
本次咱们要深入探讨的,是一个加工难度不小的复杂零件。这活儿的特点就是结构紧凑,曲面变化多,尤其是局部区域的坡度相当“陡峭”,加上整体尺寸较高,这就给刀路规划带来了实打实的挑战。作为UG的老用户,咱们得充分利用它在复杂曲面建模和五轴联动编程上的优势,精打细算每一刀,确保加工效率和精度。今天的重点,就是如何巧妙地处理深腔高壁的加工难题,特别是要防止刀柄与毛坯或已加工区域发生干涉,确保刀路顺畅,最终交出一个让客户满意的活儿。
项目背景与零件特性
咱们今天聊的这个活儿,是一个典型的高壁、深腔零件。从UG模型上看,它的曲面变化非常大,尤其是某些区域,坡度甚至达到了“陡峭”的级别,这给刀具的选择和刀路规划带来了不小的挑战。最关键的,是这个零件的整体高度很高,内部型腔又深,这就意味着刀具伸出长度会比较大。咱们加工这种件,首要考虑的就是如何避免刀具的刀柄在切削过程中撞到毛坯或者已经加工好的侧壁。虽然客户出于保密,模型上的一些特征被简化了,但这不影响我们探讨核心的加工策略和避让方案。面对这样需要高精度和稳定性兼顾的活儿,每一步都得想清楚了。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260224100446819-s1_1771898681.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
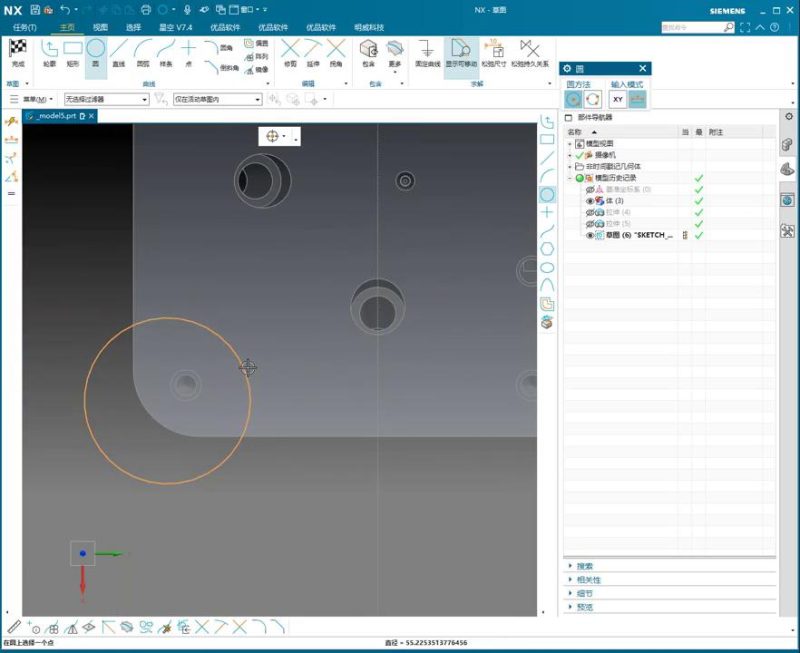
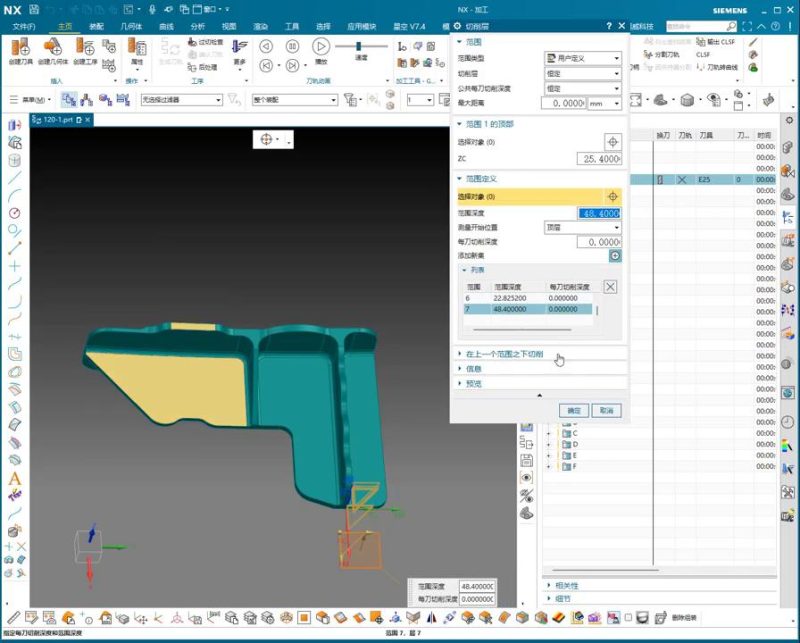
既然咱们知道零件的难点在哪,那就得对症下药。首先在UG里,咱们得把零件的外形边界准确地提取出来,这是所有刀路的基础。面对这种高大的零件,粗加工阶段,我通常会选用较大的平底刀或者球头刀,比如咱们提过的32毫米的刀具,配合“深度轮廓洗”策略,先把大面积的料带走,尤其要确保刀柄在下刀和侧向进给时,不会碰到毛坯。这里头就得计算好安全的退刀距离和毛坯余量,别急于求成。然后,针对那些“很陡峭”的区域和深腔,我们会创建第二条、甚至第三条刀路。比如,用12毫米或10毫米的刀具,甚至更小的,去清理那些大刀够不着、或者刀柄会撞到的地方。关键在于刀路要做到循序渐进,分层吃刀,同时结合边界的偏移量,让刀具能够顺畅地下到最深处,而不是一根筋到底。特别要注意的是,当毛坯比较高时,刀柄的避让是重中之重,必要时要反复模拟,确保万无一失。通过多条刀路衔接,逐步逼近最终尺寸,确保表面质量。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260224100448552-s2_1771898681.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 刀柄干涉
这个是老生常谈了,尤其是在加工深腔高壁零件时,刀具伸出长,刀柄碰到毛坯的风险极大。咱们在UG里规划刀路时,必须用“刀柄避让”功能,或者主动规划多层边界和刀路,确保刀柄始终处于安全距离。切记,模拟再多次也不为过!
2. 陡峭区域加工策略不当
面对高坡度区域,如果一味地用大刀强行加工,不仅表面质量难保证,还容易造成刀具崩刃甚至断刀。正确的做法是分步走,先用稍大刀具粗清,再换小刀具进行精加工,且吃刀量要小,进给速度要稳,配合合适的进退刀方式,避免切削冲击。
3. 毛坯余量控制不精准
粗加工和精加工之间的余量,必须算得精准。余量太大会导致精加工压力大,刀具磨损快;余量太小,则容易出现过切或加工不到位。特别是像咱们说的“负一”这种特殊要求,更要在前期设置好,一步到位,减少返工。
本文关键词:复杂曲面加工, UG编程, 5轴联动, 刀柄避让, 深腔加工00:00
📍 进阶资源推荐:





















暂无评论内容