
本课程深入剖析了复杂零件在 UG NX 环境下的 CNC 加工工艺制定流程,核心聚焦于当零件毛坯上表面为曲面时,如何设计可靠的基准和夹具方案。主要技术点包括确定加工基准、设计并创建压板槽以实现第一工序的稳固夹持,以及在第二工序(翻面加工)中,创新性地利用零件自身的螺丝孔位,配合辅助工装板进行安全固定的分步开粗与精加工策略,确保加工精度与效率。
🔥 提示:本节教程实战视频如下:
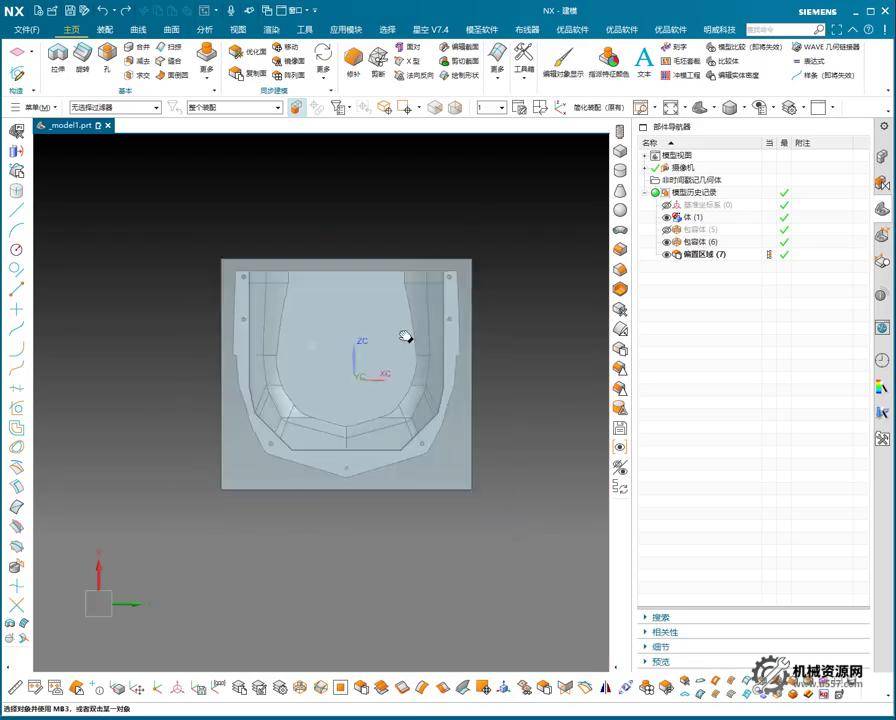
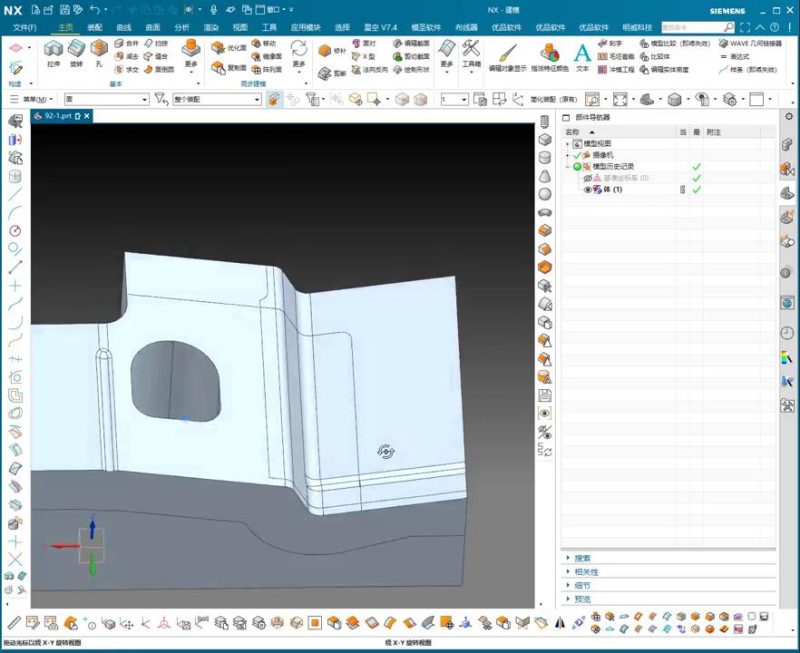
工艺分析与毛坯策略制定
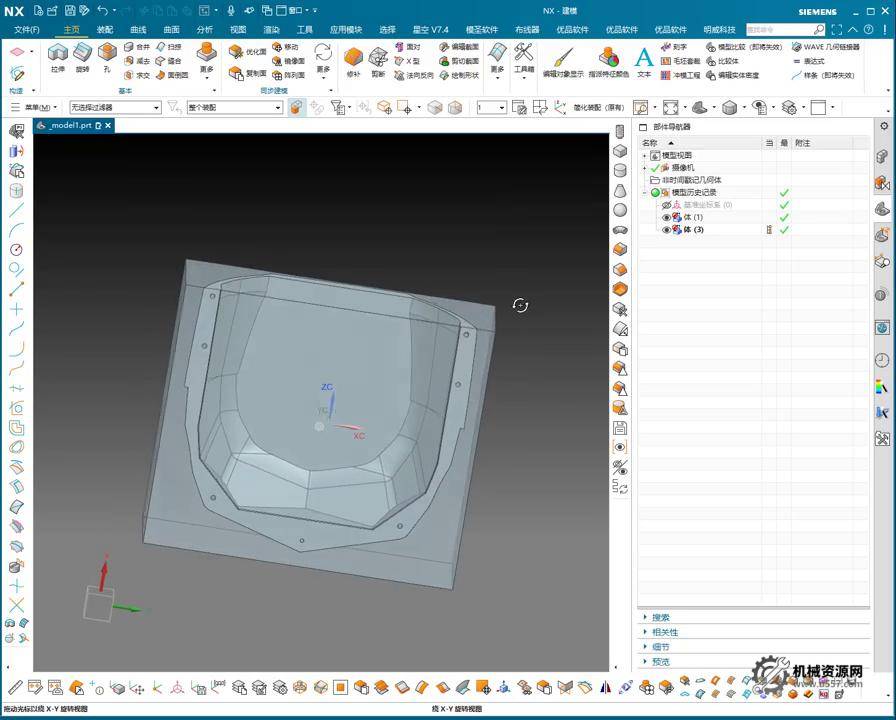
在对零件进行加工编程之前,首要任务是分析零件的几何特性、确定毛坯尺寸及加工余量。本案例零件尺寸约为 350x350x110mm,通常毛坯会预留较大的余量(例如 20mm 或更多)。通过斜率分析(Slope Analysis)发现,零件的顶面(Z轴正向面)是一个曲面。这一关键特性决定了该曲面不能作为初始的装夹基准,必须以底面为基准进行首轮加工。
确定加工基准与加工顺序
由于顶面是曲面,我们选择底面作为第一工序的加工基准面(Z0)。加工顺序通常遵循“先加工背面,后加工正面”的原则,即第一工序处理背面(基准面),第二工序处理正面(复杂曲面及特征)。
第一工序开粗与基准面建立
第一工序的目标是建立所有必要的参考基准:
1. **飞面加工 (Facing):** 首先将毛坯底面(即未来的装夹基准面)进行飞面加工,使其平整光洁,作为后续操作的零点参考。
2. **侧壁加工 (Side Machining):** 对零件的侧壁进行精加工,使其成为 XY 方向的定位基准。
3. **压板槽的设计与加工 (Clamp Groove):** 为了在确保夹持力的同时最大化加工区域,需要在底面上设计并加工出专用的压板槽。
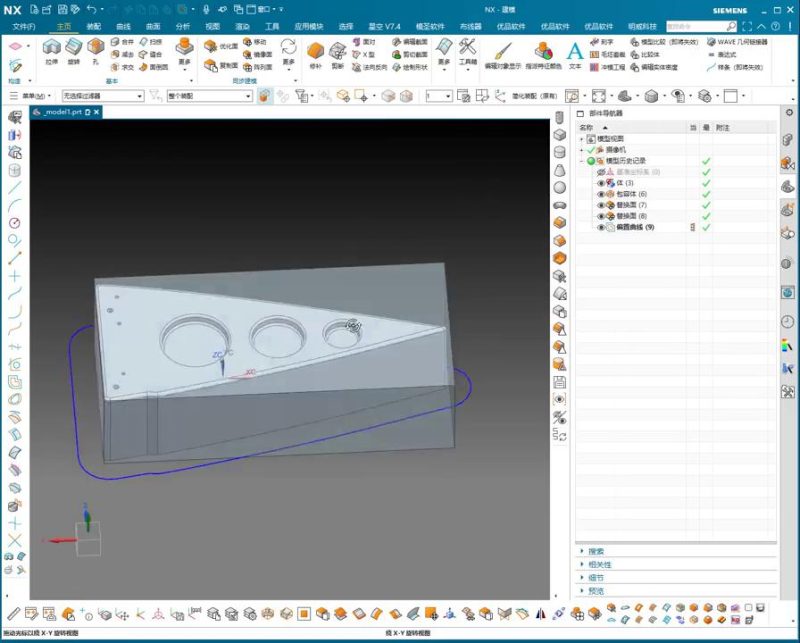
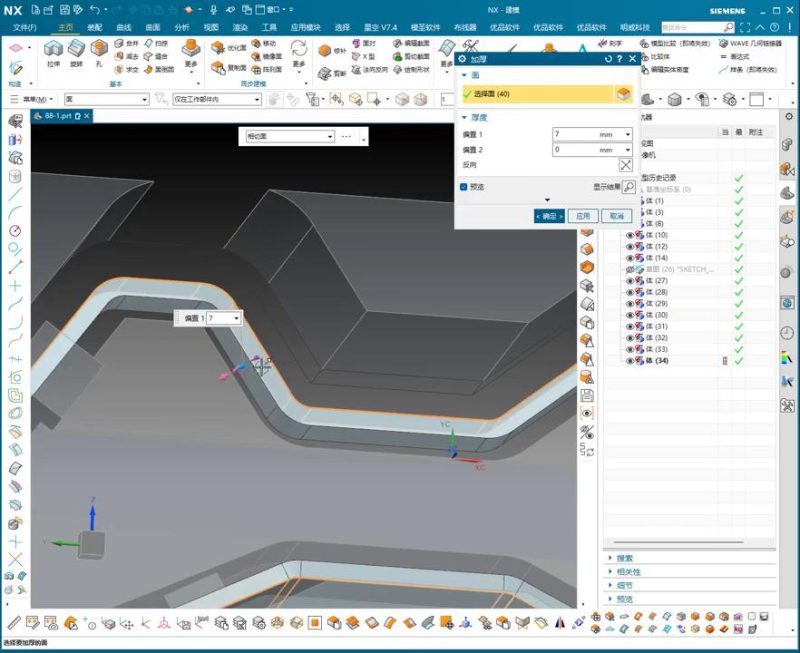
压板槽的UG参数化设计与应用
压板槽是保证第一工序高效稳固加工的关键。它允许操作者利用压板对工件进行固定,同时避免压板干涉到侧壁的粗加工和精加工。
压板槽的几何定义
压板槽的创建通常通过 UG 的特征建模工具实现,例如使用拉伸或偏置平面功能。
1. **深度确定:** 槽的深度需要根据现场实际使用的压板厚度来确定。
2. **槽位设计:** 以已建立的底面为基准,使用“偏置平面”功能定义压板槽的侧壁位置。例如,如果底面是 Z=0,我们可以设定槽底在 Z=-45mm,槽肩在 Z=-30mm,形成一个 15mm 深的凹槽,为压板提供足够的受力面积。槽位应确保压板不会干涉到工件侧壁的精加工区域。
第一工序加工流程
在压板槽加工完毕后,即可进行内部型腔和特征的开粗(如内槽开粗),此时工件被压板稳固地固定在机床上。
第二工序:翻面夹持挑战及螺丝固装方案
第一工序完成后,工件的底面(基准面)和侧壁都已加工到位。进行第二工序时,需要将工件翻转,面对复杂的曲面和型腔进行加工。此时夹持是最大的挑战。
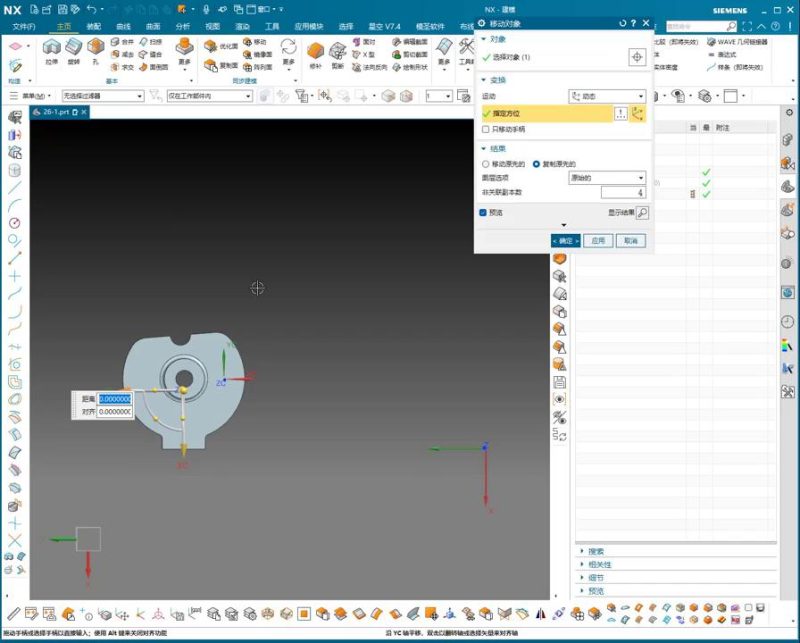
利用螺丝孔位进行工装固定
本零件的特点是具备多个贯穿的孔位。我们采用“工装板+螺丝固定”的方案:
1. **工装板准备:** 准备一块与机床台面匹配的、带有螺纹攻丝孔位(Tapped Holes)的辅助工装板(如铝板)。
2. **定位与预开粗:** 将工件翻面放置在工装板上,利用已加工的侧壁和底面进行定位。
3. **分步开粗策略(关键步骤):** 考虑到零件较厚(100+mm),并且螺丝的有效夹持长度有限,我们不能直接用螺丝固定后就开始精加工。必须首先对零件的正面型腔进行深度开粗,直到剩余的材料厚度小于螺丝能够有效固定的深度(即只留出少许余量)。
4. **螺丝固装:** 在预开粗完成后,将螺丝穿过工件的孔位,拧入工装板的螺纹孔中,将工件牢固固定。
5. **精加工:** 拆除原有的夹具(若有),进行最终的精加工操作,完成整个正面型腔和曲面的加工。
工装板的设计原则
工装板的设计应确保能够提供足够的夹持力,并且其自身的螺纹孔位需与零件孔位精确对齐,以保证定位精度。
总结加工流程
本零件的加工流程分为两个主要步骤,通过精巧的夹具设计和分步开粗策略,解决了曲面零件的翻面装夹难题:
**第一工序(背面基准建立):**
1. 飞面底面(Z0基准)。
2. 加工侧壁(XY基准)。
3. 加工压板槽。
4. 完成内腔和特征的粗加工。
5. **拆除压板,进行翻面准备。**
**第二工序(正面复杂特征加工):**
1. 零件翻转,定位在工装板上。
2. 进行正面型腔的深度开粗。
3. 螺丝固定。
4. 完成正面曲面和型腔的精加工。
📍 进阶资源推荐:



















暂无评论内容