
这活儿啊,别看机器现在都高级了,屏幕上点点鼠标就能画出个花儿来,但要真把这件航空发动机叶轮给做出来,尤其是用的钛合金,那可不是敲敲键盘那么简单的事儿。咱们得从根儿上琢磨,这UG建模和五轴编程,那是工具,得懂得怎么用,才能让它发挥最大作用。从复杂的曲面怎么拆、刀路怎么走最省料省时间,到这钛合金的脾气秉性,怎么夹才稳当、热处理完了不变形,甚至哪把刀用钝了磨一下还能再战,这些都是实打实的功夫。干了十五年,我见的机器、材料、图纸多了去了,这件叶轮就是个典型的活儿,考验的就是你对整个加工链条的理解和控制能力。光会编程不行,还得懂工艺;光懂工艺不行,还得会用高级软件把你的想法落地。
项目背景与零件特性
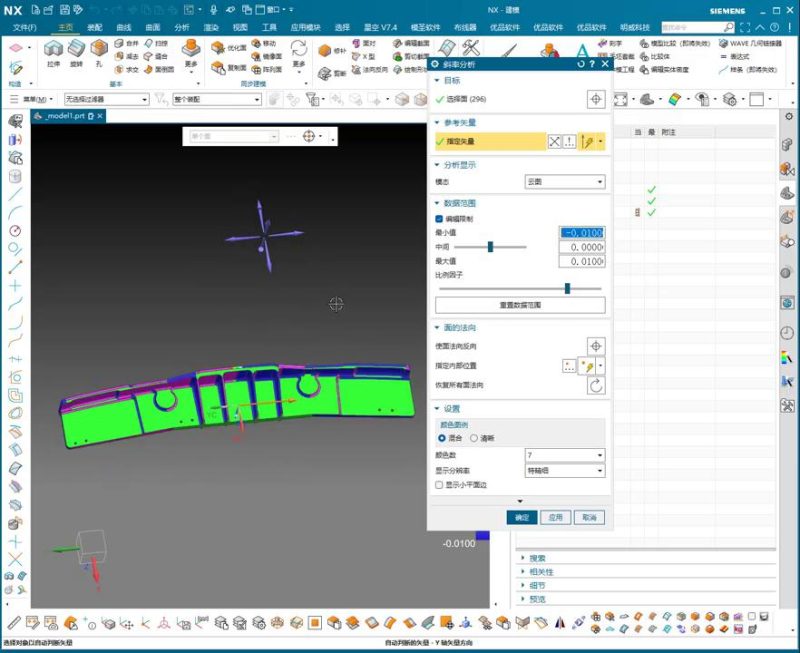
咱们这次要加工的这件,是个航空发动机的钛合金叶轮。客户要求高,说是要用在新型发动机上,性能得顶尖。拿到图纸一看,嚯,这叶轮的叶片又薄又复杂,曲面过渡那叫一个“丝滑”,公差要求更是严苛到头发丝儿都得掰开来量。材料是TC4钛合金,这玩意儿大家伙儿都知道,硬度高、强度大,切削起来那叫一个“粘”,排屑是个大问题,热量也散不出去,稍微不注意就容易粘刀、烧刀,甚至崩刃。加上叶片结构薄,加工过程中稍有不慎就可能产生震动,导致表面质量下降或者变形。而且,这东西最终是要做高速旋转部件的,哪怕一点点热处理变形或残余应力,都可能影响它的动平衡和使用寿命。所以啊,这活儿打一开始就得把脑子里那根弦绷紧了,从建模、编程到装夹,每一步都得想在前头。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260305101731344-s1_1772677043.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
你看啊,这钛合金叶轮的加工,咱们不能急,得一步步来,稳扎稳打。
首先是粗加工。毛坯一般都是锻件或者棒料。在UG里,咱们先得把毛坯模型建好,然后用高效铣削策略来处理。比如,选用整体硬质合金的螺旋铣刀,用“Z轴分层粗加工”或者“型腔铣”这类刀路,让刀具尽可能多地吃刀,同时保证切削力均匀。这个阶段主要是把大部分余量干掉,避免过切和积屑瘤。冷却液要足,流量大、压力高,及时把切屑带走,把热量降下来,防止表面硬化。
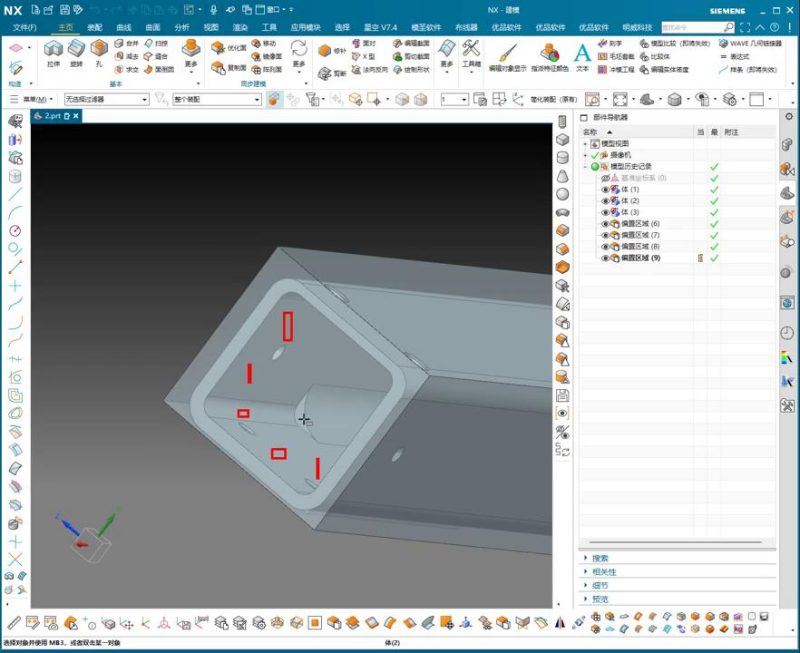
接下来是半精加工。粗加工完的叶轮,咱们得把它翻个身,用定制的软爪或者液压夹具把它稳稳当当夹住。这个阶段,刀具要换成球头铣刀或者牛鼻刀,主要目标是去除粗加工留下的台阶,让曲面轮廓更接近最终形状。在UG里,咱们会用到“等高切削”或者“流线切削”这类刀路,步距要小一点,保证加工面的连续性和均匀性。五轴联动在这里就得用起来了,确保刀轴和工件表面保持一个合适的倾角,这样既能保证切削条件稳定,又能避免刀具干涉。
然后就是精加工,这是最关键的环节。这个阶段,UG里的五轴联动编程就显得尤其重要。叶片曲面复杂,薄壁结构多,咱们得用“可变轴线轮廓铣”或者“叶片加工”模块,刀路要排得密密麻麻的,步距可能只有零点几毫米。选用的刀具一般是超细晶粒硬质合金球头铣刀,或者那种带特定半径的锥度球头铣刀,刀具要锋利,而且要保证跳动量极小。编程的时候,还得重点优化刀路,减少空刀行程,确保刀具与工件接触时切入切出平缓,避免冲击。同时,要考虑到切削热对薄壁叶片的影响,控制好切削参数,转速、进给量、切深都要精细调整,最好在UG里先跑一遍仿真,看看有没有过切、欠切或者震动风险。有些特别刁钻的R角和倒角,甚至可能需要我亲自磨一把非标刀具来处理,保证完美过渡。
最后是去毛刺和精修。这玩意儿精密度高,任何一点毛刺都是不允许的。通常会采用振动研磨、磨料流加工或者人工精修结合显微镜来完成,确保叶轮的每个角落都光洁如新。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260305101739133-s2_1772677043.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
这活儿干多了,自然就摸索出一些门道,有几个坑,是大家伙儿容易踩,也最容易吃亏的:
1. 装夹方案不到位,一切白费。 多少新手啊,光顾着编程去了,结果装夹不稳,要么加工时震动,导致刀痕、表面质量差,要么中途工件就跑偏了,直接报废。尤其是这种薄壁件,夹具的设计必须考虑刚性、受力均匀和变形控制。必要时,还得设计多工序的专用夹具,甚至在背面打辅助支撑,最大限度地减少加工时的颤动。别想着省事儿,这里省下的时间,可能要你后面几倍甚至几十倍的时间来弥补。
2. 盲目追求高效率,忽略材料特性。 钛合金的加工,不能光想着快。这材料导热性差,切削热不易散发,极易造成刀具磨损加剧和工件表面烧伤硬化。如果你UG里把进给、转速一股脑儿往上提,看着刀路跑得飞快,实际上刀具可能很快就报废了,甚至工件表面都烧黑了。咱们得慢工出细活,用合适的切削速度、进给量和切深,配合充足的高压冷却液,控制切削热,保持恒定的切削条件,这才是王道。
3. 过度依赖软件默认,缺乏实际校核。 UG再智能,那也是程序。特别是复杂曲面和五轴刀路,软件生成的刀路看着规整,但在实际加工中,因为机床的刚性、刀具的磨损、材料的微观不均一,总会有些意想不到的情况。所以,每次重要的加工前,特别是精加工,必须仔细检查刀路,看切入切出是否平顺,刀具在每个位置的姿态是否合理,有没有过切的风险。必要时,在机床上空跑一遍,甚至用泡沫或者代用材料先试切,用眼睛和经验去校核,确保万无一失。
本文关键词:钛合金叶轮, 五轴加工, UG编程00:00
📍 进阶资源推荐:



















暂无评论内容