
本教程由15年资深机械加工师傅亲授,深度解析在UG NX中如何为复杂零部件创建稳固的表面工艺连接。面对那些【三轴加五轴联动】才能搞定的精密件,如何从毛坯源头就设计好【装夹基准】和【切削余量】?我们不玩虚的,直接手把手教你利用【偏置面】、【拉伸】、【镜像】和【替换面】、【布尔减去】等UG核心功能,构建出既能保证【夹持强度】,又能实现【刀路高效】、【精度可靠】的【工艺连接】。这套“书本上学不到”的实战窍门,将帮助你有效解决【复杂曲面加工】中的【清根难题】、【过切风险】,最大化【机床效率】,降低【加工成本】,让你的产品在【工业品推广】中更具【核心竞争力】。
复杂零件的初步分析与工艺定位
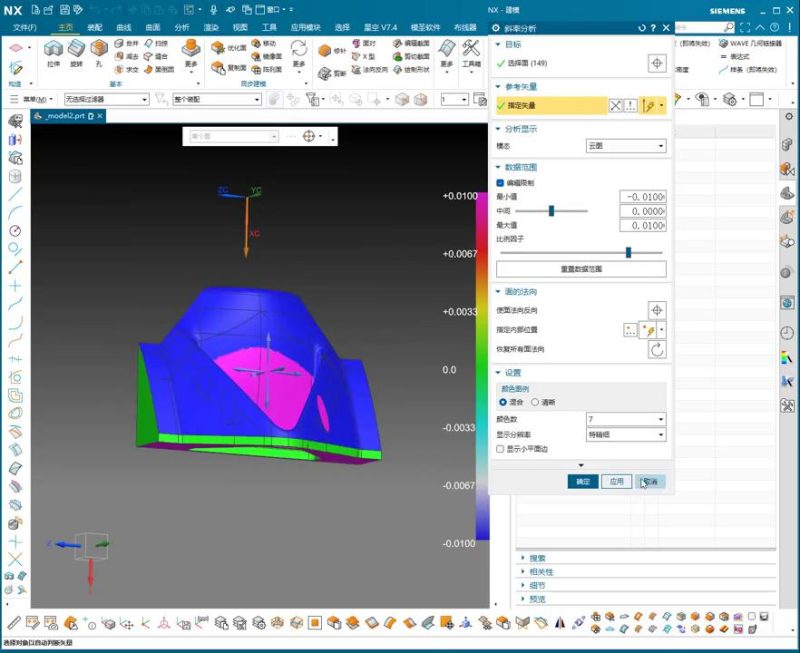
听好了,小伙子们!拿到这种零件,别急着上手编程。先看清楚,这玩意儿是典型的【三轴加五轴联动】的活儿。我瞟了一眼,尺寸不小,400x150x60mm左右,这分量、这结构,就决定了咱们得动点脑筋。音频里也说了,有些位置,比如那底部的【深腔倒扣】或者【小角度斜面】,三轴根本伸不进去,硬来就是【断刀、撞机】的节奏。这时候,【五轴联动】是逃不掉的。但五轴怎么夹?这就回到咱们今天的主题——【工艺连接】。这些连接,说白了,就是给你提供一个稳固的加工基准和夹持点,让你能从容地翻转、定位,把零件的每个面都“吃”到位。别光盯着CAD模型,脑子里得想着机床上的【实际装夹】情况,还要用【斜率分析】工具看看哪些地方【容易清不到根】,哪些面【容易过切】,做到心中有数。
构建工艺连接:从毛坯延伸到实体连接
第一步:确定毛坯与定位面
要搞定这种复杂件,首先得把毛坯搞清楚。别指望拿到多大的料就能直接干。咱们得自己动手,在模型上把【工艺延伸】出来。你看我这操作,先从原始零件的外形往外偏置个三十、四十毫米,甚至更多,看你毛坯多大。这个外扩的【实体】,就是你后续【夹具定位】、【切削余量】的保障。UG里,这操作不难,【偏置面】或者直接【拉伸】就行。记住,留足量,但也不能太多,太多了浪费材料,加工时间也长,【成本】就上去了。这是一个平衡活儿。
第二步:构建连接结构
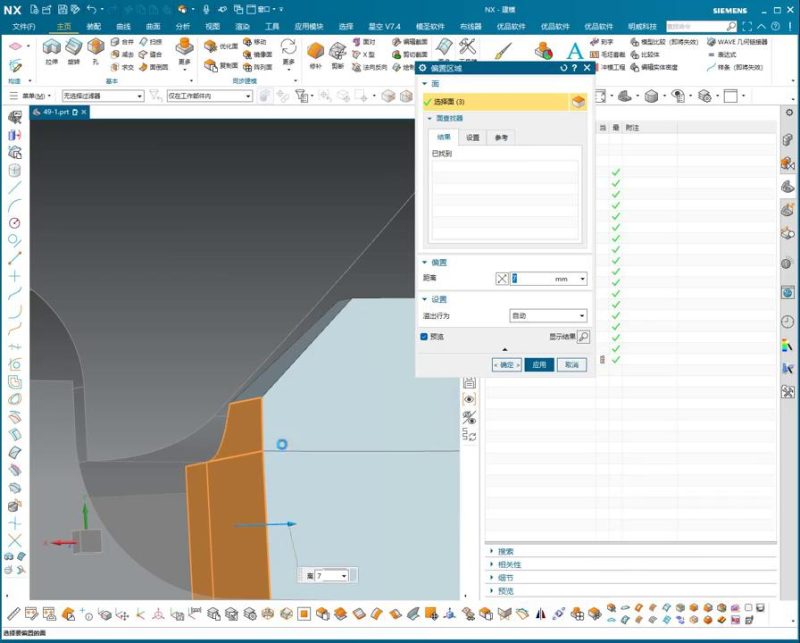
毛坯确定好,接下来就是画这些【临时连接块】了。这些块是用来【固定】和【过渡】的,不是零件本身。UG里,你就用最简单的【草图】和【拉伸】功能就行。别搞复杂了,实用是第一位的。根据你的【刀具大小】和【夹持需求】,在零件的边缘画矩形,然后往外【拉伸】。拉伸的长度要确保能完全覆盖你需要加工的区域,并且【有足够的强度】支撑夹持力。比如我这里,先画个矩形,然后拉伸出去,再用【镜像】功能快速复制到另一边,省时省力。拉伸的时候,宁可多一点,后面可以用【替换面】或者【减去】命令精确裁剪。这就像咱们车床师傅粗车的时候,先留个安全余量,再慢慢精车一样。
第三步:精确连接与修整
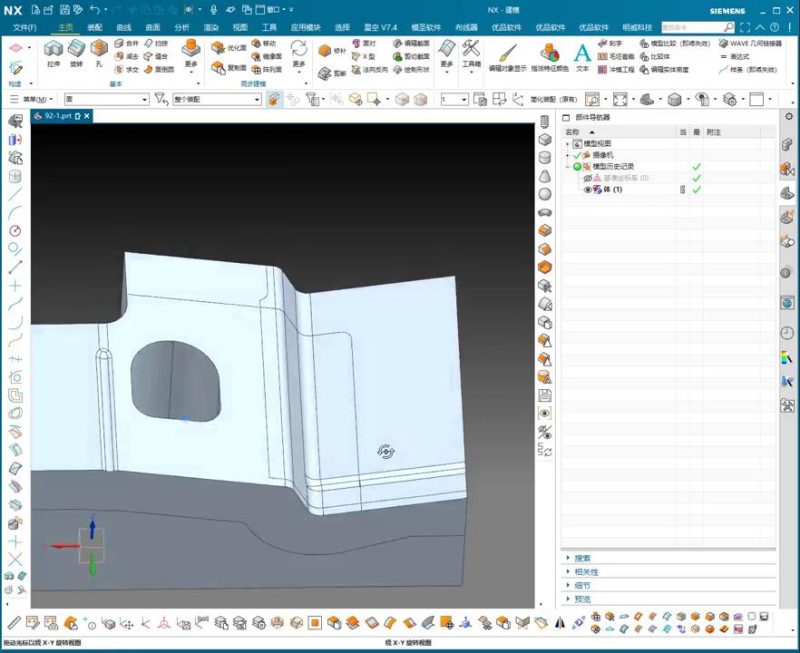
光拉伸出来还不行,得【精修】。UG里的【替换面 (Replace Face)】和【布尔减去 (Subtract)】是你的利器。先把连接块拉伸超过零件面,然后用【替换面】命令,让连接块的某个面精准地贴合到零件的对应曲面上。这步很关键,它能确保你后续的【切削路径】能够【平稳过渡】,不会出现台阶或者过切。遇到那种形状复杂的边缘,【布尔减去】就派上用场了。用零件主体去减去这些连接块上多余的部分,让它们完美融合。记住,每一个连接面都要仔细检查,确保没有【干涉】或者【间隙】。有时候,简单的【倒角】也能解决一些过度问题,灵活运用。【细节决定成败】,尤其是在处理【精密零件】时,差一点点就可能报废一个几十万的工件,这损失可不小!
第四步:检查与验证
模型画完,连接块也建好了,别急着导出NC程序。咱们得像老鹰抓兔子一样,【仔仔细细检查一遍】。转动模型,从各个角度看,有没有【死角】没照顾到?连接块的【强度】够不够?会不会影响【夹具的安装】?特别是那些【斜率】大的地方,看看是不是真的能【清干净】。UG里的【分析工具】要用起来,什么【斜率分析】、【倒扣分析】,都能帮你提前发现问题。宁可多花十分钟检查,也别等上了机床再发现问题,那时候返工的【时间和成本】,可不是闹着玩的。咱们干这行的,【严谨】是刻在骨子里的。
在【UG NX 编程】时,这些【工艺连接】是实现【高效加工】和【高精度】的关键。有了稳固的【装夹基础】,你才能放心大胆地优化【刀具路径】,减少【空刀】,提升【材料去除率】。这不仅是技术活,更是【工业品网络推广】里常说的【核心竞争力】——能把别人干不好的活干好,自然能赢得市场。
避坑指南
- 【连接强度不足】:别小看这些连接块,它得能承受住切削力。画的时候尺寸别太小,太薄了容易断裂,那就前功尽弃了。
- 【余量不均或不足】:连接块与零件结合处的余量要均匀,并且要留够,否则后续精加工容易出现台阶或加工不到位。宁可多留点,再用【替换面】精修,也别抠门。
- 【忽略干涉检查】:连接块可能会与零件的其他未加工区域或夹具发生干涉。一定要用UG的【干涉分析】工具仔细检查,尤其是【复杂曲面】连接处。
- 【过分依赖软件模拟】:软件模拟是死的,机床是活的。【切削火花】、【刀具磨损】、【机床精度误差】这些实际情况,软件不一定能完全体现。所以,【工艺连接】的设计要有一定的【容错性】,并结合实际经验判断。
- 【不考虑后续工序】:这些连接块最后是要切掉的。设计时要考虑到方便【切断】和【修整】,别搞得拆都拆不下来,或者拆完一堆毛刺还要返工。
SEO描述
本教程由15年资深机械加工师傅亲授,深度解析在UG NX中如何为复杂零部件创建稳固的表面工艺连接。涵盖3轴与5轴加工转换、材料延伸、连接体构建、精准修整等实战技巧,确保夹持稳固、刀路高效、精度可靠,是提升CNC加工效率与产品质量的关键秘诀。
Tags
UG NX, NX CAM, 加工工艺, 5轴加工, 3轴加工, 工艺连接, 刀路优化, 机加工, 复杂曲面, 数控编程, 精密加工, 工业品推广, 制造转型
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260131182134463-s1_1769854886.jpg)
图 1:加工现场细节实拍
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260131182136313-s2_1769854886.jpg)
图 2:加工现场细节实拍
📍 进阶资源推荐:



















暂无评论内容