
今天咱们聊个实际活儿,不少徒弟在三轴加工完零件,要转到五轴机床上做后续加工时,总是愁怎么保证精度和定位。特别是那些形状复杂、公差要求高的家伙,一旦换个机床,找不准坐标,那前面所有的努力都可能白费。这活儿的难点,就在于如何把三轴机床上加工出来的半成品,精准地定位到五轴机床上,实现无缝衔接。咱们得想个“笨办法”,一个靠谱的工艺方案,来解决这个难题,确保每一个工件都能稳稳当当、精确无误地完成所有工序。这不光考验咱们的经验,更得把UG的本事使出来,把刀路和装夹都安排得明明白白。
项目背景与零件特性
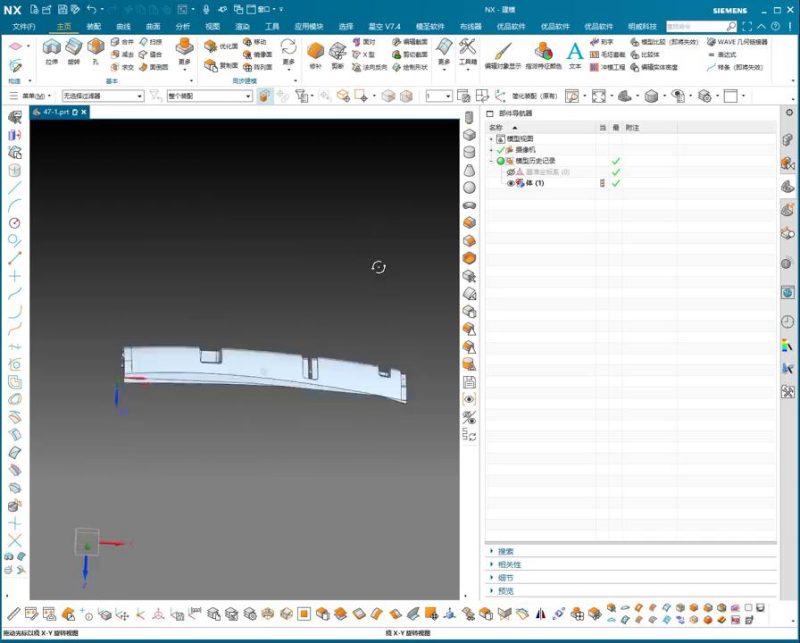
这个活儿啊,通常是遇到一些结构复杂、异形曲面多的航空航天或者医疗器械零件。就拿咱们手上这个航空发动机的导流叶片来说吧,它先得在三轴机床上把大部分的毛坯料给去了,因为三轴效率高,成本也低。但叶片的最终型面,尤其是那些带有倒扣角或者倾斜角的复杂曲面,三轴机床是搞不定的,这时候就得上五轴了。零件材料多是钛合金或者高强度铝合金,这些料子吃刀硬,热变形也敏感,加工过程中稍有不慎,就容易变形报废。所以,如何平稳过渡,不给零件留下“后遗症”,就是摆在咱们面前的头号任务。咱们要确保从粗加工到精加工,从三轴到五轴,整个过程的基准始终如一,精度不跑偏。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260305122445251-s1_1772684680.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
1. 三轴开粗与基准面设定
咱们这个活儿,第一步当然是在三轴机床上把大部分余量给粗加工掉。这里面的关键点,可不是简简单单地铣完就行。在开粗工序的最后,别急着把零件卸下来,咱们得趁着它还在三轴机床上的时候,在零件上加工出一个“工艺基准面”或者“参考块”。就像音频里提到的那个“铝块”一样,这个面必须在不影响后续五轴精加工的关键区域,而且要足够平整、足够大,方便后续五轴机床的探头触碰。这个基准面要用精度高的刀具,以低速高进给加工出来,确保它的平面度、垂直度都达到要求。为了以防万一,我通常还会让徒弟们在这个基准面上用小刀刻上一条细线或者一个十字标记,万一“铝块”磕碰了,这条线也能做个备用参考,心里有底。
2. 零件转运与五轴精确定位
三轴的活儿干完,零件小心翼翼地从夹具上卸下来。转运到五轴机床上,得重新装夹。这时候,咱们就要用上前面在三轴上加工出来的那个基准面了。把零件固定在五轴的夹具上,确保它大致到位。然后,启动五轴机床的探测系统,用探头精准地触碰那个基准面。通过探测获取的坐标信息,机床就能自动计算出零件在五轴机床上的精确位置和姿态。这一步,行话叫“拉直”。“拉直”的目的是消除人工装夹可能带来的微小角度偏差和位置偏差,确保五轴刀路与零件的实际位置完全吻合。这一下,零件就仿佛回到了三轴上的原始状态,咱们的UG程序才能跑得准,刀路才能贴合得严丝合缝。
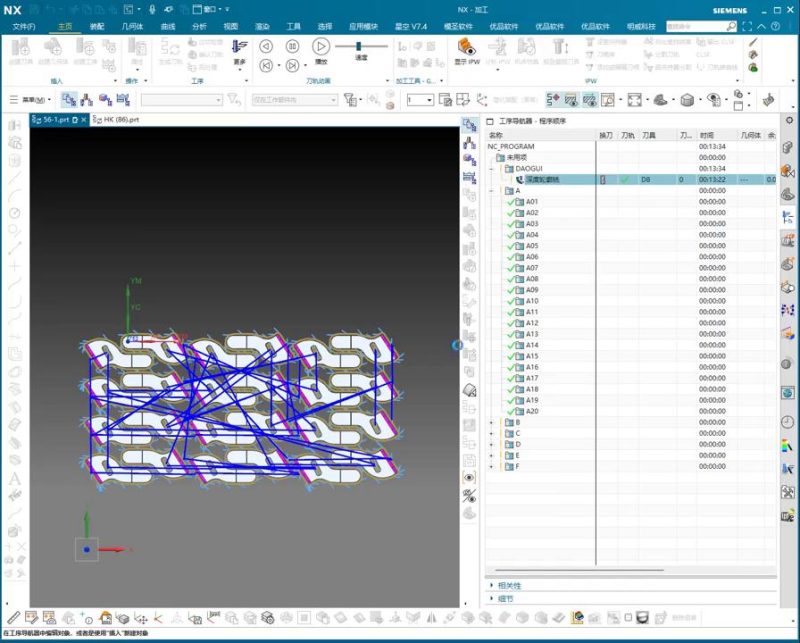
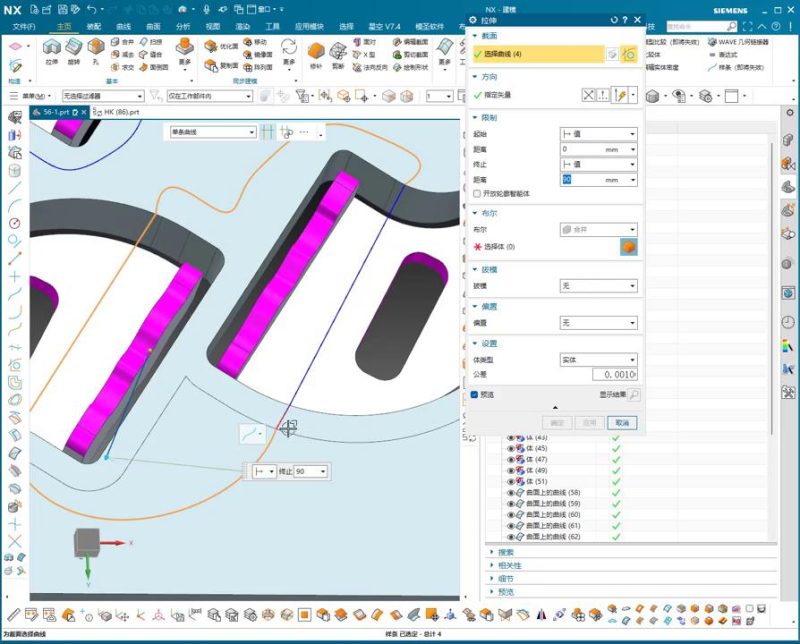
3. UG五轴精加工刀路与优化
定位没问题了,咱们在UG里编好的五轴精加工程序就可以上场了。对于导流叶片这种复杂型面,UG的五轴联动编程是优势,能算出最优的刀路,避开干涉,减少空刀。在编程时,我会特别注意刀具的选择,像球头铣刀、桶形刀等等,针对不同的曲面和加工要求,选用最合适的。刀路策略上,尽量保证刀具与工件的接触点连续平滑,避免急停急转,这样能减小加工振动,提高表面光洁度,对薄壁件尤其重要。同时,进给速度和主轴转速也得根据材料特性、刀具磨损情况进行实时调整,把热变形的风险降到最低。UG仿真模拟再真实,实际操作时,也要留心观察,确保万无一失。
4. 去毛刺与最终检验
五轴精加工完成后,零件通常还会有一些细微的毛刺,特别是边缘和接合处。这时候,得进行精细的去毛刺处理,可以用手工修磨,也可以用一些小型的气动工具,务必做到不伤及已加工表面。最后,就是最重要的环节——质量检验。用三坐标测量仪(CMM)对关键尺寸、型面精度、表面粗糙度进行全面检测。只有数据合格,零件才能算是真正完成了。这个步骤,也是对咱们整个加工流程和工艺方案的最终验证。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260305122446696-s2_1772684680.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 基准面设计与加工精度的严格控制
徒弟们,你们在三轴机床上加工那个辅助基准面(无论是“铝块”还是一个平整面)的时候,千万不能马虎。它的平面度、垂直度,跟机床基准面的平行度等等,直接影响你后续五轴的定位精度。选位置要考虑方便探头探测,避开关键区域,加工时要用新刀,转速、进给都要控制好,确保这个面是“一丝不苟”的。这步要是“差不多”,那到了五轴,哪怕是微小的偏差都会被放大,最终影响整个零件的精度。
2. 装夹方案的稳定性和重复定位精度
五轴机床的装夹,是个大学问。零件从三轴转到五轴,重新装夹时,务必要保证夹具的牢固性、刚性以及重复定位精度。定制的专用夹具是首选,如果用通用夹具,也要确保夹持力均匀,不能把零件夹变形了。每次装夹前,清理干净所有接触面是基本功,一点点细小的切屑、油污都可能导致基准面与夹具接触不良,进而影响定位精度,所以,细节决定成败。
3. 编程与实际机床联动的高度校验
在UG里编好的五轴程序,在实际机床上运行前,一定要进行充分的校验。不光是软件里的模拟仿真,更要进行机床的“空跑”验证。观察刀具轨迹、轴联动情况、换刀点、安全距离等,确保没有任何碰撞风险和异常动作。特别是复杂曲面的刀路,要仔细检查,看看刀具有没有“蹭”到不该碰的地方,轴运动是不是平顺。因为再好的编程软件,也无法完全模拟机床的真实状态,实际与虚拟之间的差异,只能靠经验和细致的校验来弥补。
本文关键词:五轴加工,工艺方案,UG编程00:00
📍 进阶资源推荐:





















请登录后发表评论
注册
社交账号登录