
本文深入探讨了UG NX 1980加工工艺实例中的一个关键应用:利用激光切割技术对小型零件进行高效的工艺流程讲解。针对传统加工中心在处理薄、小、多孔或复杂形状零件时存在的效率低下和设置繁琐等问题,文章详细阐述了激光切割作为一种高效、精确的解决方案。从零件的尺寸分析、大板排版策略到具体工艺步骤(下料、去毛刺、表面处理及入库),以及工艺文件编制的关键要点,本文提供了全面的技术指导,并强调了基于三维实体模型进行加工的重要性,以及标准化工艺流程的复用价值。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130170122670-s1_1769763668.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260130170123834-s2_1769763668.jpg)
UG NX 1980 加工工艺实例课:零件工艺流程激光切割讲解
引言:小零件加工挑战与解决方案
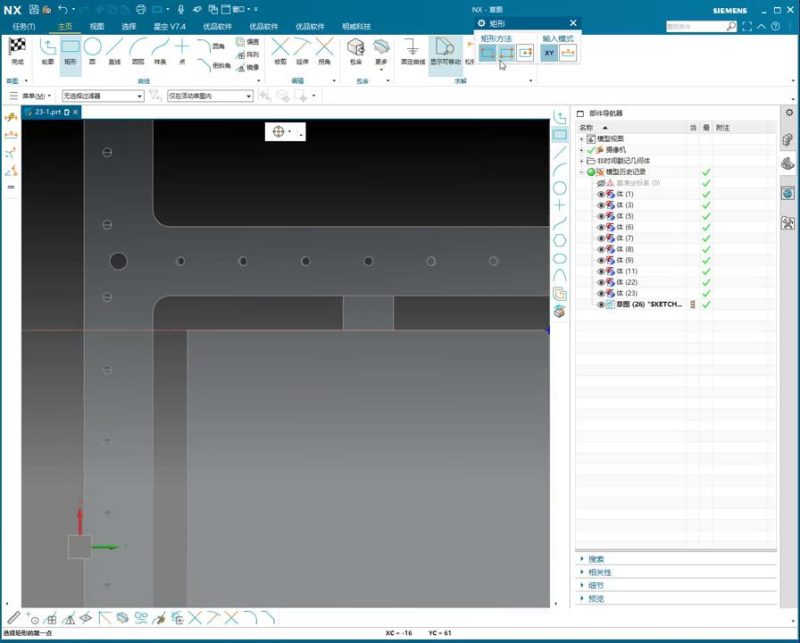
在CNC加工领域,尤其是在UG NX编程环境中,针对不同类型的零件选择最合适的加工方式至关重要。对于那些尺寸特别小、材料较薄、且包含大量孔洞或复杂轮廓的零件,传统的加工中心(如三轴、四轴、五轴加工中心)虽然功能强大,但在实际操作中却可能暴于出效率低下、成本高昂的问题。例如,一个尺寸仅为201x30x6mm的薄板零件,如果使用加工中心进行铣削或钻孔,可能需要多次装夹、复杂的刀具路径规划,并容易产生变形或毛刺,从而大大增加加工时间和难度。
面对这类挑战,激光切割技术提供了一种卓越的解决方案。激光切割以其高精度、高效率、非接触式加工的特点,能够直接从大板材上快速、精确地切割出所需零件的轮廓,有效避免了传统机械加工的诸多弊端,特别适用于薄板零件的批量生产。
UG NX 零件工艺流程设计与激光切割策略
对于一个适合激光切割的小型零件,其工艺流程设计应充分利用激光切割的优势。
零件特点与尺寸分析
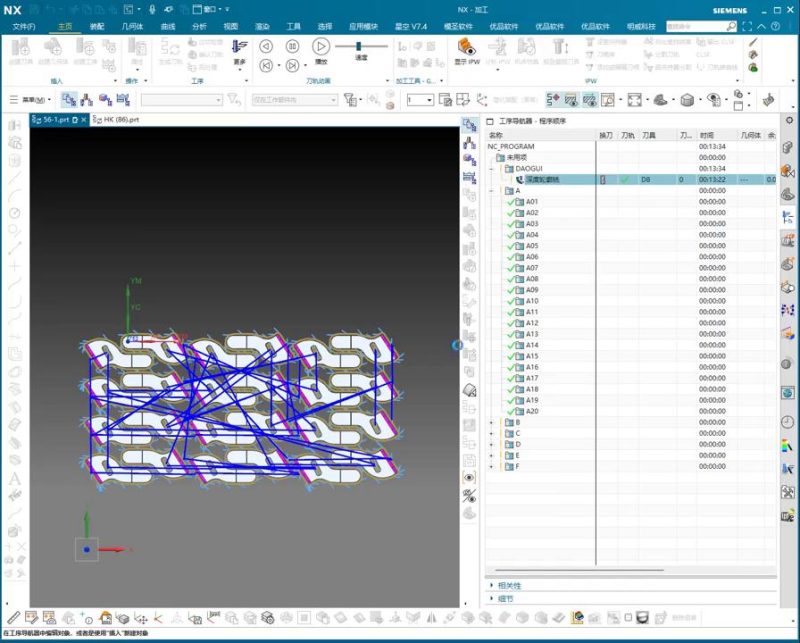
本实例中的零件被描述为一个相对较小且较薄的构件,例如一个尺寸为201x30mm,厚度为6mm的钢板零件,上面分布着6个孔。这种几何特征使得其非常适合激光切割。激光切割能够一次性完成所有外部轮廓和内部孔洞的切割,且切割边缘质量高,热变形小。
大板排版与激光切割下料
在实际生产中,为了最大化材料利用率并提高生产效率,通常会将多个相同或不同的小零件通过“排版”(或称“套料”)的方式,密集地排列在一张大型标准板材上。UG NX等CAM软件可以辅助进行排版模拟,但通常专业的激光切割服务商会使用其专用的排套软件进行优化。客户只需提供单个零件的“净尺寸”(即最终成品零件的精确尺寸)和所需数量,供应商即可负责排版并进行切割。
工艺流程的制定
一套清晰、标准化的工艺流程是确保产品质量和生产效率的基础。针对激光切割零件,其工艺流程相对简洁,主要包括下料、后续精加工和表面处理等环节。
具体工艺步骤解析
以下是基于本案例零件特点制定的详细工艺步骤:
下料:激光切割 (净尺寸及数量)
此步骤是整个工艺流程的核心。
加工方式:激光切割下料。
零件尺寸:净尺寸 201 x 30 x 6 mm。
加工数量:例如,100件。
说明:激光切割设备将根据提供的三维实体模型和板材排版方案,直接从原材料板材上切割出精确的零件毛坯。由于材料较薄,通常一次切割即可完成,无需额外的粗加工。
后续加工:去毛刺、倒角与倒钝
激光切割后的零件边缘通常会非常干净,但仍可能存在轻微的毛刺或锐边。为了满足最终产品的装配和使用要求,需要进行必要的后续精加工。
加工方式:钳工操作。
具体内容:
去毛刺:通过手工或电动工具去除切割边缘残留的细小毛刺。
倒角:对某些特定边缘进行倒角处理,以消除锐角,例如R0.5mm倒角。
倒钝:对所有可能接触的边缘进行倒钝处理,确保操作安全和良好的手感。
表面处理与入库
根据零件的功能和美观要求,可能需要进行表面处理。
加工方式:表面处理。
具体内容:
发黑处理:本案例中提到发黑处理,这是一种常见的金属表面处理工艺,可以提供防腐蚀能力和美观的黑色外观。
入库:所有加工和处理完成的零件,经过质量检验合格后,进行包装并送入仓库,等待后续装配或发货。
工艺文件编制要点
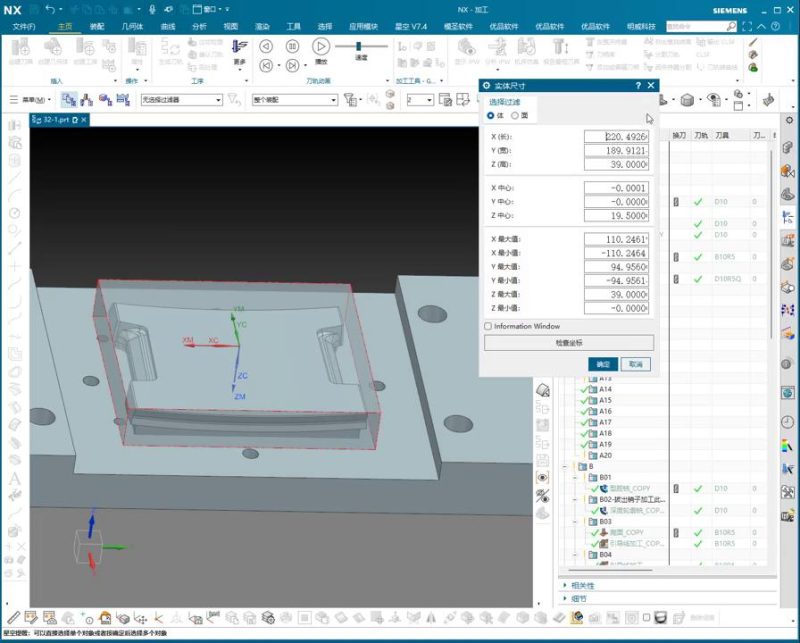
基于三维实体模型
在与激光切割供应商沟通时,提供精确的“三维实体模型”至关重要。这是确保切割精度的基础,并且能够让供应商的排套软件进行最优化排版,最大程度地节省材料。仅仅依靠二维图纸可能无法准确表达所有细节,也限制了自动排版的效率。
供应商排版考量
作为零件设计和工艺规划方,我们主要关注单个零件的净尺寸和数量。具体的板材排版工作,包括如何将这些零件高效地排列在大板材上,通常由激光切割服务提供商负责完成。他们会根据材料规格、切割路径优化等因素进行专业的排版设计。
模板化与流程化
为了提高工作效率,建议工程师建立一套标准化的工艺流程模板。对于类似的小型板金件或需要激光切割的零件,可以复用已有的工艺文件,只需根据新零件的具体尺寸、数量和特殊要求进行局部修改和更新。这种模板化的方法能够显著减少重复性劳动,提高工艺编制的准确性和效率。
本节避坑总结
1. 零件特性决定加工方式: 在选择加工方式时,切勿盲目依赖加工中心。对于薄、小、多孔或形状复杂的零件,应优先考虑激光切割等非传统加工方式,它能显著提高效率、降低成本并改善产品质量。
2. 提供完整三维模型是关键: 进行激光切割下料时,务必向供应商提供准确、完整的“三维实体模型”,而非简单的二维图纸。三维模型是保证切割精度和便于供应商进行高效板材排版优化的基础,能有效避免因信息不对称导致的加工错误。
3. 标准化工艺流程可复用: 建立一套标准化的工艺流程模板,可以大大简化后续类似零件的工艺编制工作。通过复制和少量修改,能快速适应新的零件需求,提高工作效率和一致性,避免每次都从零开始。
本文关键词:UG NX,激光切割,加工工艺,零件加工,工艺流程,下料,净尺寸,3D模型,排版,去毛刺,表面处理00:00



















暂无评论内容