
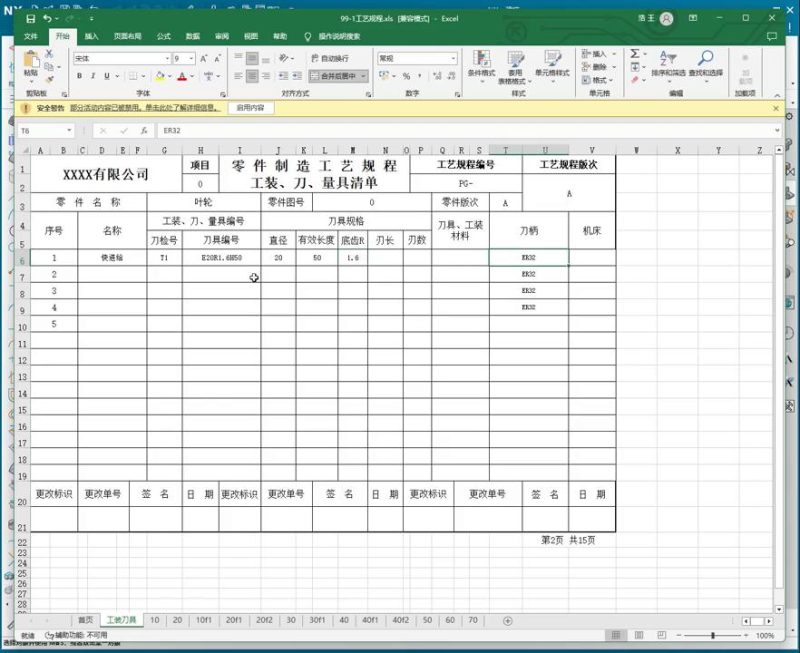
本节课程深入探讨了复杂回转类零件在完成车削初加工后,进行二次装夹以铣削槽、口等特征的工艺难点。由于生产环境中可能缺乏灵活的四轴分度或标准三爪夹具,本实例核心聚焦于如何运用 UG NX 的实体建模功能,设计并制作一个高精度的仿形工装(Profiled Fixture)。通过精确复制零件底部几何特征并进行必要的间隙调整(避空),确保零件在工装中实现可靠的定位(定位)和轴向约束(压板),为后续四轴或五轴铣削工序提供坚实的夹持基础,从而保证加工精度和重复性。
🔥 提示:本节教程实战视频如下:
回转类零件的二次装夹挑战与工艺规划
复杂回转类零件的制造流程通常包含多个阶段,首先在车床上完成回转体的大部分特征加工。然而,对于后续的铣削特征(如侧面槽、键槽或异形口袋),传统的夹持方法往往难以满足定位精度和刚性要求。本案例中,由于缺乏理想的四轴分度台或定制化的三爪卡盘,必须采用专用的仿形工装来实现精确装夹。
初期加工策略与设备局限
零件的初始阶段在车床上完成外圆、内孔及其相关特征的粗加工。随后需要将零件转移到铣床上进行二次加工,完成周边的槽和型腔。如果直接使用普通夹具或三爪卡盘卡持复杂曲面,极易导致夹持力不均、定位偏差或几何变形。因此,工装的设计必须确保零件能完全贴合基准面,且夹持点不干涉后续刀具路径。
定位基准的选择与工装需求
为了保证铣削加工的准确性,工装需要利用零件底部和侧面的几何特征进行精确的径向和轴向定位。一旦零件被可靠地定位在工装内部,就可以通过工装上的螺栓孔将其固定在机床工作台上(通常设定为X轴方向),从而实现稳定的四轴加工环境。
UG NX 仿形工装的几何建模与设计
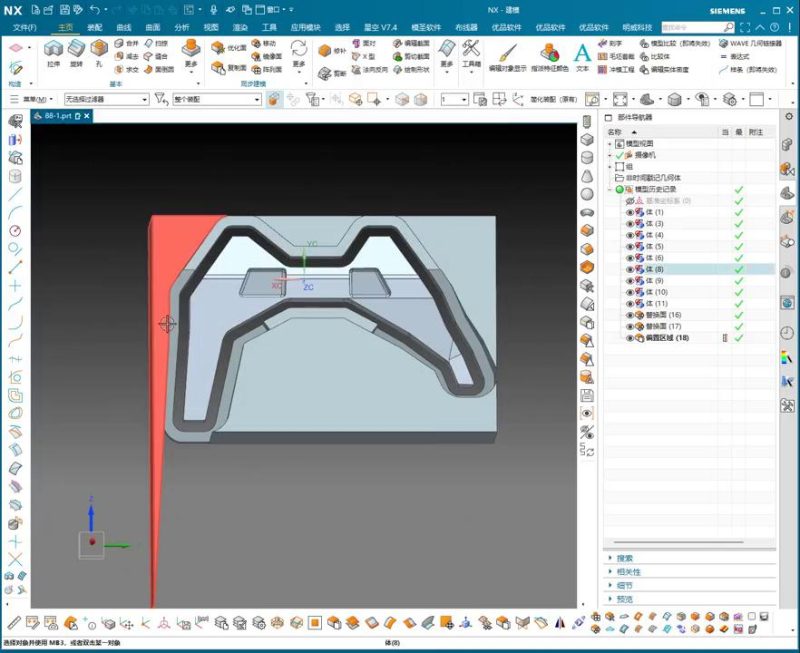
仿形工装的设计核心在于创建零件外形的负形腔体,以实现最大程度的贴合和约束。UG NX 提供了强大的实体建模工具来实现这一目标,尤其是通过包容体和布尔运算。
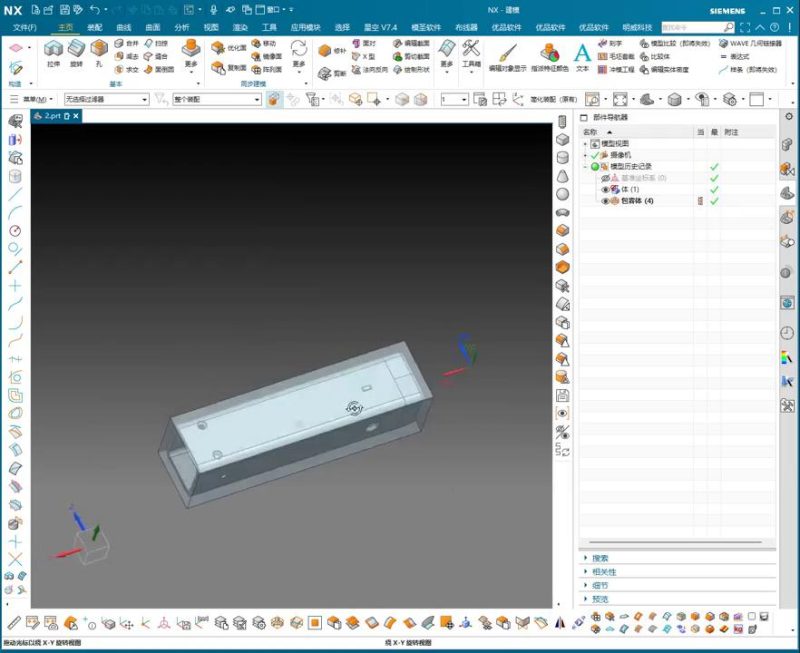
利用包容体进行几何反向建模
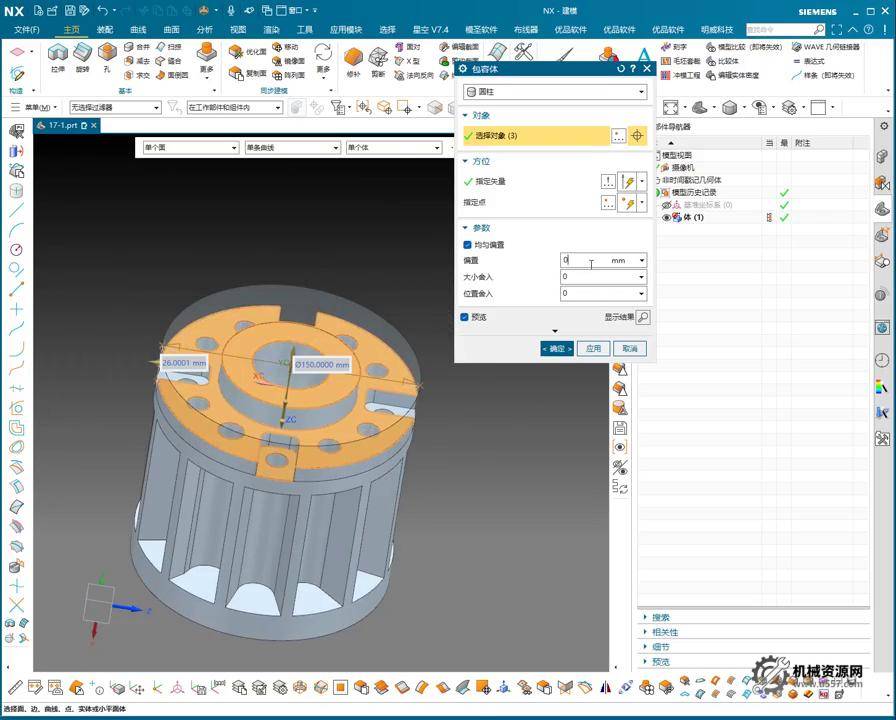
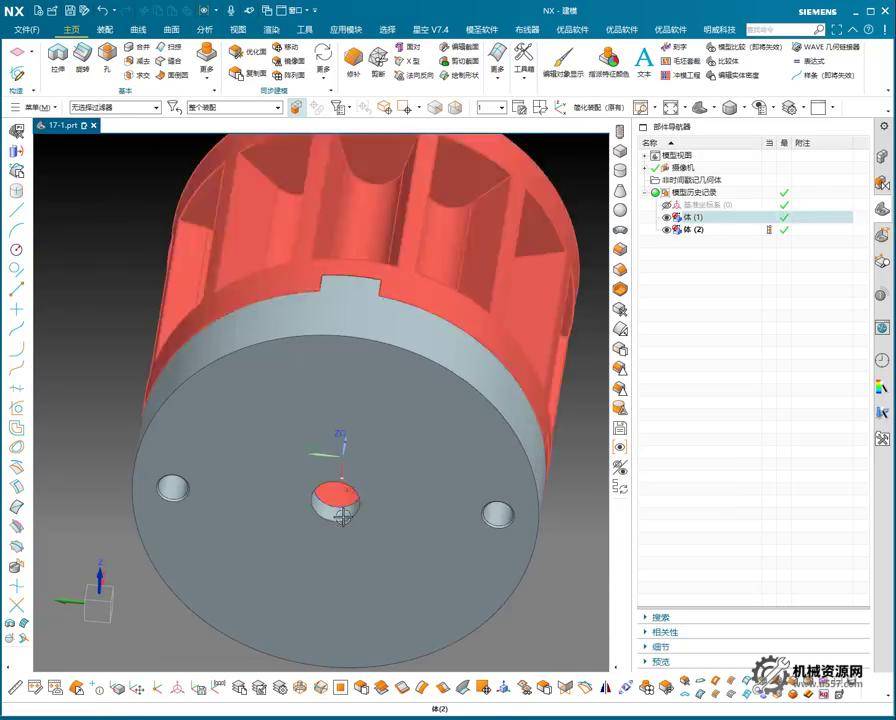
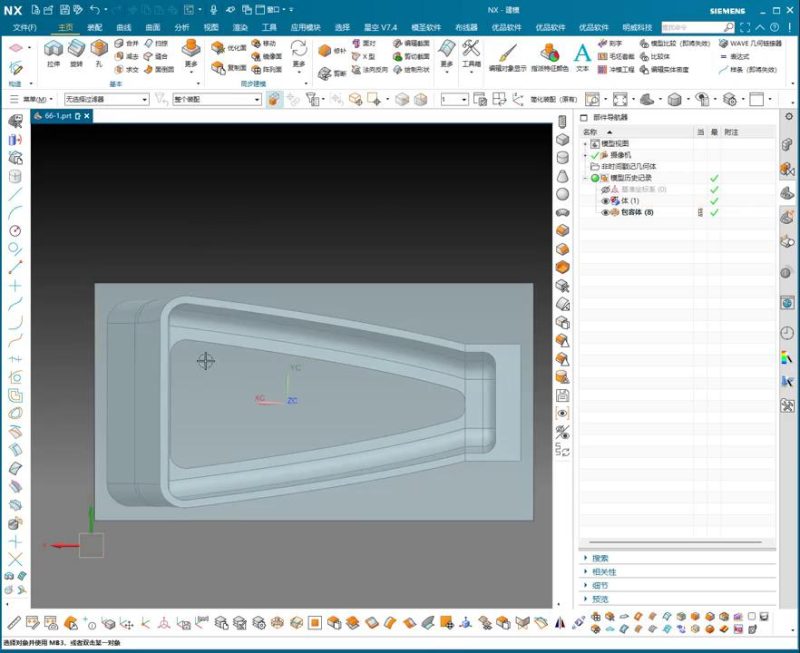
第一步是利用零件的三维模型,使用“包容体”(Bounding Body)功能,选择圆柱体模式,快速生成一个包含整个零件轮廓的实体块。随后,通过布尔操作中的“减去”(Subtract)命令,将原始零件模型从包容体中减去。此操作生成了一个具备零件精确负形腔体的工装毛坯模型。
关键接触面与避空设计
为了确保零件能够顺利装入工装并可靠夹紧,必须进行关键的间隙(Clearance)和避空设计:
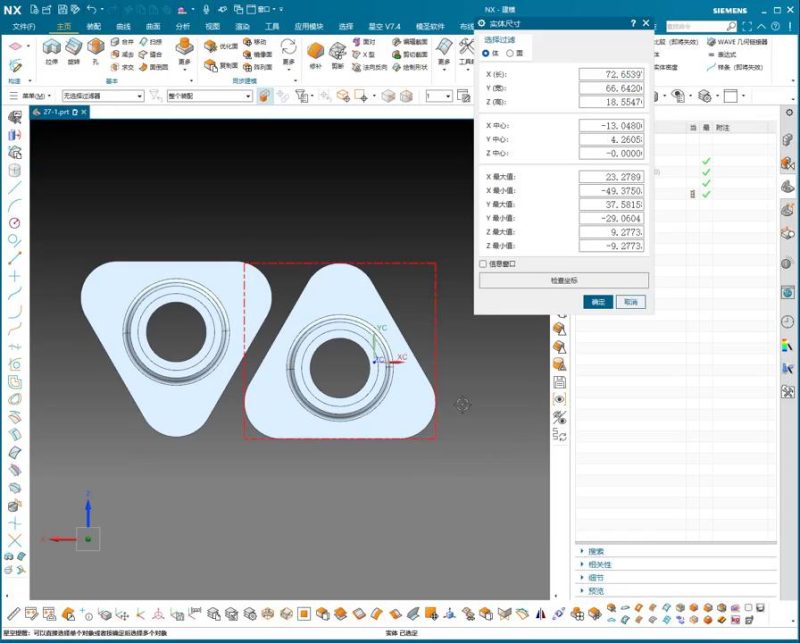
1. **侧壁间隙(径向)**:在工装内部的径向接触面上,通过“偏置面”功能,向外偏置一个微小值(通常设定为 0.05 mm 至 0.1 mm)。这保证了零件在装入时不会卡死,并允许夹紧时形成稳定的接触。
2. **轴向避空(顶面)**:工装的顶面应略低于零件的顶部,以确保当使用压板时,压力集中在预定的夹持面上,而非工装顶部的边缘。
3. **圆角处理**:零件上的圆角(Fillets)部分不应接触工装,或至少需要确保工装的圆角尺寸略大于零件的圆角尺寸(例如,零件R5,工装R5.5或R6)。这是为了防止圆角处应力集中,并确保主体平面能够紧密接触。
工装的定位与紧固方案
一个有效的工装不仅需要精确的仿形腔体,还需要可靠的夹紧机构和机床固定方案。
零件的压紧与定位
零件定位主要依靠底部和侧壁的仿形结构。对于轴向约束,设计需要包含一个顶部的“压板”(Clamping Plate)。压板通过螺栓固定在工装主体上,向下施加压力,将零件稳定地压紧在工装的基准底面上。如果零件需要在多角度进行加工,这种紧密的底面接触是保证重复定位精度的关键。
工装本体的机床固定
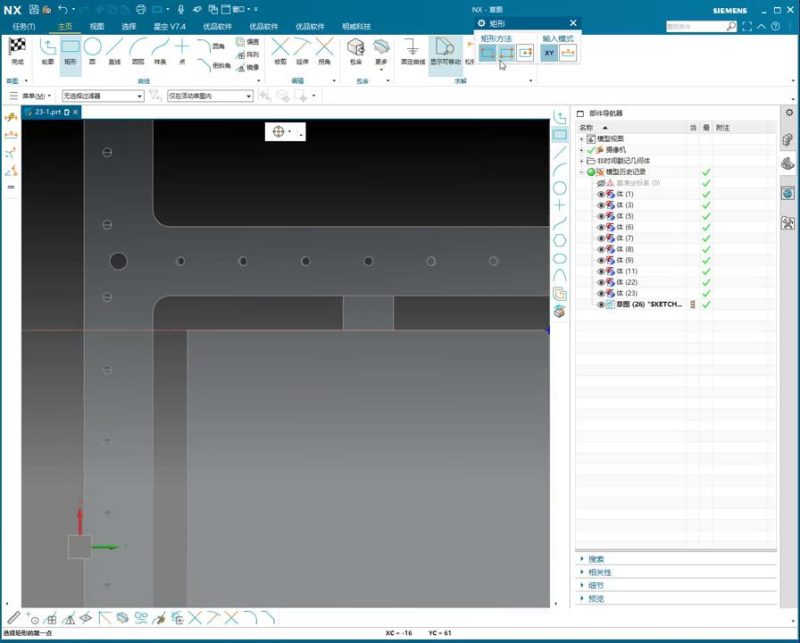
工装本体必须坚固地固定在机床工作台上。在工装模型的两侧,设计并钻出足够数量的通孔,用于穿过螺栓。这些螺栓将工装通过T型槽紧固件(T-nuts)牢固地固定在机床上。本例中,为两侧设置螺栓孔(例如 M10 螺纹孔),以及一个中心大通孔(用于可能的中心定位或螺栓穿过)。
后续编程思路与刀具选择
工装制作完成后,即可进入 CAM 编程阶段。对于本类零件上的槽、口加工,编程思路应力求简洁高效。
刀具路径规划概要
1. **粗加工 (Roughing)**:使用大直径立铣刀或玉米铣刀,快速清除待加工区域的大部分余量。
2. **半精加工 (Semi-finishing)**:针对槽、口内部的复杂曲面和角落区域,建议使用球头铣刀进行半精加工,例如选用 R5 的球头刀。这一步的主要目的是保证后续精加工时余量均匀。
3. **精加工 (Finishing)**:精加工策略需根据特征的几何形状定制。对于曲面或坡面,可以采用“横向/平面”或“流线/驱动”等路径策略,确保刀具沿特定方向进行连续的“爬面”切削,以达到理想的表面光洁度和精度。精加工时,通常也选用小直径的球头刀或牛鼻刀。
4. **程序管理**:由于零件具有周期性对称特征,只需完整编程一个特征,然后利用 UG NX 的“变换”功能,将刀具路径进行旋转复制,完成所有相同特征的加工,极大地简化了编程工作量。
📍 进阶资源推荐:



















暂无评论内容