。第一步,自然是毛坯的粗加工与基准建立。先选择一个平整、稳定的面作为首次装夹的基准面,通常是零件的背面。在UG里,咱们会用一个直径较大的平底刀进行整体的粗加工,快速去除大部分余量。注意,这里得充分利用UG的优化功能,比如采用“体积铣削”或者“高速铣削”策略,让刀具尽可能高效地切削,减少空刀行程。粗加工时,要预留足够的精加工余量,确保后续工序有充足的材料去除。完成一面后,翻面,再次建立基准,对另一侧进行粗加工,逐步逼近零件的最终形状。
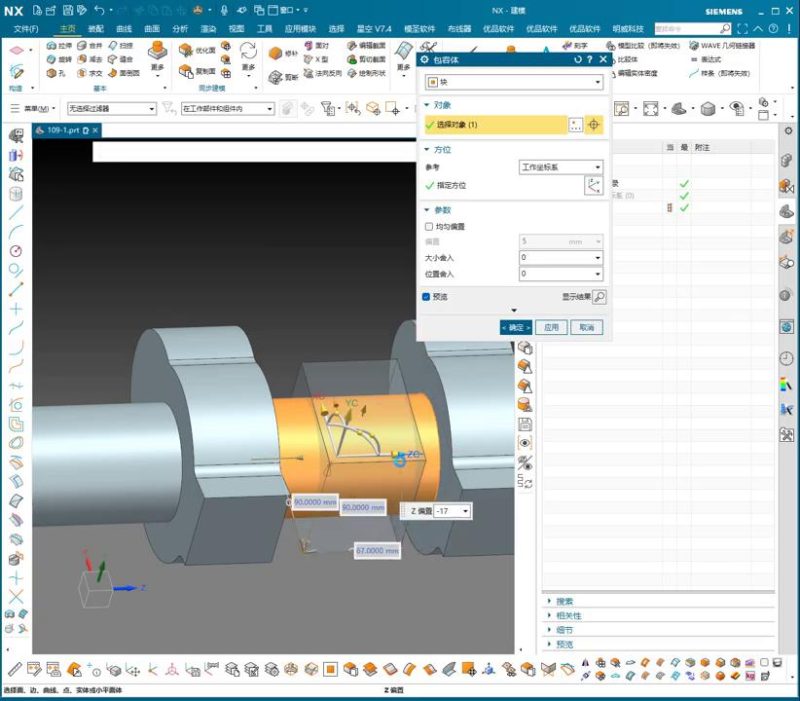
第二步,是半精加工与复杂曲面处理。粗加工后,零件的轮廓已经基本显现。这时候,咱们要换用更小的刀具,比如球头刀或者牛鼻刀,进行半精加工。那些三轴无法直接加工的倒扣面和深腔曲面,就得请出咱们的五轴联动了。在UG里,通过建立合理的刀轴矢量和倾斜角度,让刀具能够以最佳姿态进入切削区域,避开干涉,去除倒扣区域的材料。这里要特别注意刀具路径的光顺性,避免急转弯,减少刀具冲击,这不仅能保护刀具,还能保证更好的表面质量。UG的“变截面轮廓铣”或“流线驱动”等五轴功能,此时就能发挥大作用,让刀具沿着曲面流动,把那些死角都啃干净。
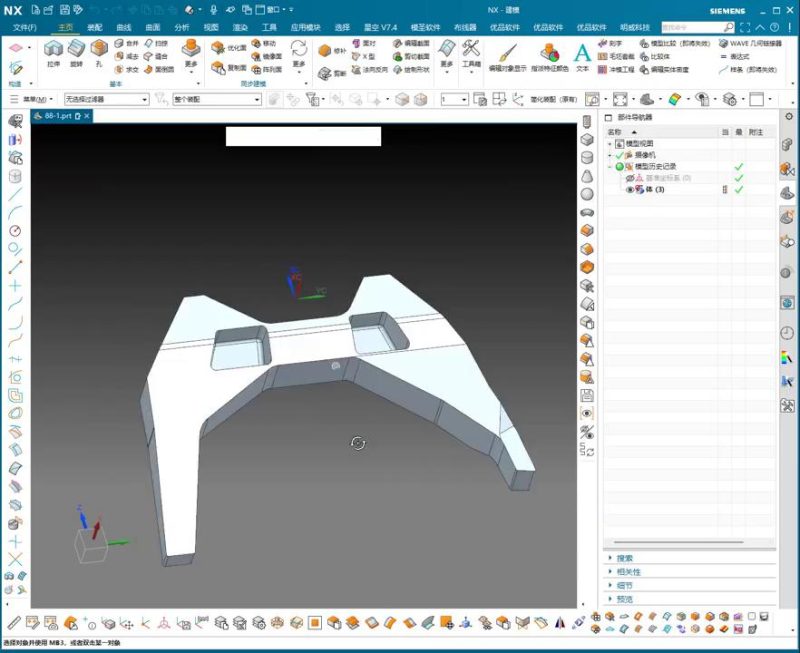
第三步,是精加工与细节修整。在半精加工的基础上,咱们再换用精度更高的球头刀,比如直径较小的刀具,进行最终的精加工。对于那些要求不高的圆角和过渡区,可以利用刀具的R角自然生成。而对于高要求的表面,则需要更密集的刀路和更小的步距,确保表面粗糙度达到图纸要求。五轴精加工时,要仔细检查刀具轨迹,确保没有过切或欠切。最后,别忘了对一些小特征,比如小孔、小槽,进行单独的精修。整个过程,UG的仿真功能是咱们最好的帮手,任何潜在的干涉和问题都应该在实际加工前发现并解决。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260201081251767-s2_1769904765.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 基准不稳,满盘皆输。 无论是三轴还是五轴,零件装夹的基准面和定位点必须牢固可靠,定位准确。一旦基准面有偏差,或者装夹不牢固导致加工过程中移动,那么后续所有加工工序都会累积误差,最终导致零件报废。
2. 不识“倒扣”,难上青天。 对于有复杂曲面和倒扣特征的零件,切忌盲目套用三轴加工思维。必须提前识别出所有三轴无法触及的区域,并专门规划五轴联动刀路。否则,轻则刀具断裂,重则机床撞头,得不偿失。
3. 刀路粗糙,后患无穷。 尤其在精加工阶段,刀路的合理性直接影响表面质量和工件的最终精度。要注重刀路的光顺过渡,减少提刀和空走,避免在关键区域留下过多的残余材料。在UG里优化进退刀方式,减少切削力突变,能有效提升加工效率和表面光洁度。
本文关键词:复杂曲面加工, 五轴联动, UG编程, 工艺优化, 夹具设计
📍 进阶资源推荐:






















暂无评论内容