
各位徒弟,今天咱们不扯虚的,直接掰扯掰扯加工里的硬骨头。我老王干这行十五年了,从手动摇车铣刨磨到现在玩转UG五轴联动,可以说啥难件没见过?今天就拿一个典型的复杂曲面件,跟大家伙儿好好捋一捋。这东西,看着不起眼,但里面的门道可深着呢,从UG建模、刀路规划,到具体的装夹、材料变形控制,每一步都得小心翼翼,走错一步那可就是废品。尤其是在面对那些薄壁、高精度、异形件时,光有蛮力可不行,得靠脑子,靠经验,更得靠咱们的UG技术把刀路优化到极致,把空刀降到最少,这才能又快又好地把活儿干出来。
项目背景与零件特性
咱们今天拿来开刀的,是一个航空发动机上的薄壁异形导流件。这玩意儿可不是随便能碰的,材料是高性能钛合金,出了名的难切,硬度高,导热差,粘刀磨损快,而且加工过程中极易产生热变形和振动。零件本身的特征是内腔复杂曲面与外轮廓的过渡,多处薄壁结构,最薄的地方只有1.5毫米,而且表面粗糙度要求高,精度更是严格到微米级。这就要求咱们从设计思路上就要考虑加工工艺,避免死角,同时在编程时要精细到每一刀,确保切削力均衡,减少应力集中。这种活儿,光靠经验摸索可不行,得用UG把所有可能性都推演一遍,才能心里有底。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260223110237857-s1_1771815750.jpg)
老师傅实操截图 – 核心工艺点解析
详细加工工序讲解
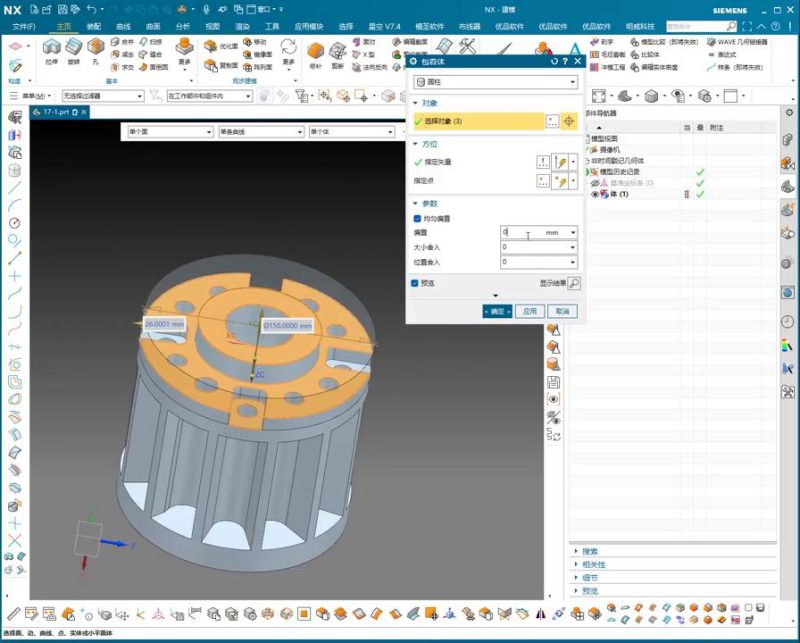
这种钛合金薄壁件,UG的作用那是关键。首先,建模阶段,要确保曲面模型的连续性和光顺性,尤其是过渡区域,不能有任何尖角或破面,这直接关系到后续刀路的光顺度。对薄壁区域,我通常会提前在模型上做厚度分析,预判变形风险点。编程时,一般采用“先粗后精,分层递进,少量多次”的策略。粗加工用“型腔铣”或“自适应铣削”,配合大螺旋角硬质合金刀具,以小径向切深、大切向切宽的方式,快速去除大部分余量,同时通过UG的优化算法,减少空刀,避免重复路径。
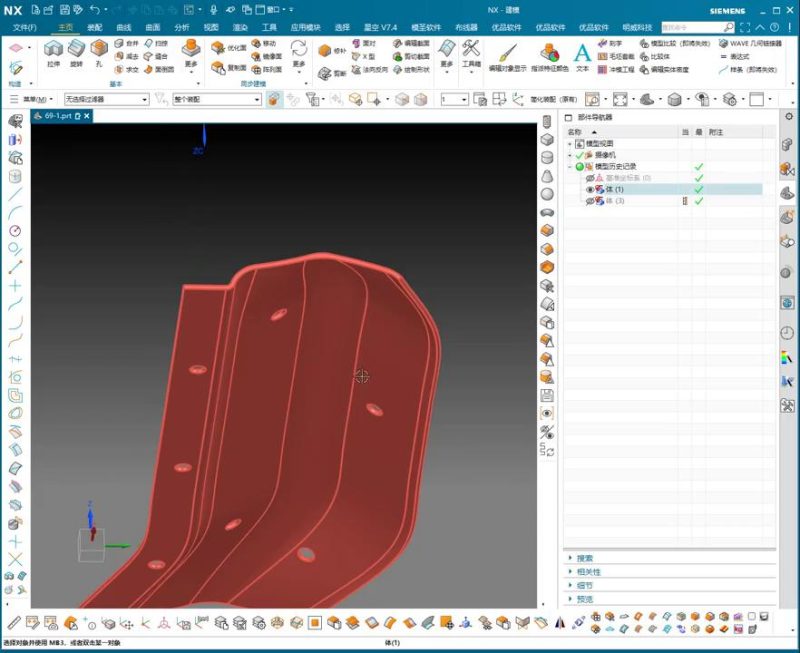
接着是半精加工,这时就要考虑如何把粗加工留下的“坑坑洼洼”找平。我常用“等高轮廓”和“平面铣”相结合,根据曲面坡度调整刀具轨迹,保证加工余量均匀。到了精加工,这才是考验UG真功夫的时候。针对复杂曲面,我一般会选择“流线铣削”或“变轴轮廓铣”,充分发挥五轴联动的优势,让刀具始终保持最佳切削角度,避免刀具干涉和侧壁振纹。特别是薄壁区域,必须用小直径球头刀,配合极小的步距和极低的切削参数,走“轻刀慢进”的路线,并在UG中模拟切削过程,观察刀具与工件的接触情况,确保没有过切欠切,更要严防薄壁振动。装夹方案也至关重要,前期采用多点支撑,后期根据加工面进行多次翻面和局部支撑,确保零件在加工过程中始终稳固。刀具选择上,除了通用刀具,对于某些特殊型面,咱们还得自己磨几把非标刀具,这可是老师傅的绝活,能大大提高加工效率和质量。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260223110241717-s2_1771815750.jpg)
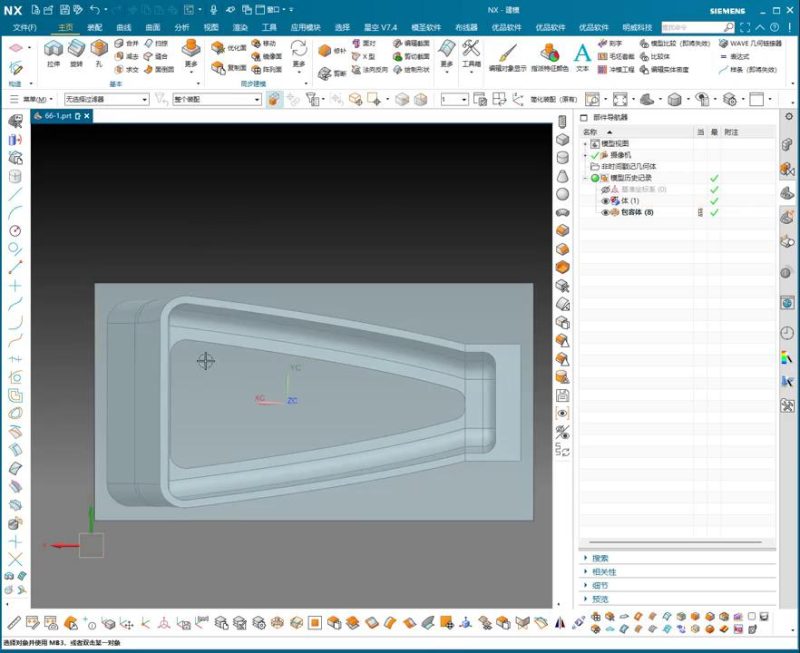
老师傅实操截图 – 核心工艺点解析
本节避坑总结
1. 材料变形是拦路虎,预防工作要到位:
加工钛合金薄壁件,最怕的就是变形。别仗着刀具硬就猛干,切削参数过大,热量堆积,零件就像煮熟的面条一样,说弯就弯了。要记住,小切深,大切宽,控制好进给和转速,配合充足的冷却液,尽量减少热量输入。UG里做路径仿真的时候,也要多关注刀具受力情况,合理安排进给方向,分散切削力,别让它集中在一点上。
2. UG编程别偷懒,空刀优化是王道:
有些徒弟,UG编程图省事,直接用默认参数,结果程序一出来,刀具在零件上方“手舞足蹈”,白白浪费时间。空刀不优化,效率是提不上去的。UG里有专门的路径优化功能,比如“最小化行程”、“优化连接”等,要善用这些功能,把刀具抬刀路径、连接路径都精简到最短最快。每跑完一个区域,就让刀具用最快的速度安全抵达下一个切削点,这才是省钱省时间的活法。
3. 装夹没有“最牢固”,只有“最合适”:
装夹可不是简单的把零件夹紧就行,得结合零件形状、加工部位和切削力方向来设计。薄壁件尤其要避免过大的夹紧力导致变形,可以考虑使用液压夹具、真空吸盘或者定制的支撑工装。加工过程中,根据余量逐步释放夹紧力,甚至可以利用连接筋板进行支撑。记住,装夹方案不对,你UG编得再牛的程序,也照样给你拉稀摆带。
本文关键词:UG专家, 五轴联动, 钛合金加工00:00
📍 进阶资源推荐:




















暂无评论内容