
本课程聚焦于使用UG NX 1980对大型复杂零件进行双面加工的工艺流程。针对零件侧边和底部的倒扣及复杂曲面特征,我们通过斜率分析确定合理的加工顺序,即先完成正面三轴加工并建立精密基准,再利用定制的仿形工装,通过定位销和螺丝实现高精度二次装夹,从而高效地完成背面特征,包括可能需要的五轴联动加工。
🔥 提示:本节教程实战视频如下:
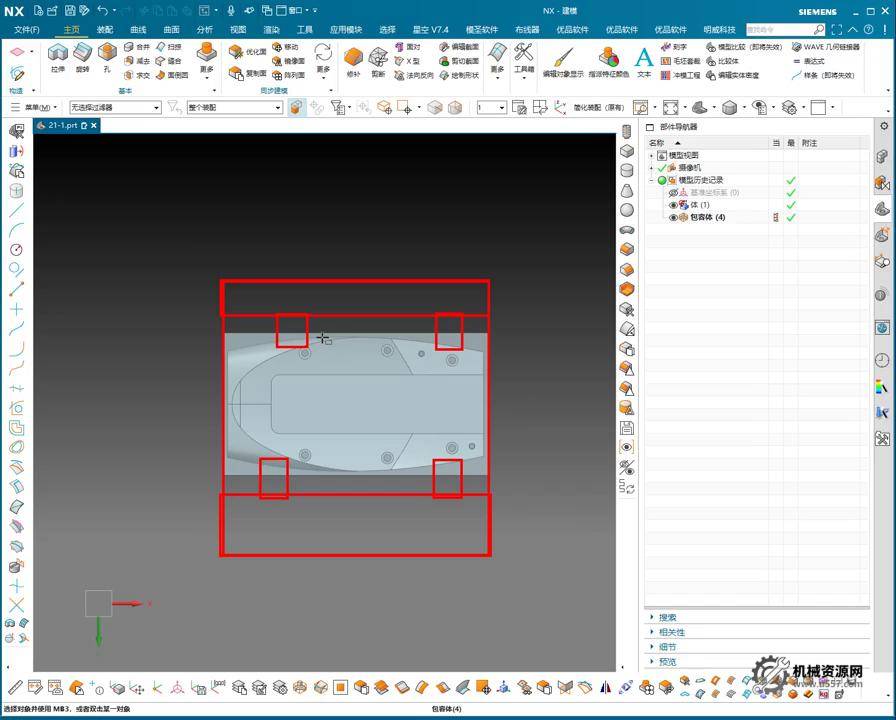
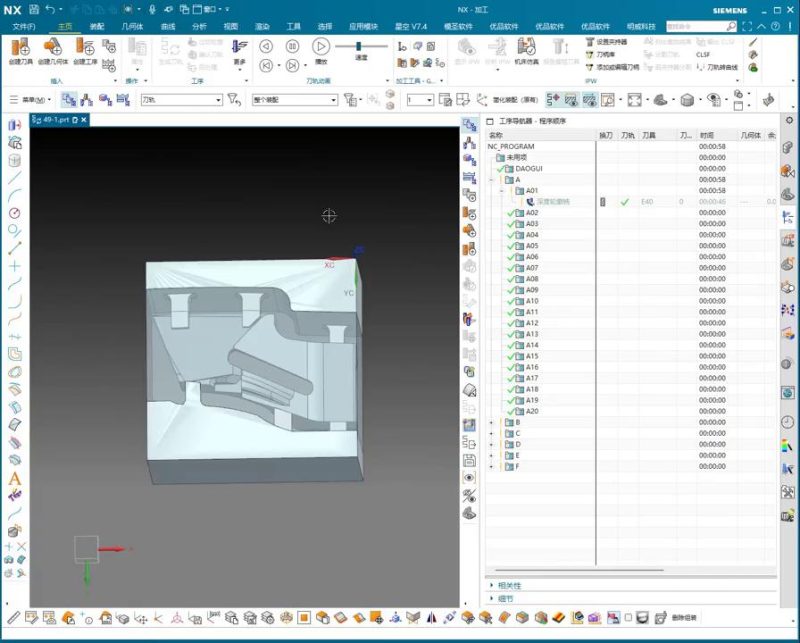
零件几何分析与毛坯确定
本案例零件尺寸较大(约300x150x66mm),其加工难点在于几何结构要求双面加工,且存在需要从特定角度切入的倒扣特征。在制定工艺方案前,必须明确加工的边界条件和毛坯尺寸。
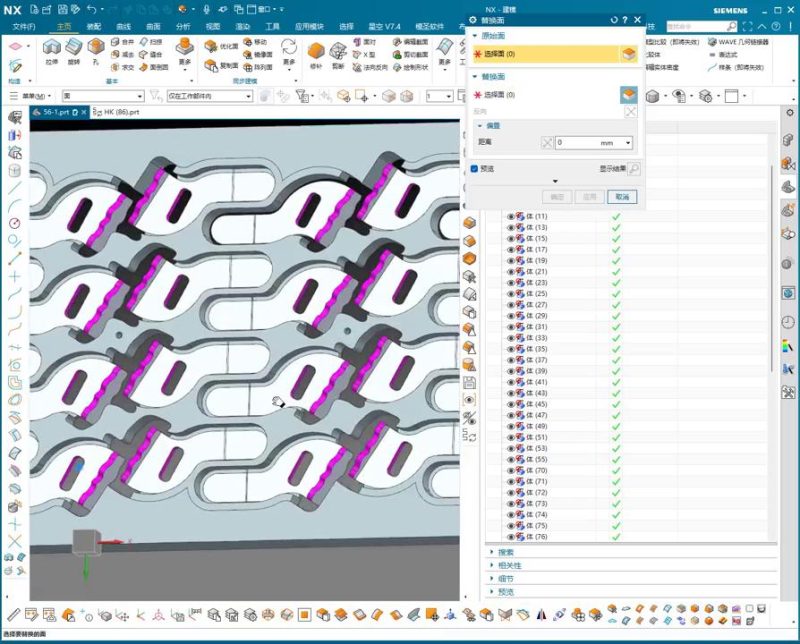
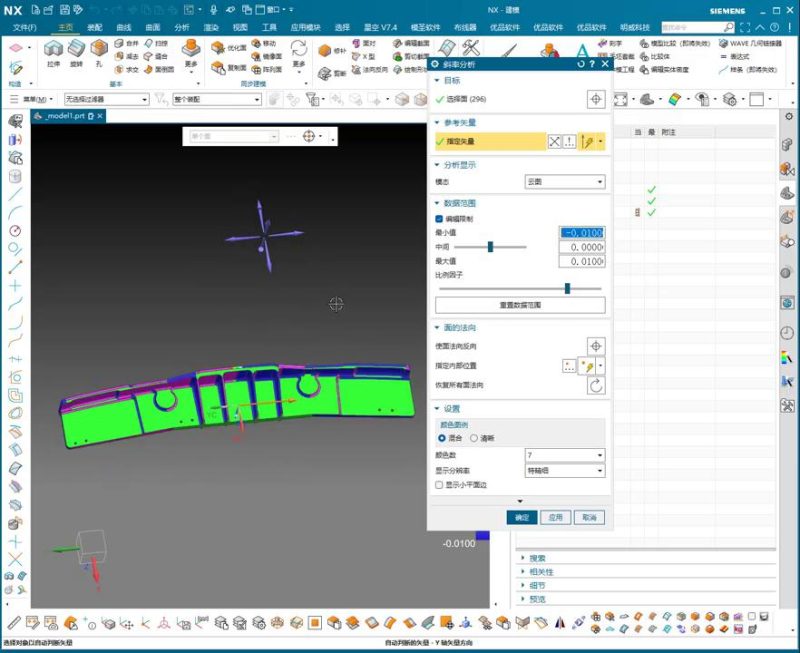
复杂曲面特征识别(斜率分析)
在UG环境中,通过斜率分析(Slope Analysis)是确定加工方向和潜在倒扣区域的关键步骤。从初始Z轴方向观察,零件侧面边缘以及底部的凹槽区域显示为粉色(或指定颜色),这表明这些区域存在倒扣,无法通过常规三轴从上方一次性加工完成。因此,确定了核心工艺策略:
1. 正面:进行主加工面、定位孔和螺纹孔的加工。
2. 背面:处理倒扣和需要特定角度加工的特征。
毛坯尺寸与加工思路优化
原始毛坯尺寸可能过于庞大,影响加工效率和成本。在实际操作中,建议将毛坯预先锯切(下料)至略大于成品尺寸的状态(例如,预留5mm的加工余量)。毛坯尺寸的精确控制直接影响后续粗加工的步骤和时间,并最终决定了夹具的设计尺寸。
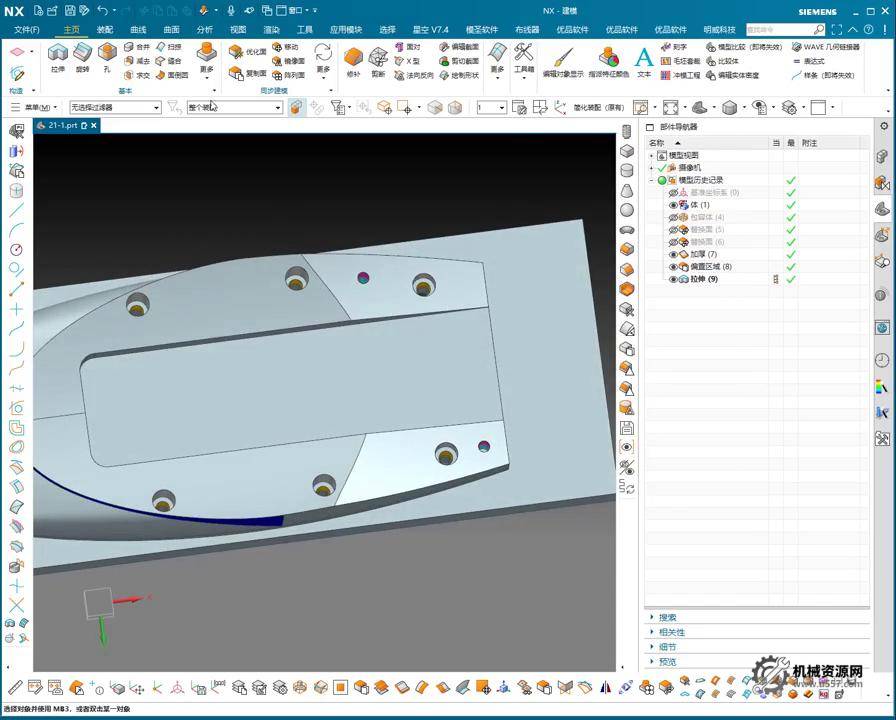
正面加工与高精度基准建立
正面(第一工序)的加工目标是提供背面(第二工序)装夹所需的高精度定位基准。通常采用三轴铣削完成此阶段。
正面粗加工与定位特征制作
正面加工需确保所有重要平面和侧面得到清理,以保证后续装夹的平稳性。核心工作包括:
1. **基准面铣削:** 将零件正面铣平(光面),作为Z轴的起始基准。
2. **定位特征加工:** 制作定位销孔(消孔)和螺纹底孔。定位销孔用于防止旋转和平移,螺纹底孔用于通过螺丝紧固零件。
3. **其他特征:** 完成正面所有的口袋、槽位和斜面加工。
仿形工装设计与二次定位技术
背面加工面临的最大挑战是如何牢固且精确地夹持一个已加工好复杂特征的零件。本方案的核心是使用仿形工装(形状贴合夹具)。
仿形工装的制造与安装
仿形工装必须精确贴合零件正面已加工好的复杂曲面轮廓,以提供均匀的支撑和防止变形。
1. **工装制作:** 制作与零件正面几何形状匹配的夹具。
2. **夹持固定流程:**
* **初始固定:** 使用压板临时将毛坯(正面朝上)压紧在工作台上。
* **特征转移:** 在零件正面钻出用于定位的消孔和螺纹底孔(例如M8),确保孔位与工装上的对应孔位精确对齐。
* **攻丝与拆除压板:** 对螺纹底孔进行攻丝。移除压板。
* **最终紧固:** 将零件正面贴合在仿形工装上,通过螺丝从工装底部穿过,拧紧固定零件。
* **优势:** 这种方式利用零件自身的定位特征实现自锁紧,无需外部压板干扰,为背面加工留出完整的空间。
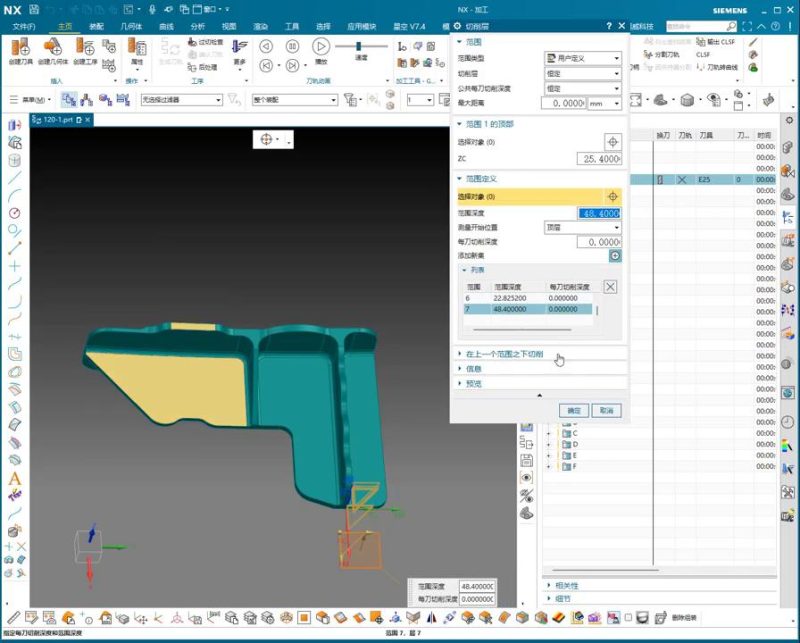
背面复杂特征加工
在仿形工装上固定零件后,即可进行背面加工。
1. **倒扣处理:** 针对斜率分析识别出的倒扣区域:
* **5轴方案:** 如果倒扣几何复杂,采用5轴联动加工路径,能够灵活地摆动刀轴,高效完成侧边和深孔的加工。
* **3轴替代方案:** 如果倒扣较为简单(如直槽),可以选用长柄的T型刀(平头或圆鼻)在3轴机床上完成。
2. **曲面精加工:** 对于剩余的曲面区域,进行半精加工和精加工,确保表面光洁度和轮廓精度。对于曲率变化大的区域,需精细控制刀路步距,保证光洁度。
📍 进阶资源推荐:




















暂无评论内容