
这零件看着不简单,是吧?咱们今天就来好好掰扯掰扯,这玩意儿到底怎么从毛坯变成成品的。别看它弯弯绕绕的,其实只要思路对了,一步一个脚印,UG里模型搭好,程序编细致了,出来的活儿照样漂亮。这套工艺,核心就是稳字当头,尤其像这种形状复杂的,材料特性得摸透,热处理变形得防着,夹具还得自己琢磨,少走弯路,省下来的都是真金白银。咱们得在粗加工阶段就考虑周全,巧妙地留一些“连筋”,把该连的地方连上,让零件在加工过程中保持刚性,等大部分余量都去掉了,再一刀切断,这样既保证了精度,又避免了变形,这才是老师傅的经验,年轻人多学着点。
项目背景与零件特性
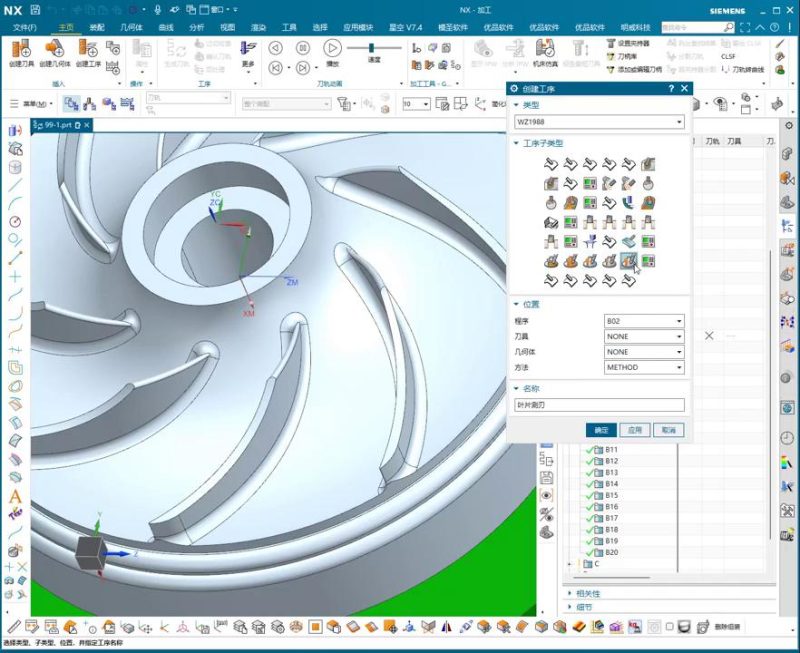
这活儿的背景嘛,就是个需要高精度、复杂曲面加工的活儿,材料从航空铝合金到钛合金都可能遇到。咱们手上这个零件,初看是个不规则的异形件,毛坯通常是锻件或铸件,余量相对充裕。它的主要特性就是三维曲面多,有些区域壁厚变化大,中间掏空的结构也多,这意味着在切削过程中,局部刚性会比较差,特别容易变形。为了保证最终的尺寸精度和表面质量,咱们在设计工艺的时候,就得把防变形放在第一位。我通常是先把它想象成一个“骨架”,哪些地方是主要受力面,哪些是关键支撑,心里得有个数。咱们先从毛坯的两侧夹持开始,第一刀就得把主要轮廓给加工出来,为的就是翻面后,能有个可靠的基准。你看看,光是这个粗加工的起始面,就得考虑后续的装夹稳不稳,不然一翻面,夹具压上去,零件稍有不平整,那可就是应力变形的开始,后面的活儿就全废了。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260309080007229-s1_1773014400.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
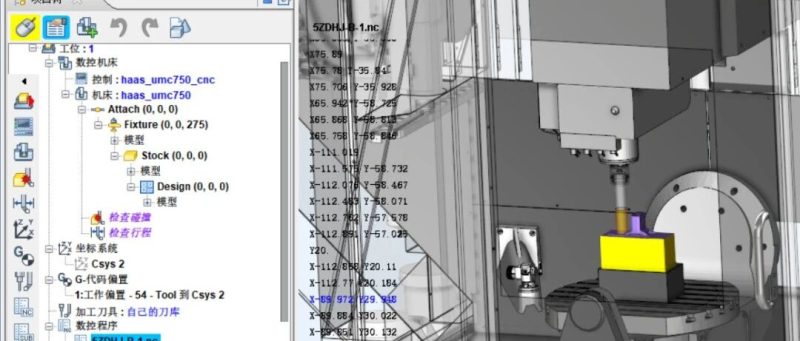
这加工工序,咱得细说。首先是第一面,在三轴或者五轴上,咱们用夹具把毛坯两头夹紧,先开粗这一面。关键点是,这个开粗得把零件外部的大致轮廓给“抠”出来,特别是那些后续翻面需要做定位的面。这样做的好处是,当咱们翻过来,在五轴上夹持第二面的时候,这个已经初步成型的轮廓能提供稳定的支撑,夹具也能更牢靠地抱紧零件。接下来,就是翻到五轴机床上了。这时候,零件的另一面朝上,咱们就可以进行顶面和底面的粗加工了。
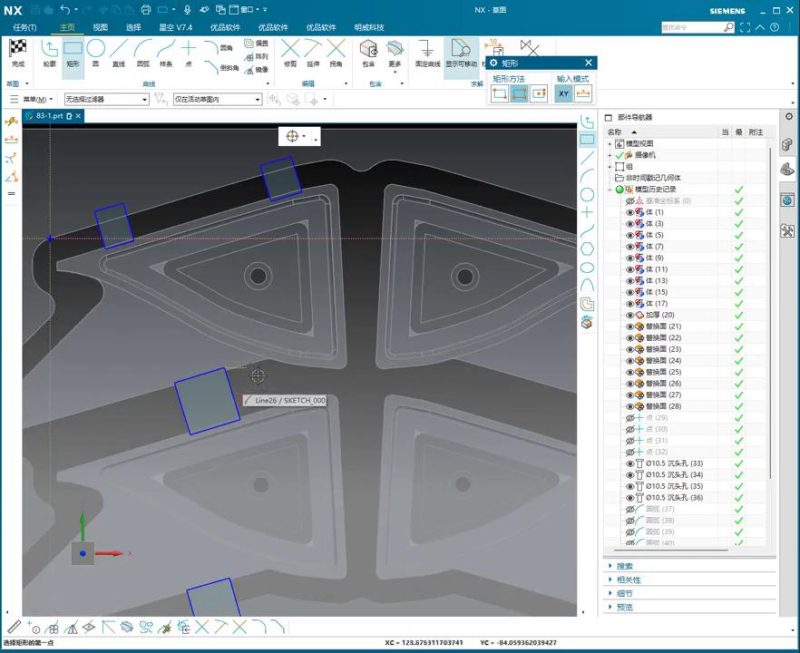
这里面有个学问,像这种中间掏空多、壁薄的零件,如果直接把所有连接都切断,那在后续加工中零件会因为自身重力或切削力而产生变形,或者震动,影响光洁度甚至导致报废。所以,我在UG里建模的时候,会特意在关键部位画上一些“辅助连接”,也就是咱们常说的“连筋”或者“工艺桥”。这些连筋通常是保留一部分材料,把零件内部或外部容易松动、变形的区域连接起来,形成一个整体。这样一来,即使大部分材料被切除,零件依然能保持较好的刚性。
在UG编程里,我会先用“分割体”命令把零件分成几个区域,把需要保留连筋的地方单独定义出来。接着,用“等高轮廓铣”这类粗加工策略,把零件主体余量去掉,但避开这些连筋。在刀路规划上,还会特别注意“斜率分析”,确保没有倒扣的地方,或者通过五轴联动来解决倒扣问题。例如,用一把25mm的球头刀或牛鼻刀,从上往下走刀,一层一层地吃下去,把整个外形和内腔的粗加工都完成。这些连筋,咱们会留在最后精加工之前,再用小刀具,甚至电火花或者线切割,一刀把它切掉,完成零件最终的分离。这样,零件在整个加工过程中始终保持稳定,成品率和质量就都有保障了。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260309080008925-s2_1773014400.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 变形控制: 别急着把零件分得干干净净,特别是有薄壁、长悬臂或大面积掏空的结构。在粗加工阶段,巧妙地留下一些“连筋”作为支撑,等到主体加工完成,零件刚性足够时,再将其切断。这是防止变形、提高加工稳定性的关键。
2. 装夹方案: 首面加工必须确保能为后续工序提供稳定、可靠的装夹基准。在程序中,甚至可以多向下加工一点,让第一面粗加工的轮廓深度足够,这样翻面后无论是用卡盘还是专用夹具,都能吃得更牢,避免二次装夹带来的定位误差和不稳。
3. 模型与刀路优化: 在UG里,提前对模型进行“斜率分析”,识别潜在的倒扣区域,并根据结果调整加工策略,是选择三轴、四轴还是五轴的关键。同时,灵活运用“分割体”或直接在模型上绘制辅助线,来定义连筋位置或特殊加工区域,这样编程时能更精准地控制刀具路径,减少空刀,提高效率。
本文关键词:UG五轴, 复杂曲面加工, 连筋工艺, 热变形控制, 夹具设计
📍 进阶资源推荐:






















暂无评论内容