
UG NX 1980 加工工艺实例课:41、第四十一节课 案例、零件工艺流程全序讲解
本篇文章详细阐述了如何运用UG NX进行CNC加工工艺规划,重点聚焦于一个具体零件的全序工艺流程讲解。从零件的初步分析、毛坯确定,到核心加工工序的分解,如面铣削、线切割外形与内腔、卧式四轴加工孔位,再到辅助精加工(去毛刺、倒角、攻丝、表面处理),直至包装入库,形成了一套完整的生产路径。文章强调了在复杂零件加工中,选择最佳加工方案而非盲目依赖单一机床的重要性,并展示了如何创建和导出工艺流程表及线切割所需的几何数据。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130100623517-s1_1769738769.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130100624764-s2_1769738769.jpg)
UG NX 加工工艺实例课:零件工艺流程全序讲解
引言:优化加工策略的重要性
在CNC加工领域,对零件进行深入的工艺分析和制定合理的加工策略是确保生产效率和产品质量的关键。本节课程以一个具体零件为例,引导学员从宏观视角审视零件特性,例如其厚度(75mm)及可能存在的难清角(即需要特殊加工或倒角的区域)。课程强调,在面对复杂零件时,首要任务是进行全面的工艺规划,而非直接考虑特定的机床设备。合理的工艺路线能够有效规避加工难题,降低成本,提高生产效率。
零件分析与毛坯确定
对零件的详细分析是工艺规划的起点。该零件的最终尺寸确定后,需要根据其长、宽、高(例如188x150x85mm),并预留适当的加工余量(例如每面5mm),来确定初始毛坯的尺寸。材料的选择同样关键,本案例选用的是常用的45号钢。毛坯的精确尺寸确定是后续所有加工步骤的基础,确保了足够的材料进行去除,同时避免了材料浪费。
核心加工工序分解
针对本零件的特性,我们制定了以下核心加工工序:
第一步:下料
这是加工流程的首个环节。根据确定的毛坯尺寸,将原材料切割成符合要求的粗坯。
第二步:面铣削上下表面
在下料完成后,接下来是对毛坯的上下两个平面进行面铣削加工。此步骤的目的是将粗糙的上下表面加工到图纸所要求的精确尺寸,确保零件的基准面平整度和尺寸精度。例如,将毛坯的85mm厚度铣削至最终75mm的厚度。
第三步:线切割外形轮廓与内腔
由于零件可能包含复杂的外部轮廓和内部型腔,线切割(Wire EDM)被选为高效且高精度的加工方法。此工序将根据UG数模或提供的CAD图纸,精确地切割出零件的外部轮廓和内部结构。这种方法特别适用于形状复杂、精度要求高的特征。在UG NX中,可以将所需的几何图形导出为DXF或DWG格式,供线切割机床使用。
第四步:卧式四轴加工孔位
对于零件侧面分布的孔位,特别是当孔位分布在多个侧面时,采用卧式加工中心配合卧式夹具(卧夹)和四轴联动功能是极为高效的策略。通过一次装夹,即可利用四轴旋转功能加工零件的所有四个侧面的孔,避免了多次装夹带来的定位误差和时间消耗,极大地提高了加工效率和精度。相较于立式夹具需要多次翻面装夹,卧夹的优势尤为明显。
辅助与精加工工序
核心加工完成后,还需要一系列辅助和精加工工序来完善零件。
第五步:钳工去毛刺与倒角
机加工后,零件边缘通常会产生毛刺。通过钳工的精细操作,进行人工去毛刺和倒角,以提高零件的表面质量和安全性。
第六步:攻丝与底孔加工
如果零件设计有螺纹孔,则需要进行攻丝操作。通常,在进行攻丝之前,会先钻取相应尺寸的底孔。此步骤可以在卧式加工中心上完成,也可由钳工辅助完成。
第七步:表面处理
根据零件的使用环境和功能需求,进行相应的表面处理。例如,本案例中提到的发黑处理,常用于钢件,以提高其耐腐蚀性和美观度。
第八步:包装入库
所有加工和处理完成后,对零件进行清洁、检验合格后,按照标准进行包装,并最终入库。
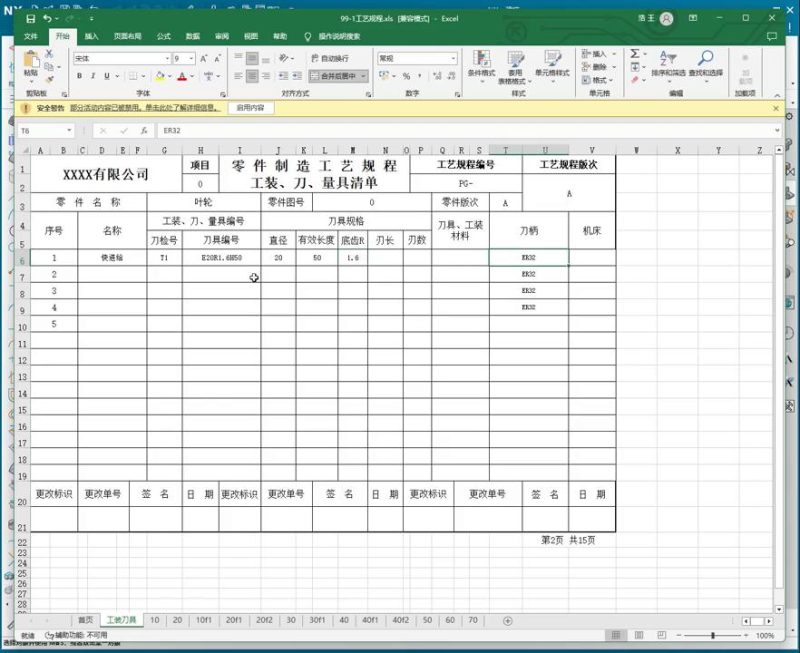
UG NX 中工艺流程表的创建与导出
在UG NX中,可以方便地创建和管理零件的加工工艺流程表。课程中演示了如何选择一个简化的工艺流程模板(区别于详细的工艺规程),并将其命名(例如“41-1”)后粘贴到图纸的后面。这张流程表会详细列出从下料到包装入库的每一个工序。
此外,对于需要外部加工(如线切割)的环节,UG NX支持将零件的几何图形导出为业界通用的CAD格式(如DXF或DWG)。操作员只需在UG NX中创建新的图纸,将需要切割的线条(外轮廓、内腔)导入,然后导出即可。这种方式确保了加工数据与设计模型的一致性,简化了线切割程序的准备过程。
本节避坑总结
1. 策略先行,设备辅助: 在启动任何CNC加工项目前,务必投入足够时间进行全面的工艺规划。不要局限于现有设备的直接应用,而是应首先分析零件的几何特征、材料特性及精度要求,从全局角度制定最优的加工策略,再根据策略选择或优化设备及夹具方案。
2. 融合多项技术,提升效率: 对于复杂零件,单一的加工方式往往效率低下或难以满足精度。本案例通过面铣削(平面加工)、线切割(复杂轮廓与内腔)和四轴加工(多面孔位)的结合,最大化了各加工技术的优势。实战中应灵活运用复合加工技术,以期达到最佳的成本效益和生产周期。
3. 精细化流程文档与数据传输: 详细的工艺流程表不仅是指导生产的纲领,也是质量追溯和工艺改进的基础。同时,对于需要外部协助(如线切割)的工序,应利用UG NX等CAD/CAM软件的强大功能,精确导出相关几何数据(如DXF/DWG),确保信息传递的准确性和无缝对接,避免因数据格式或理解偏差导致的生产错误。
本文关键词:UG NX,CNC加工,工艺规划,线切割,四轴加工,面铣削,毛坯,工艺流程表,避坑总结,发黑处理00:00




















暂无评论内容