
UG NX 1980 高级加工工艺实例课程第十九节,聚焦于复杂零件反面加工的工装设计与加工策略。本课程的核心在于建立一套可靠的工件二次定位系统,确保在翻面加工过程中实现高精度对刀与稳定夹持。通过详细讲解压板槽的洗削、定位销孔(销孔)与M6螺纹孔的布局,专家演示了如何设计一个功能性的简易工装板。重点强调了利用定位销进行基准找正,以及采用分步开粗、结合内螺纹固定来避免刀具与夹具发生干涉的优化思路,从而高效完成剩余材料的去除和最终的光顺加工。
🔥 提示:本节教程实战视频如下:
UG NX 1980 反面加工工艺策略与工装设计
在多面体零件的CNC加工中,二次装夹(即反面加工)是决定最终精度的关键环节。本节课详细阐述了如何在UG NX环境中构建和利用辅助工装,以实现精确的定位和高效的材料去除。
确定定位基准与辅助特征
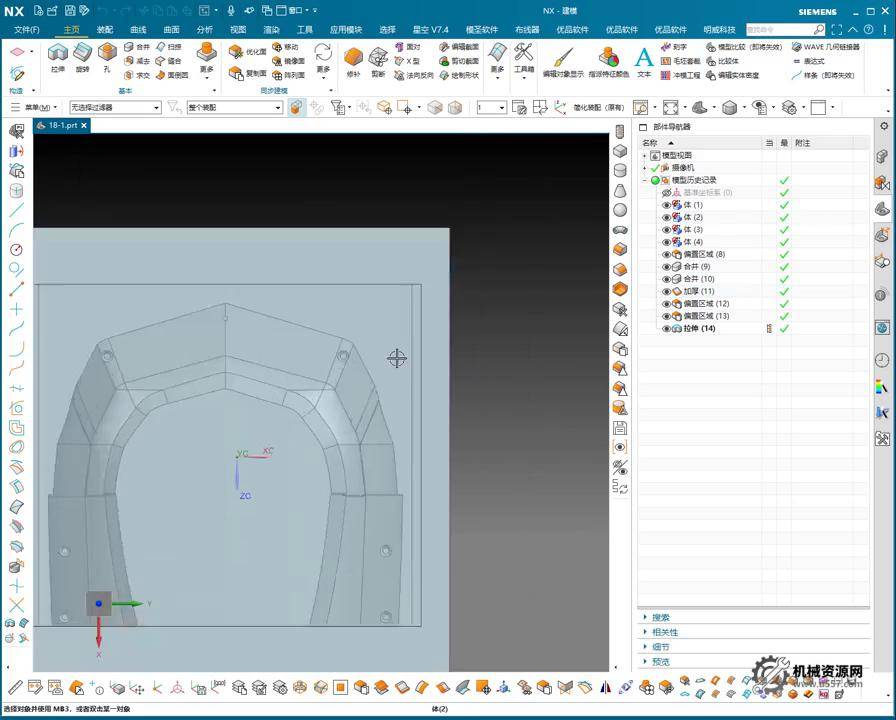
为了确保工件在翻转后能够精确对接到工装上,必须在工件上预留可靠的定位特征。
1. **定位销孔(销孔)的建立:** 在工件的背面设计一个小型定位销孔(如 $\phi 5$)作为定位基准。此销孔与工装上的对应孔位配合,用于快速、准确地确定工件的平面位置和角度。
2. **拉直与对刀:** 当工件翻转放置到工装板上时,利用定位销将工件与工装强制对齐。这不仅简化了反面找正的过程,也确保了工件加工基准的延续性。
3. **压板槽的利用:** 如果零件的第一序已经加工出压板槽,应充分利用这些槽位进行反面的夹紧。加工时,操作人员需严格注意开粗深度,避免刀具碰撞到压板夹具。
压板槽的利用与夹紧方式选择
工装板的设计需要考虑多样化的夹紧需求,以适应不同的加工阶段。
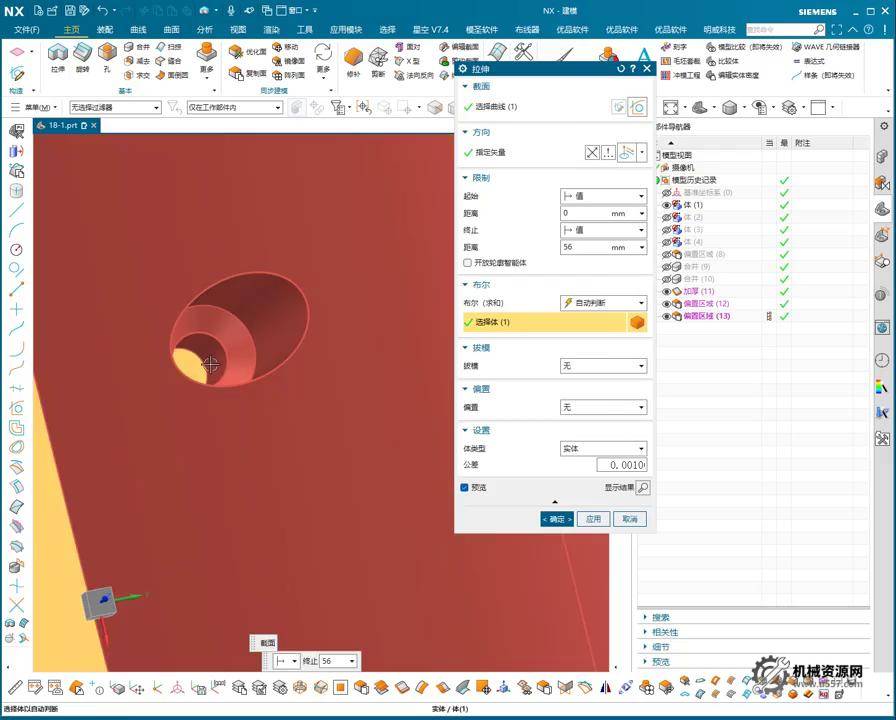
1. **工装毛坯与固定孔的绘制:** 首先在UG中快速拉伸出一个厚度合适的工装毛坯。在工装板上布置用于固定工装自身的螺纹孔(通常选择M6)以及与工件配合的定位销孔。
2. **夹紧方式的灵活切换:** 初始阶段可采用外围压板夹紧工装板,或直接在工装板上打出M6螺纹孔,通过螺栓将工装固定在机床工作台上。通常情况下,螺栓固定是更常用且可靠的方式。
3. **尺寸匹配:** 工装板上的螺纹孔和定位销孔必须严格匹配工件上的相应尺寸(例如M6螺纹孔和 $\phi 5$ 销孔),确保无间隙配合。
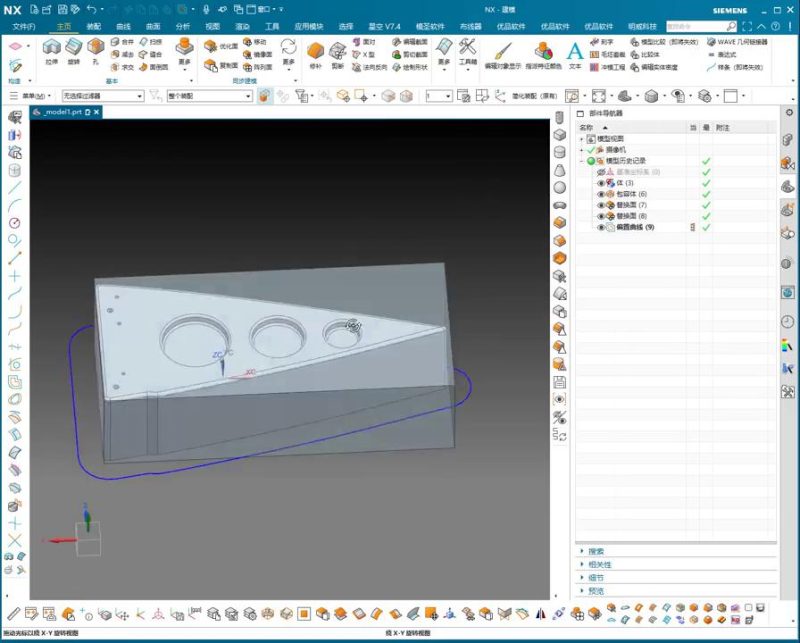
精确工装的构建:螺纹孔与销孔布局
工装板的几何布局直接影响到夹持的稳定性和加工的可达性。
M6螺纹孔与$\phi 5$定位销孔的实现
1. **M6螺纹孔:** 用于将工装板牢固地固定在CNC工作台上,提供基础的承载力。这些孔位应远离主要加工区域,以免后续操作时产生干涉。
2. **$\phi 5$ 销孔:** 作为关键的二次定位特征,其精度要求极高。在加工工件时,需要先钻出销孔,以备后续反面定位使用。
保证加工稳定性的支撑策略
由于工件在反面加工时,大部分材料已被去除,可能导致结构刚性不足。
1. **使用千斤顶(顶针):** 在工件的薄弱部位或中心区域,建议使用机械式千斤顶(顶针)进行额外的支撑,尤其是大面积开粗时,防止振动和变形。千斤顶的设置位置应确保不影响刀具路径。
2. **夹紧力度的平衡:** 在使用压板或螺栓夹紧时,必须均匀施加力量,避免因局部应力过大导致工件产生形变,影响最终精度。
CNC 加工操作序列与干涉避免
为了安全且高效地完成反面加工,必须设计一个分阶段、优化的刀具路径序列。
翻面后的粗加工流程与安全区域设定
1. **初始开粗(第一阶段):** 在压板(或外部夹具)尚未拆除的情况下,进行初步的粗加工。此时的刀具路径必须避开所有夹具及其可能影响的区域,确保开粗深度安全,通常只洗削到压板槽或略上方的位置。
2. **转换固定方式:** 完成第一阶段开粗,为内部螺纹孔创造出足够的空间后,拆除外部压板。利用之前预留的螺纹孔(例如M6),用螺钉将工件直接固定到工装板上。这种内部固定方式可以最大化地释放加工空间。
侧壁光顺与刀具路径优化
1. **精加工前准备:** 切换到内部固定后,进行剩余材料的粗加工和半精加工,直至达到精加工的余量要求。
2. **避免刀具与工装干涉:** 在进行侧壁光顺(如Pamiàn)时,特别是使用球头刀进行边缘倒角或R角加工时,刀柄或刀具本身可能触及下方的工装板。
* **应对措施:**
* 使用比工装板轮廓略小的铣刀,或在UG中设定刀具路径时,稍微偏移外形轮廓,确保刀具只加工到安全边界。
* 如果无法避免,可采用一把小刀具,沿工装外形轮廓向下洗削一小段深度,给精加工刀具预留安全空间。
3. **最终抛光/光顺:** 确认所有几何特征满足要求后,进行最后一步的光顺处理,完成整个零件的加工。
📍 进阶资源推荐:




















暂无评论内容