
本节课程聚焦于UG NX环境下,针对复杂结构零件设计专用钳口仿形工装的实战技术。当工件包含难以直接夹持的孔洞或其他异形特征时,标准虎钳无法保证装夹刚性。我们通过提取工件轮廓,运用布尔减运算、面替换及偏置操作,快速创建与零件外形精确匹配的定位夹具,确保加工过程中零件定位的稳定性和精度,尤其适用于后续的孔位铣削和精加工。
🔥 提示:实战视频就在下方,点击播放!
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260124102407201-s1.jpg)
仿形工装设计概述与必要性
在CNC加工中,特别是针对具有复杂几何形状或需要加工大直径孔洞的零件,传统的平行钳口夹具可能导致夹持力不足、变形或干涉。本例中的零件因其内部孔洞特征,必须采用定制的仿形工装来提供稳定且无干涉的装夹支撑。仿形工装的核心在于将零件的关键几何特征精确反向复制到夹具基体上。
工装基体环境设置与零件校正
为了不破坏原始零件模型,首先进行环境准备:
1. **图层管理与复制:** 将待加工零件模型复制至独立的UG工作层(例如21层),确保工装设计与原始模型分离。
2. **坐标系对齐 (白正):** 成功的仿形工装设计依赖于正确的基准定位。使用白正功能(UG NX中的模型对齐或定位功能)将零件的关键装夹面或定位面精确对齐到当前的WCS(工作坐标系),确保其主轴方向(如Z轴)垂直于夹具底面。即使模型在视图中看似正位,也必须通过坐标系统一校正,以消除倾斜角度。
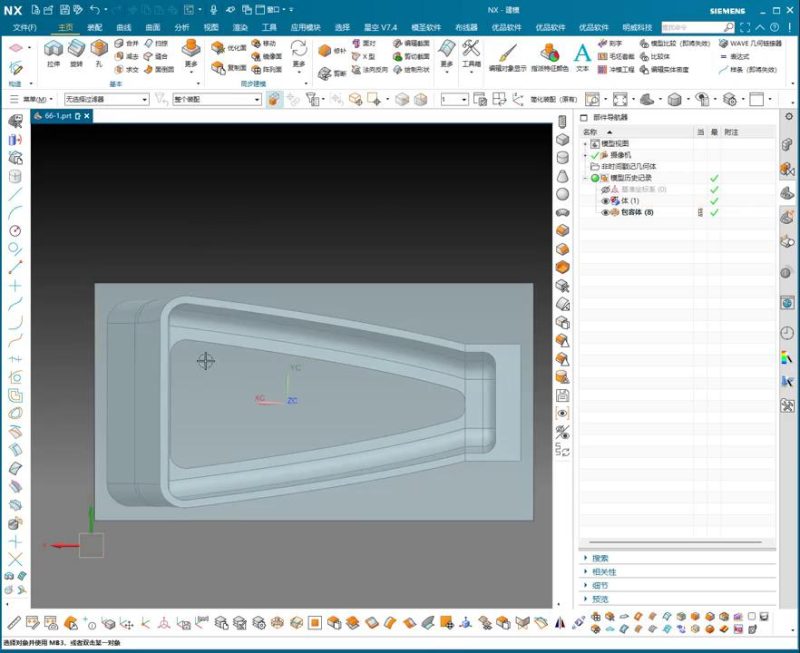
3. **创建初始毛坯 (包容体):** 利用“包容体”功能,基于零件的整体尺寸,快速生成一个实体块,作为仿形钳口工装的初始毛坯。
核心仿形轮廓的生成技术
仿形工装的轮廓生成,即是将零件的外形“印”到毛坯上,主要依赖于布尔运算和几何编辑。
利用布尔减运算创建轮廓槽
1. **定义减材工具体:** 根据仿形面需求,通过拉伸或直接使用零件几何体作为工具体。该工具体应覆盖所有需要仿形的区域。
2. **执行布尔减操作:** 使用“减去”功能,目标体选择工装毛坯,工具体选择零件模型。
3. **关键设置:保留工具体:** 必须勾选“保留工具”选项。如果不保留,原始的零件模型将被消耗掉,无法进行后续操作或检查。布尔减运算后,工装毛坯上即生成了与零件轮廓完全匹配的凹槽。
处理孔洞特征与间隙预留
针对零件中需要被加工或避让的孔洞:
1. **移除内部多余实体:** 由于布尔减运算会将孔洞特征也完整地复制到工装内部,导致零件装配时可能干涉。此时,需要使用**替换面 (Replace Face)** 或**删除面**功能,将孔洞内部的实体面替换为工装基体的平面,或直接删除,使得孔洞区域畅通。
2. **创建装夹配合间隙 (偏置面):** 为确保零件能够顺利装入和取出,并应对加工公差,必须在非定位的仿形面上预留适当的间隙。
* 使用**偏置面 (Offset Face)** 功能,对仿形轮廓面进行微小的外扩偏置(例如0.05mm)。这个间隙确保了零件能可靠地被对侧的标准钳口夹紧,避免仿形工装过度包紧导致定位失败。
后部钳口与特殊特征处理
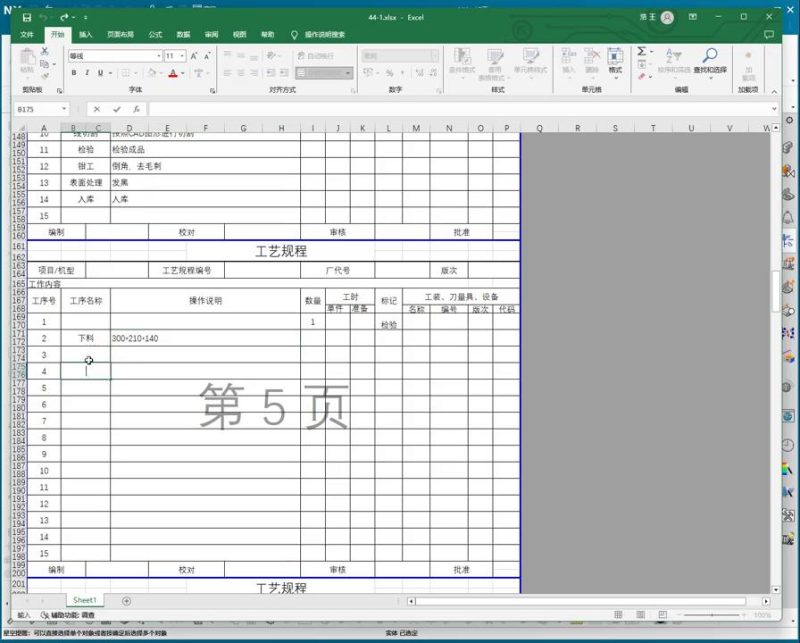
如果零件需要双向仿形(例如前后钳口都需要贴合轮廓):
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260124102409778-s2.jpg)
后部仿形工装的快速构建
1. **重复包容体与对齐:** 对后部夹持面重复白正和包容体的创建步骤。
2. **简化处理:** 一般情况下,后部钳口仅需提供支撑和定位,其轮廓深度和精度要求可能略低于主仿形面。通过`替换面`等操作,确保后部仿形能可靠接触。
确保钻孔路径的净空
针对需要加工的孔洞,必须确保钻头在加工时不会与工装干涉,且切屑能顺利排出:
1. **孔洞扩大与拉伸:** 如果零件有待钻孔,在工装对应位置的孔洞必须大于零件孔径,并向下延伸一段距离(例如5mm),以提供刀具安全行程和排屑空间。这通常通过对孔特征进行拉伸(拉伸辅助面)并与工装再次进行布尔减来实现。
总结与参数移除
完成所有仿形面、间隙和孔洞处理后,工装的几何设计基本完成。最后一步是清理和固化模型:
1. **移除参数:** 移除模型的历史参数,使其成为纯实体,便于后续导入CAM环境进行刀路编程,防止在CAM操作中因参数关联性导致模型意外更改。
2. **透明度管理:** 调整工装的显示设置(如关闭透明度),便于视觉检查最终的轮廓匹配效果。
这种仿形工装虽然结构简单,却是解决复杂零件装夹定位问题的有效且经济的方案,极大地提升了加工效率和精度。
📍 进阶资源推荐:




















暂无评论内容