

本节课程聚焦于复杂铸件的四面侧铣加工工艺规划,重点在于设计和构建一套高效的专用工装。我们通过UG NX软件创建了一个具有承载和定位功能的垫高方块工装,确保工件在立式机床上进行四轴或侧铣头加工时有足够的抬高和夹持稳定性。此工装设计涵盖了定位销孔和螺栓压板孔的布局,为后续的侧铣加工路径编程奠定坚实基础,实现对工件侧壁的高精度切削。
🔥 提示:实战视频就在下方,点击播放!
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260123193517284-s1.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260123193519511-s2.jpg)
## 铸件侧铣工艺需求分析与挑战
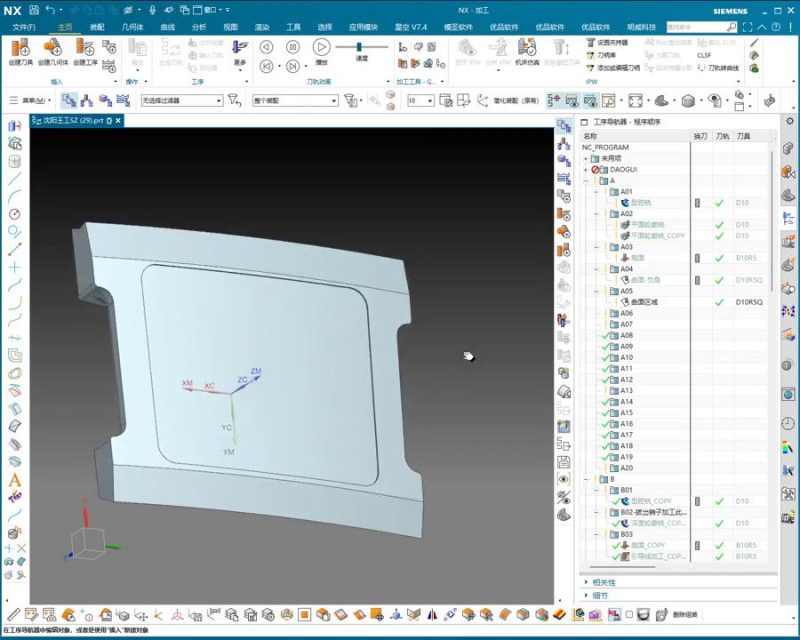
本案例中的工件属于铸造毛坯件,其加工核心目标是清理和精修其侧面的四个垂直表面(图示中的绿色区域)。由于铸件的几何特性以及仅侧面需要进行余量去除,传统的立式三轴加工难以有效且高效地完成侧面铣削,特别是在保证侧面精度和垂直度时。因此,采用侧铣头(或配置第四轴)进行加工是必然选择。
### 工件特性与待加工区域确定
工件的顶部和底部面通常已通过铸造形成或经过粗加工,本次工艺规划主要关注其四周侧壁。这些侧壁在铸造后保留了均匀的加工余量。为了确保侧铣刀具能完全覆盖并下刀,工件必须被抬高,使其待加工区域完全暴露在主轴头下方,同时避免刀具切削到机床台面或夹具本身。
### 侧铣头与工装系统的必要性
由于工件较大且需要侧面加工,必须设计一个专用的工装(夹具)。该工装的作用是:
1. **抬高支撑:** 将工件抬离工作台面。
2. **精确定位:** 确保工件每次装夹位置一致。
3. **稳固夹持:** 承受侧铣时产生的巨大径向切削力。
在UG NX中建立此工装是后续侧铣程序编制的关键前提。
## UG NX 专用工装(夹具)设计详解
工装设计从创建一个略小于工件的支撑方块开始,该方块负责承载并固定工件。所有定位孔和夹紧孔均需布置在此支撑体上,以保证夹紧的可靠性。
### 支撑工装几何体创建与尺寸规划
首先,使用UG NX的拉伸功能创建一个基础的方块几何体作为工装主体。工装的尺寸必须与工件底部相匹配,或略小于工件底面尺寸。
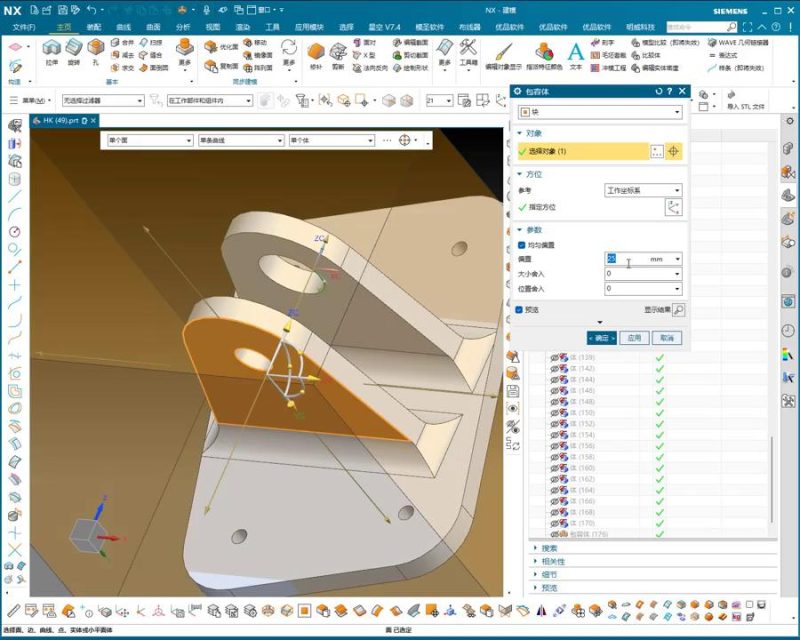
### 避让与安全边界处理(偏置操作)
为防止在侧铣过程中刀具意外切削到工装,必须确保工装的侧壁位于工件的最终加工边界内。
1. **偏置应用:** 利用UG NX的“偏置”命令,将工装主体边界向内收缩,例如,负偏置3mm。
2. **零对零原则:** 如果工件和工装最初尺寸是零对零,偏置操作能够有效地创建一个安全区,确保即便在轻微过切的情况下,刀具也不会触及工装。
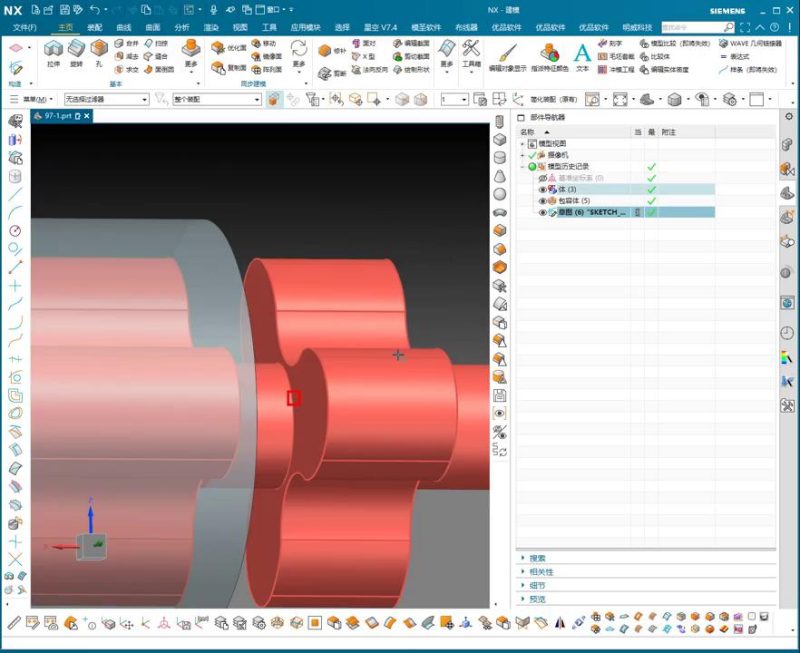
### 夹持定位孔系设计:销孔与螺栓孔布局
为了确保工件在工装上的精确重复定位以及足够的夹持力,需设计两类关键孔系:
1. **定位销孔(消孔):** 用于精确确定工件在X-Y平面上的位置。本案例规划了两个定位孔。这些孔不应贯穿工装,只需保证定位销能插入指定深度即可。
2. **压板螺栓孔:** 用于通过压板将工件紧固在工装上。由于需要压板,因此这些孔应设计为通孔,以便螺栓杆穿过,同时需要设计沉头孔(Counterbore)。
## 夹具孔位优化与细节处理
在绘制孔位时,必须考虑实际加工中的螺栓规格和操作便捷性。
### 螺栓通孔与沉头孔的定义
我们选择使用M16螺栓进行夹紧。
1. **螺栓通孔尺寸:** 螺栓杆穿过的孔径应大于螺栓直径,例如使用17mm或更大的孔径作为通孔(非螺纹孔)。
2. **压板孔(沉头孔):** 绘制更大的沉头孔,用于容纳螺栓头部和压板。
3. **螺栓布局:** 规划四个螺栓孔,分别布置在工装的四个角部,以最大限度地保证夹持的均匀性和稳定性。
### 消除不必要的几何特征(平面化处理)
由于工装底座需要平整接触机床台面,或者工件与工装的接触面需要平整,对于模型中可能存在的微小倒角或不平整区域,应使用“替换面”功能将其替换为绝对平面,确保装配的几何准确性。
### 倒圆角与过渡区的应用
为了优化刀具的进刀和出刀路径,以及避免应力集中,对工装的某些尖锐角部进行倒圆角处理(例如,角部过渡)。虽然工装本身不是最终产品,但良好的过渡几何能提高加工稳定性。
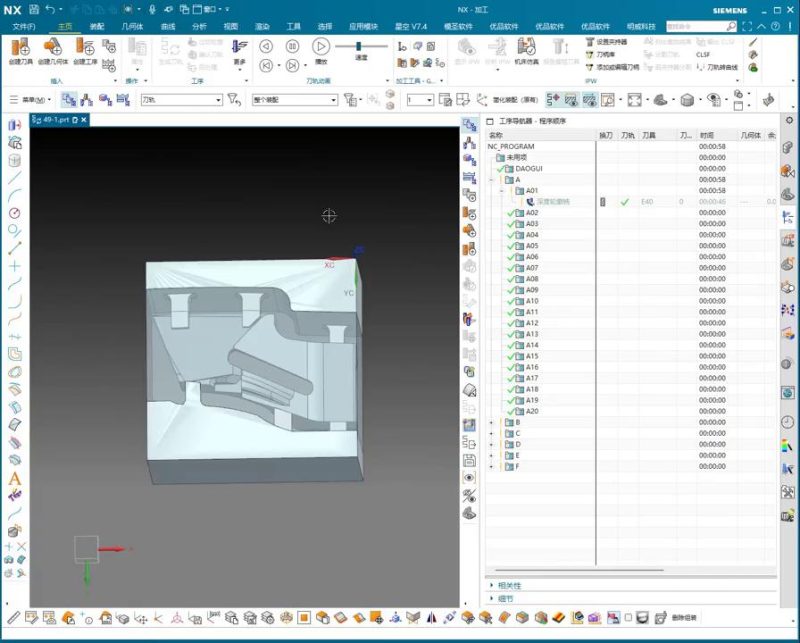
## 侧铣加工策略展望
工装设计完成后,即可明确侧铣的加工策略。工件通过四个压板紧固在垫高的工装上,四面的加工区域完全暴露。
### 工装夹持稳定性验证
四个螺栓孔配合压板的设计,为工件提供了足够的向下和侧向约束力,以抵抗侧铣头在X或Y方向切削时产生的力矩和推力,这是保证加工精度和安全的关键。
### 批量与单件生产模式的选择
需要强调的是,本套复杂、精确的工装设计更适用于**批量生产**。如果仅加工单个或少量工件,可以采用更简化的垫块直接在虎钳或工作台上进行抬高,从而节省工装制作的时间和成本。
📍 进阶资源推荐:




















暂无评论内容