
各位工友们,老王我今天来跟大家伙儿唠唠嗑,主要就是聊聊咱们手上那些活儿,特别是图纸这块,别看就一张纸,里头学问可大了。我这十五年摸爬滚打下来,从最简单的车、铣、刨、磨,到复杂的电火花,再到现在的UG五轴编程,哪一样不是从零开始,一点点啃下来的?就说这UG建模和编程吧,很多人觉得难,其实说白了,就是把咱们脑子里对工件的理解,用软件表达出来,然后让机床去干活。今天,咱就拿一个实际的零件,从头到尾给大家伙儿讲讲,怎么用UG把图纸搞定,怎么优化刀路,怎么把材料特性吃透,避免加工变形,还有那些非标刀具的磨制技巧,都是实打实的干货,希望能帮到大家伙儿,少走弯路,多出精品。
项目背景与零件特性
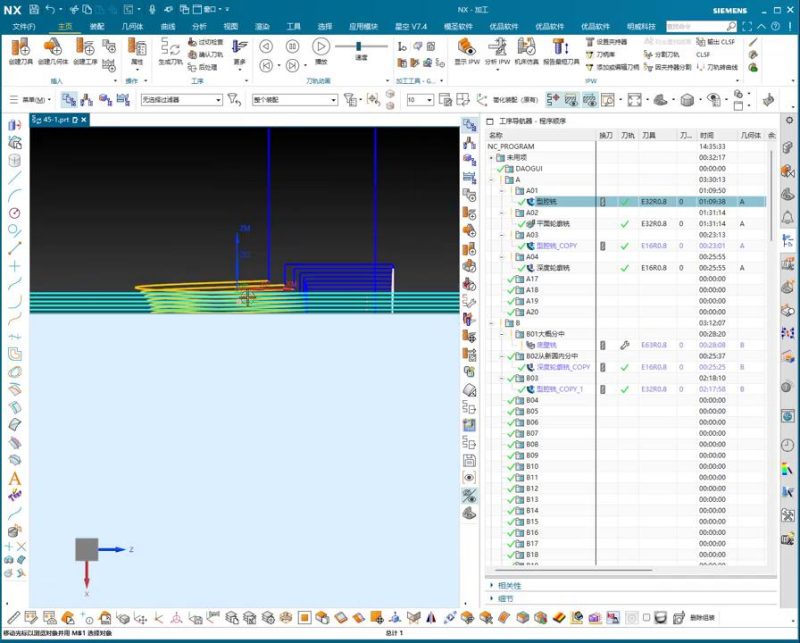
咱们这次要讲的,是一个航空航天领域的小型关键结构件。这玩意儿可不是普通货,你看它外形复杂,曲面过渡多,精度要求非常高,材料还是常用的钛合金。钛合金这玩意儿,强度高、耐腐蚀、耐高温,但是硬度大、导热性差、弹性模量低,加工起来那是真叫一个“娇贵”。切削力大,刀具磨损快,加工硬化严重,一不小心就变形。所以,对待这种零件,咱们从建模阶段就要把细节抠清楚,确保曲面精度,避免UG里头那些“破面”或者“烂面”,这都是后续编程和加工顺畅的基础。再就是,考虑到钛合金加工时的散热问题,切削液的选择和流量控制也得心里有数,这都是影响最终零件质量的关键因素。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260304100430850-s1_1772589862.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
这个钛合金零件的加工,可不是一刀下去就能完事的,咱们得按部就班来。
第一步:UG建模与毛坯定义
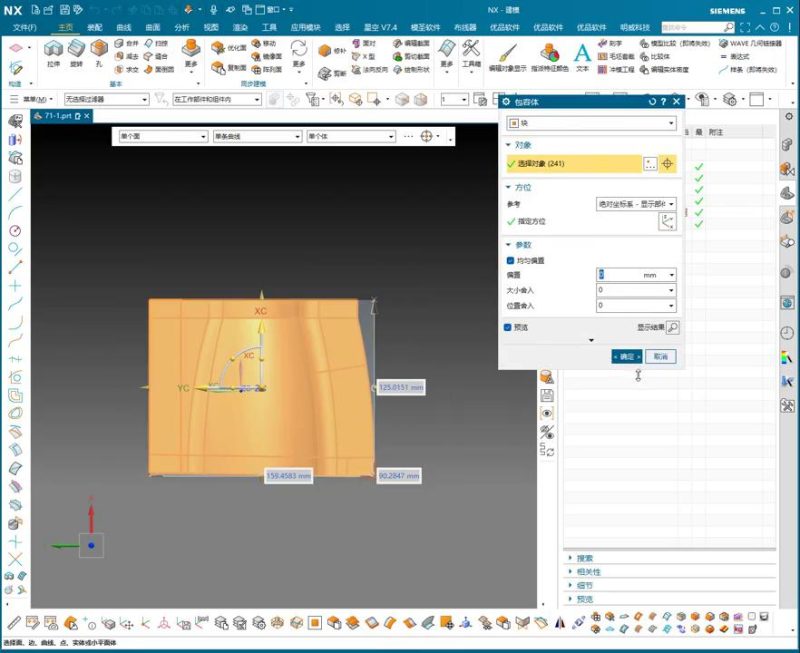
首先,拿到产品数模,我会先在UG里头仔细检查,看有没有破损的曲面或者不连续的边线。这些小毛病,早发现早解决,不然到后面编程的时候会让你焦头烂额。确认数模没问题后,咱们就得定义毛坯。这毛坯的选择啊,得考虑材料损耗、加工余量,还得留出足够的装夹空间。对于这个钛合金件,我会选择锻件毛坯,尺寸上预留比加工余量稍大一点,毕竟粗加工时去除大量材料,对刀具磨损大,分步处理更稳妥。
第二步:粗加工策略与刀路优化
粗加工是去料主力,讲究效率和稳定。针对钛合金,我会选择球头刀或者玉米铣刀,直径要大,刀具刚性好,切削参数要保守一点,吃刀深度不能太大,但进给可以相对快点,让切削力分散到更宽的刀刃上。UG里头,咱们可以使用“型腔铣削”或者“清角铣削”功能,生成等高或螺旋下切的刀路,避开薄弱区域,减少加工震动。优化刀路时,要尽量减少空刀时间,让刀具始终在切削,提高效率。特别是对于曲面区域,使用“固定轴轮廓铣”或者“可变轴轮廓铣”时,要确保刀轴方向的合理性,避免刀具干涉和二次切削。
第三步:半精加工与精加工策略
半精加工和精加工是保证零件精度和表面质量的关键。半精加工余量要小,刀具的选择要兼顾形状和精度,球头刀、R角铣刀都是常用选项。精加工时,刀具更是要精挑细选,刀具磨损一定要控制好,稍有钝化就得更换。在UG里,我会使用“等高线铣削”、“流线驱动”等功能,生成高精度的刀路,确保曲面光顺,并控制好步距,以达到最佳的表面粗糙度。为了防止钛合金加工硬化,精加工时要保证连续切削,避免断续走刀。同时,对精加工后的零件,要进行热处理,消除内应力,这也能有效预防后期变形。
第四步:装夹方案与非标刀具磨制
这个零件的装夹,是个大学问。由于形状复杂,又要避免变形,我会优先考虑设计定制的夹具,确保夹紧力均匀,避免应力集中。比如,采用多点支撑,或者使用真空吸盘辅助固定,目的就是让零件在加工过程中稳如泰山。必要时,可能还需要分段装夹,先加工一部分,再翻面加工另一部分。至于非标刀具,钛合金加工对刀具要求极高,市面上现成的刀具不一定能完全满足所有特殊曲面或深腔的加工需求。这时候,咱就得自己动手磨刀了。比如,磨制一些特殊角度的尖角刀、小R角刀,甚至一些微型刀具,以适应特定的加工区域。这可不是随便磨磨,需要深厚的理论知识和多年的实践经验,才能磨出锋利耐用的好刀。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/03/20260304100432770-s2_1772589862.jpg)
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 材料特性要吃透,别想当然。 比如钛合金,它不是普通钢材,切削参数不能凭感觉来,前期要做足功课,甚至做一些小件试切,找到最佳的切削用量,减少刀具损耗和零件变形。
2. UG建模和刀路,细节决定成败。 很多时候,图纸看着没问题,但UG里模型可能存在微小瑕疵,或者刀路参数设置不合理,导致干涉、过切,甚至撞刀。所以,每次编程都要仔细检查,模拟仿真,确保万无一失。
3. 装夹方案灵活变通,刚性是根本。 零件越复杂,越要重视装夹。不要拘泥于一种装夹方式,可以尝试多种方案,多点支撑、分段装夹、甚至真空吸附,确保零件在加工过程中受力均匀,不变形,不震动,这是高精度加工的硬道理。
本文关键词:UG建模, 五轴编程, 钛合金加工, 刀路优化, 非标刀具00:00
📍 进阶资源推荐:



















暂无评论内容