
此技术文章根据《UG NX 1980 加工工艺实例课:38、第三十八节课_案例、工艺规程工艺制图讲解》音频内容撰写。
本技术文章回顾了“UG NX 1980 加工工艺实例课”第38节课,该课程详细讲解了在UG NX环境中如何制定加工工艺规程并进行工艺图纸的绘制。文章重点介绍了制图环境的搭建与图层管理,关键特征(如螺丝孔、销孔)的绘制与精确标注,以及如何通过文字说明详细规划加工工艺流程,包括工装固定、零件定位和压板夹紧的具体操作与注意事项。通过本节课程的学习,读者可以深入理解UG NX在CNC加工工艺规划与图纸表达中的实际应用。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130020603240-s1_1769709953.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130020604893-s2_1769709953.jpg)
UG NX 1980 加工工艺实例课:工艺规程与制图详解
引言:UG NX在加工工艺中的应用
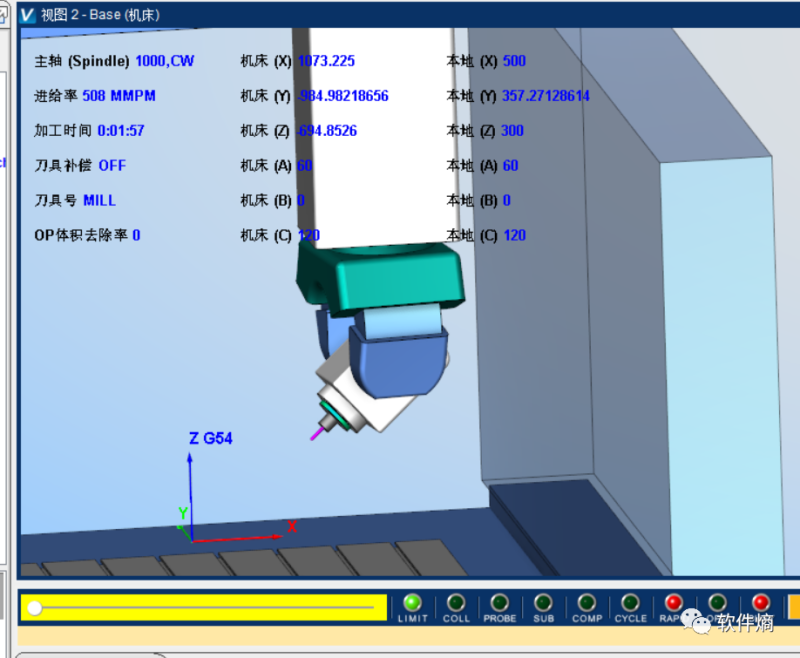
本节课程深入探讨了在UG NX 1980环境下,如何进行数控加工工艺规程的制定与工艺图纸的绘制。UG NX作为一款强大的三维CAD/CAM/CAE软件,在现代CNC加工中扮演着至关重要的角色。通过本节课的学习,我们将理解如何利用其制图功能,将复杂的加工步骤和夹具设计清晰地呈现在图纸上,确保生产过程的准确性和高效性。课程内容涵盖了从图纸的创建、元素的绘制到工艺步骤的详细标注,为后续的加工实践打下坚实的基础。
制图环境搭建与基础操作
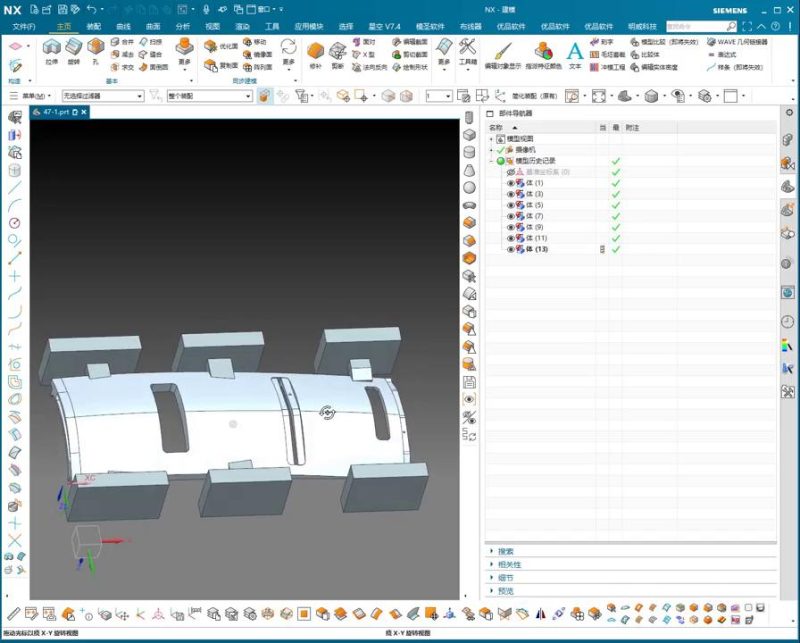
在UG NX中开始工艺制图时,首先需要进入制图模块,并设置合适的图纸页面。课程中演示了将现有图纸元素(例如“图4”)复制并放置到目标图层(例如“图层12”)的操作,这对于复用设计和保持图纸一致性非常有用。随后,我们学习了如何新建一个图纸页,并根据实际需要调整视图的比例(例如从默认比例调整为1:2)和在图纸上的位置,以确保工件和夹具的整体布局清晰可见。这些基础操作是确保所有工艺细节都能准确传达的前提。
关键特征的绘制与标注
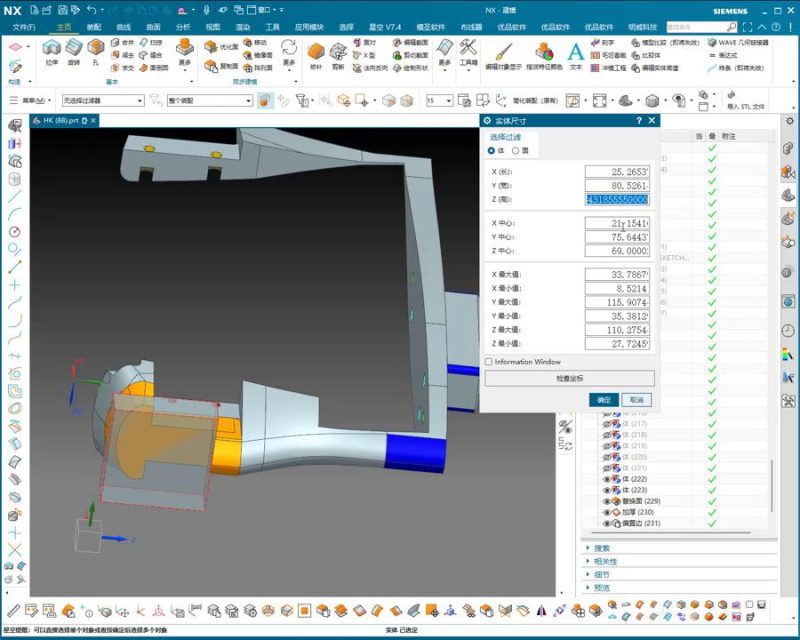
本节课的核心内容之一是工装(夹具)上关键特征的精确绘制与标注。这包括螺丝(螺丝孔)、定位销(销孔)以及用于固定工件的螺丝孔(螺丝固定工装)。老师强调了使用“终止对象”来选择和定义这些特征。特别地,对于多个相似特征,如“螺丝孔1”和“螺丝孔2”,需要进行明确的编号,这对于在加工过程中区分不同的操作顺序和夹紧点至关重要。此外,课程还详细介绍了如何绘制和标注坐标系,以及添加描述性的文字说明,例如“J工装销孔顶面定位”,以明确特定特征的定位基准。这些细致的标注确保了操作人员能够准确理解每个特征的功能和位置。
工艺流程的规划与文字说明
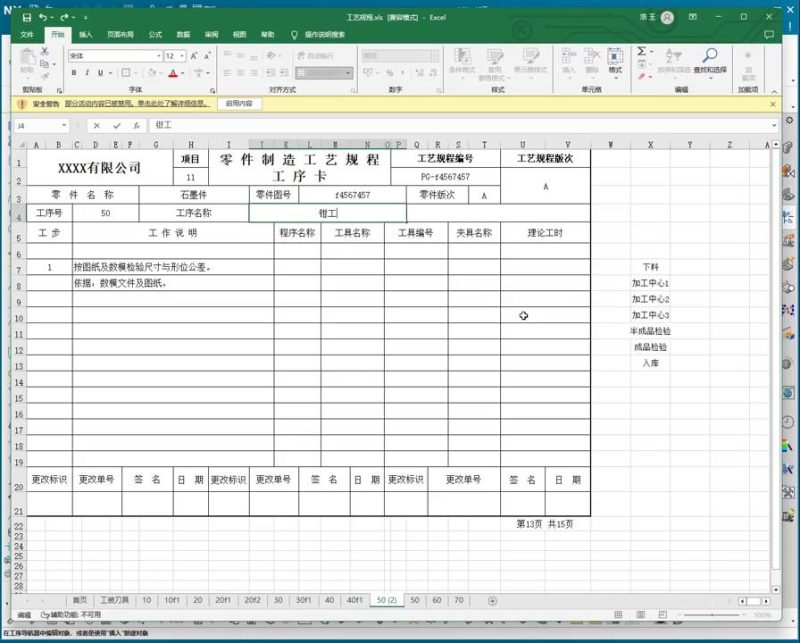
在完成图纸绘制后,关键是结合图纸内容,对整个加工工艺流程进行详细的文字说明。课程中将加工步骤拆分为多个阶段,并逐一进行文字描述:
1. 第一步:工装的初始定位与固定。 首先需要“拉直工装”,然后使用螺丝将工装“固定”在机床上,确保加工的稳定性。这里提到了“螺丝固定工装”的概念,即利用螺丝将夹具牢固地安装到位。
2. 第二步:销孔的分中与定位。 接着,通过“销孔进行分中”,即使用定位销孔对工件或夹具进行初始的找正和中心定位。特别提到了“J销孔顶面定位”,这可能指示了某个特定销孔在顶面的定位作用。
3. 第三步:零件的放置与销孔定位。 将“零件放置在工装顶面”,并利用“销孔定位”来精确固定工件的位置。这意味着销孔在此阶段起到关键的几何约束作用,防止工件在加工过程中发生位移。
4. 第四步:压板的运用与选择性夹紧。 最后,使用“压板”来提供额外的夹紧力。课程中强调了“螺丝孔1压板固定工件”,而“螺丝孔2不压板”的策略。这种选择性夹紧通常用于避免对工件某些区域施加不必要的压力,或为后续工序留出空间。此外,对于压板的尺寸,尤其其长度,课程明确指出“不能超过30”的限制(最终调整为25或30),这体现了对夹具干涉和安全性的考量。
下一工序的展望
本节课主要完成了当前工序的工艺图纸和文字说明。老师在课程结束时指出,下一节课将继续深入讲解后续工序的规划和制图。这意味着在CNC加工工艺中,通常需要对每个加工阶段进行详细的规划,包括不同的夹紧方式和定位策略,以适应工件在不同加工阶段的形状和精度要求。
本节避坑总结
1. 图层与视图的精细化管理:在UG NX制图中,务必将不同类别的元素(如工件轮廓、夹具组件、尺寸标注、文字说明、坐标系等)分别放置在独立的图层中,并善用命名规范。同时,利用UG NX的视图功能,为不同的观察角度或局部放大创建专用视图。这种做法能显著提升图纸的可读性和编辑效率,避免在修改或审核时因元素混叠而导致误操作或难以定位。
2. 定位特征的明确编号与标注:对于螺丝孔、销孔等关键定位与夹紧特征,在图纸上进行精确绘制的同时,必须辅以清晰的编号(如“螺丝孔1”、“螺丝孔2”)。在工艺说明中,应详细阐述每个编号特征的功能(如用于固定、定位或不夹紧)及加工顺序。这种明确的标识有助于消除歧义,指导操作人员准确执行工艺步骤,从而有效避免因误解而引发的定位误差或加工事故。
3. 夹紧元件尺寸的严格限定与验证:在设计夹具并使用压板等夹紧元件时,其尺寸(特别是长度)应根据工件和加工空间进行周密考量,并在图纸上明确标注限制值(例如“压板长度不能超过30”)。实际应用中,建议通过仿真或人工检查,确保夹紧元件在最大行程和工作状态下不会与工件、刀具或其他夹具部件发生干涉。忽略此环节可能导致设备损坏、工件报废,甚至安全事故。
本文关键词:UG NX,加工工艺,工艺规程,制图,夹具设计,螺丝孔,销孔,定位,压板,CNC加工00:00





















暂无评论内容