

**UG NX 1980 加工工艺实例课:1、第一节\_表格出工艺规程技术摘要**
在 UG NX 1980 数控加工环境中,程序编制仅是整个制造流程的一部分。本节教程聚焦于如何系统化地建立和输出零件的“工艺规程”(Process Specification),这是确保产品质量和生产流程规范化的基础。合格的工艺规程是指导操作员、检验员和编程员之间协同工作的核心文件。本课详细讲解了如何通过标准表格模板,将零件从毛坯准备(如下料尺寸、材料验证)到最终入库的每一步骤(工序)进行详尽定义。重点涵盖了工序的合理划分、装夹方式的选择与图示、加工余量的控制,以及关键尺寸和行为公差的检验要求。掌握表格化输出工艺规程,是 UG NX 1980 用户从单纯的编程员晋升为合格工艺工程师的关键技能。
***
## 机械零件加工工艺规程的制定与表格化输出
在实际生产车间中,无论是简单的三轴零件还是复杂的五轴联动结构,UG NX 1980 生成的 NC 程序必须依赖于一份清晰、规范的工艺规程。这份规程不仅确定了加工的先后顺序,还对装夹、刀具选择和质量检验提供了明确的指导。
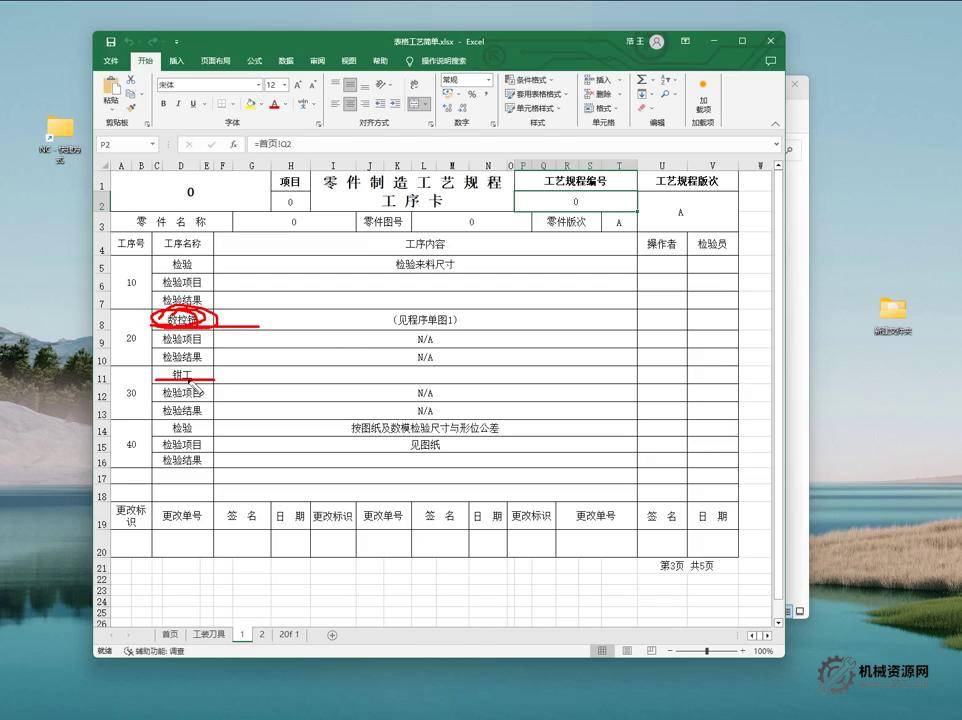
### 一、毛坯准备与初始工序的确定
任何加工流程都始于毛坯(Raw Stock)。工艺规程的第一步必须明确材料类型、毛坯状态(铸件、锻件或下料块)以及毛坯的尺寸公差。
1. **材料验证 (Material Verification):** 在工艺规程首页,必须注明零件的材质(如 304 不锈钢、A6061 铝合金)。
2. **下料与尺寸复核 (Cutting and Size Check):** 如果是自行下料,需在第一或第二工序定义“下料”或“锯切”工序,并给出精确的下料尺寸及允许的余量范围。如果是铸件或锻件,则需进行**来料检验**,确保毛坯尺寸符合图纸要求。
**
 **
**
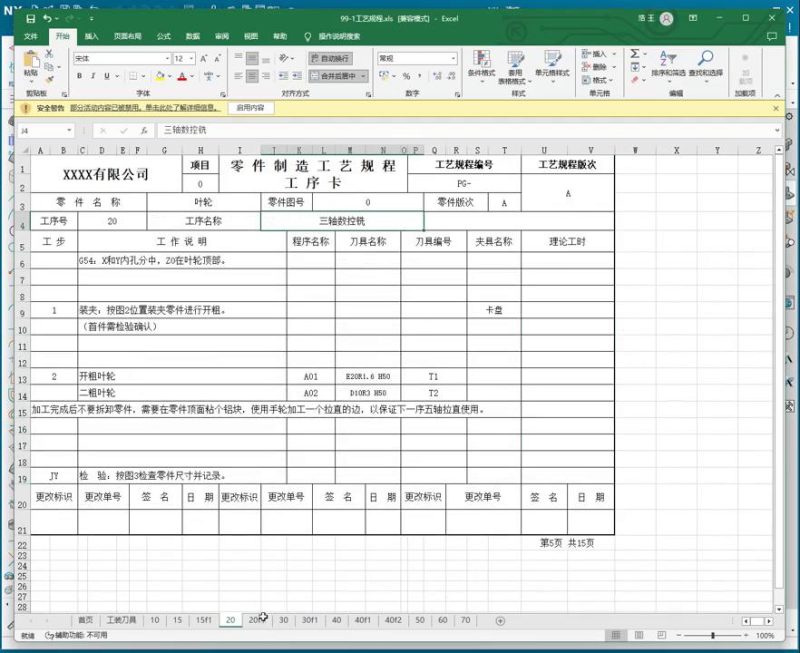
### 二、UG NX 1980 加工工艺实例课:工序划分与排序
工序(GONGXU)的合理划分是保证零件加工质量和效率的关键。一般遵循“先基准,后其他”、“先粗后精”的原则,同时确保装夹次数最少且稳定。
#### 1. 装夹基准的选择 (Datum Selection)
在 UG NX 1980 编程中,建立坐标系(MCS)至关重要。但在工艺规程中,需要明确这个坐标系对应的物理装夹面。
* **第一工序 (GONGXU 10):** 通常用于确定主要加工基准。例如,选择一个大平面作为基准面,进行粗加工铣削,达到一定的平面度和垂直度要求,为后续精加工提供稳定的参考。
* **装夹方式定义:** 必须清晰标注第一工序的装夹方式(如四爪卡盘、专用夹具或虎钳),并注明夹紧位置,防止变形。
#### 2. 工序细节的记录
每道工序都需在工艺规程表格中占据一行或多行,详尽记录以下内容:
| 序号 (No.) | 工序名称 (GONGXU) | 加工部位 (Area) | 刀具编号 (Tool No.) | 夹具类型 (Fixture) | 余量要求 (Allowance) | 重点要求 (Key Requirement) |
| :—: | :—: | :—: | :—: | :—: | :—: | :—: |
| 10 | 下料/来料检验 | 毛坯尺寸 | – | 游标卡尺 | 3 mm | 确保长宽尺寸符合要求 |
| 20 | 粗铣基准面 | 底部平面 | T1 (Φ50 粗铣刀) | 虎钳 (软爪) | 0.5 mm | 平面度 ≤ 0.05 |
| 30 | 粗加工侧面 1 | 外形轮廓 | T2 (Φ16 立铣刀) | 专用夹具 | 0.2 mm | 避免内应力释放变形 |
| … | … | … | … | … | … | … |
* **工序编号:** 建议使用 10, 20, 30… 的间隔,方便在后续流程修改时插入新的工序。
* **刀具信息:** 虽然 UG NX 程序中已有,但工艺文件应明确列出刀具类型(如立铣刀、球刀、钻头)和关键尺寸。
* **加工余量:** 明确该工序完成后应保留的精加工余量。
#### 3. 粗精加工分离与热处理穿插
对于高精度或需要调质处理的零件:
* **热处理工序:** 如果需要热处理(如淬火、回火),必须将其作为独立工序插入到粗加工与精加工之间。
* **精加工工序 (Finishing):** 必须使用稳定的装夹方式,并明确要求达到图纸上标注的表面粗糙度(Ra值)及几何公差(如行为公差、形位公差)。
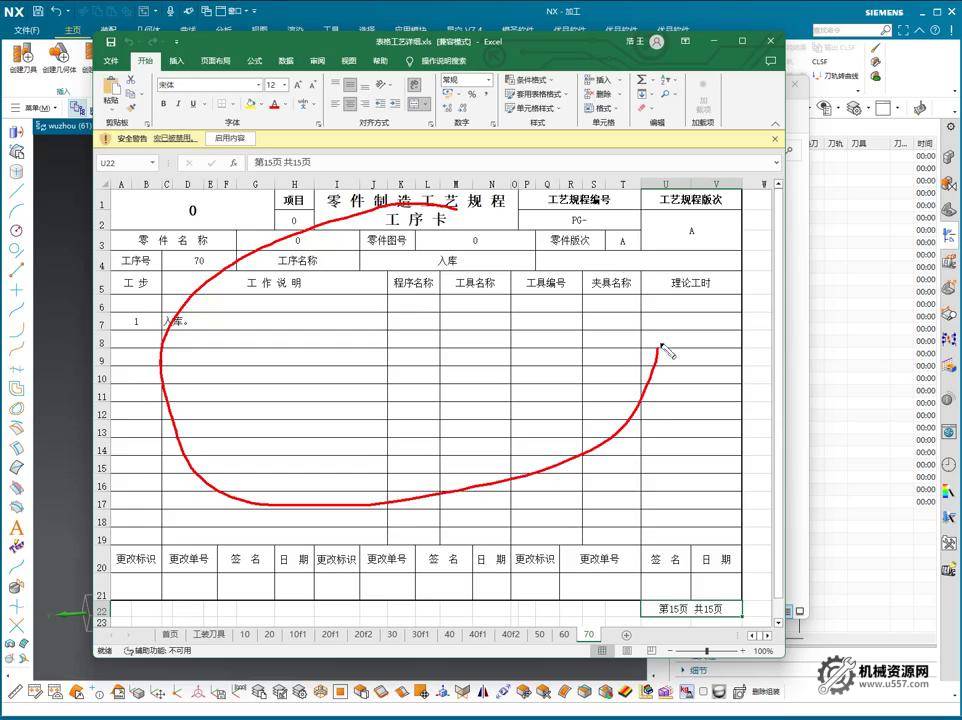
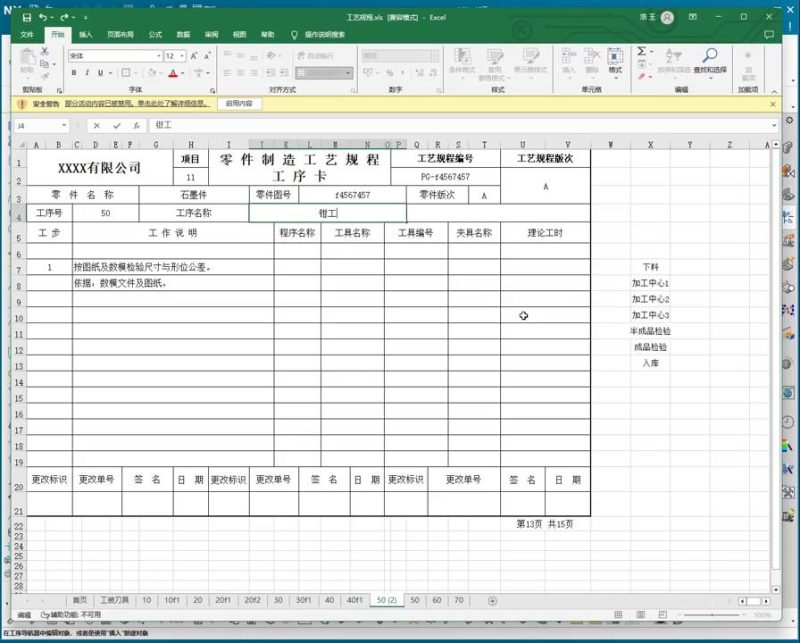
### 三、质量控制与最终检验 (GONGXU 90 & 100)
加工流程的最后阶段是质量控制和包装入库。
1. **过程检验 (In-Process Check):** 可以在关键工序后插入“半成品检验”工序,使用三坐标测量仪或其他精密量具复核关键尺寸。
2. **最终检验 (Final Inspection):** 这是对所有图纸要求的全面复核,包括所有尺寸、公差、表面质量、以及可能存在的表面处理(如阳极氧化、镀层)要求。
3. **入库 (Storage/Packaging):** 最后的工序通常为清洁、防锈、包装或打标,正式进入库存流程。
正确的工艺规程是 UG NX 1980 编程能否转化为合格产品的桥梁,它要求编程员具备系统化的制造工程思维。
***
📍 进阶资源推荐:



















暂无评论内容