
本技术文章基于《UG NX 1980 加工工艺实例课:37、第三十七节课_案例、工艺规程工艺讲解》音频内容,详细阐述了UG NX环境下复杂零件的加工工艺规划与编程实践。课程聚焦于一个具体案例,深入探讨了从毛坯准备、工装夹具管理到具体加工路径(如开粗、消孔)的策略。文章特别强调了在编程过程中对关键定位元件(如定位销)的安全操作要求,以及如何优化程序结构以提高加工效率和安全性。通过实例解析,旨在为读者提供UG NX加工工艺规程编制的实战指导。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130000111361-s1_1769702462.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130000112439-s2_1769702462.jpg)
UG NX 1980 加工工艺概述
工艺规程的重要性
在UG NX 1980版本的加工工艺实例课程中,第三十七节课重点讲解了如何根据具体案例制定和优化加工工艺规程。这份规程不仅是指导数控加工的关键文档,更是确保产品质量和加工效率的依据。本次课程的核心在于理解并正确应用各项工艺参数和操作流程。
案例背景与关键组件
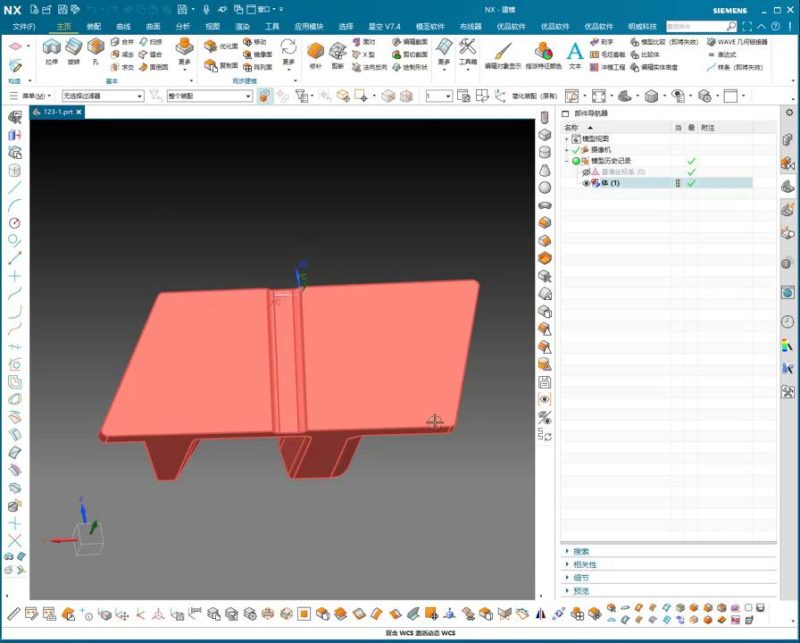
本次案例所涉及的零件加工,首先要识别其关键组成部分,包括毛坯件、工装夹具以及可能用到的压板。在UG NX环境中,我们通常会先隐藏毛坯,仅显示工装,以便于后续的程序编写和路径规划。压板等辅助工装则可在制图阶段自行绘制并集成到设计中。整个加工过程围绕着一个核心特征——消孔(reaming/boring hole)展开,后续的编程都将以此为基础。
加工步骤与工具管理
工装与毛坯的初始处理
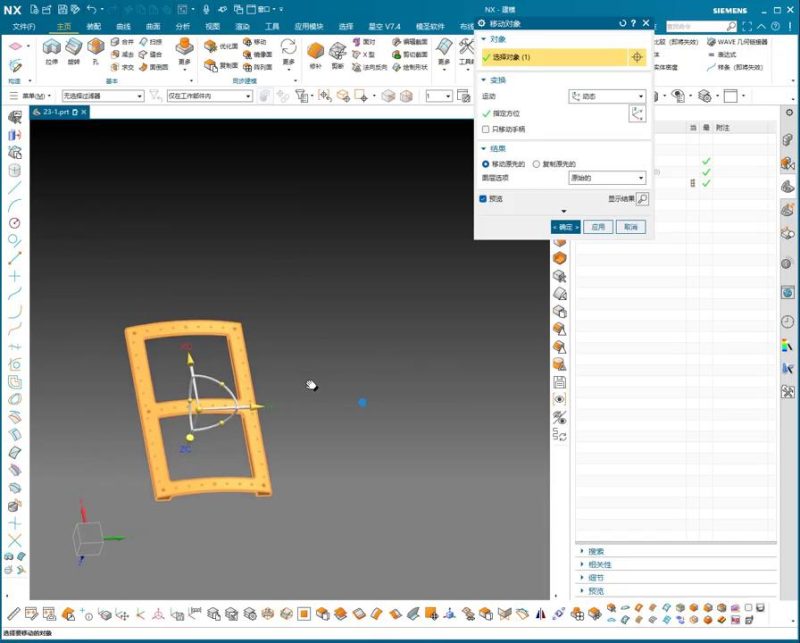
在UG NX编程初期,对视图和组件的管理至关重要。例如,通过将不必要的毛坯件隐藏,仅显示当前需要加工的工装,可以有效简化操作界面,避免视觉干扰。当需要时,只需简单切换图层或显示状态即可将其重新显示。这种管理方式有助于工程师专注于当前的加工任务,提高编程效率。
加工操作的规划与命名
加工操作的规划通常按照编号进行,例如本节课提及的“30”、“40”等,这些编号代表不同的加工阶段或刀具路径。在命名加工程序时,需清晰地标注其主要目的,例如“以消孔分中心”,这表明该操作以消孔特征为基准进行定位或加工。清晰的命名规范能极大地提高程序的可读性和维护性。
开粗操作的编程细节
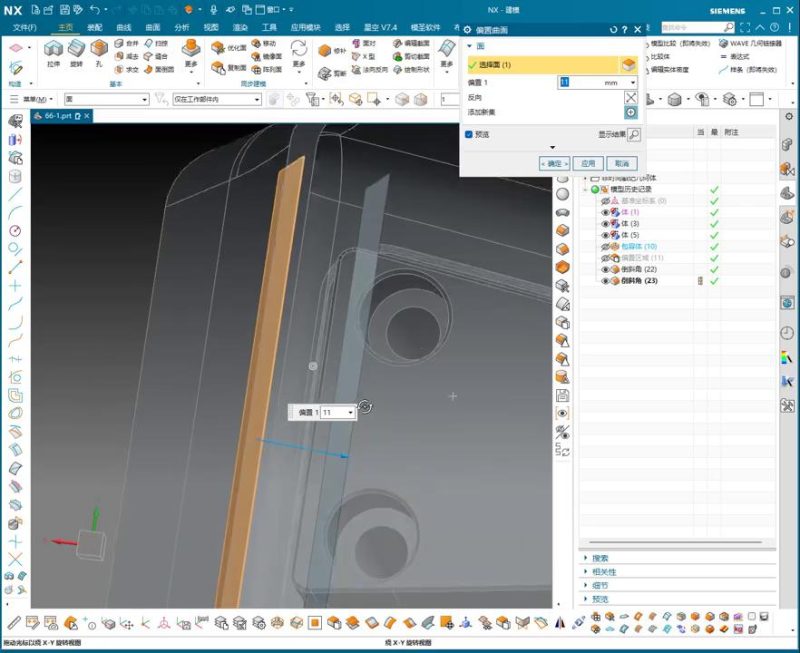
开粗(roughing)是去除大部分余量的关键步骤。在本案例中,开粗操作可能针对消孔进行,其编程需确保高效且安全。例如,可以设定一个粗略的余量值,如0.2mm,为后续的精加工留足空间。在UG NX中,通过选择合适的刀具和切削参数,可以生成优化的开粗路径。
关键工艺考量与程序编写
定位销的管理与安全须知
本节课特别强调了一个关键的实战经验:在进行开粗(粗加工)操作之前,务必将定位销拔出。定位销通常用于精确固定工件,但在某些粗加工过程中,其存在可能会与刀具发生干涉,导致刀具损坏、工件报废甚至安全事故。因此,确保在运行相关程序前,手动移除或调整定位销是极其重要的安全操作步骤。这一点必须在工艺规程中明确注明。
夹具的安装与零点设定
夹具的安装应严格按照图纸(例如“按图4”)指示的位置进行。正确安装夹具是保证加工精度的前提。同时,加工零点的设定也需与夹具位置和工件特征(例如以工装顶面为零点,或以消孔面为零点)精确对应。在UG NX中,可以灵活设定不同的加工零点,但必须与实际的机床操作保持一致,确保程序的准确执行。
程序合并与优化
为了提高程序的简洁性和效率,可以考虑将功能相似或使用相同刀具的程序段进行合并。例如,如果多个孔的粗加工都使用相同的刀具和切削参数(如B10-A50),则可以将它们合并到一个程序中。但合并的前提是不能牺牲程序的清晰度和可控性。对于需要明确区分的步骤,如开粗与精加工,仍应保持独立,或通过注释加以区分,确保操作人员能理解每一步骤的目的。
本节避坑总结
1. 定位销操作安全优先: 在任何粗加工(如开粗)开始前,务必检查并移除与刀具路径可能发生干涉的定位销。未能执行此步骤可能导致严重的刀具损坏、工件报废及人身安全风险。在工艺文件中应明确标记此步骤。
2. 程序命名与注释清晰: 编写UG NX程序时,务必采用清晰、一致的命名规则(例如按操作类型、刀具编号或加工特征命名),并辅以必要的注释,特别是对于加工零点、刀具参数和特殊操作(如“以消孔分中心”)。这能极大地提高程序的可读性、可维护性和团队协作效率。
3. 合理合并程序段: 对于使用相同刀具和相似加工参数的连续操作(例如多个孔的粗加工),可以考虑将其合并到一个程序段中,以减少机床换刀时间,提高整体加工效率。但在合并时,需确保操作逻辑清晰,不影响程序调试和错误排查。
本文关键词:UG NX, 加工工艺, 数控编程, 定位销, 开粗, 消孔, 工艺规程, 工装夹具, 加工零点00:00




















暂无评论内容