
UG NX 多工序零件加工:程序单与工艺流程高效配合实战
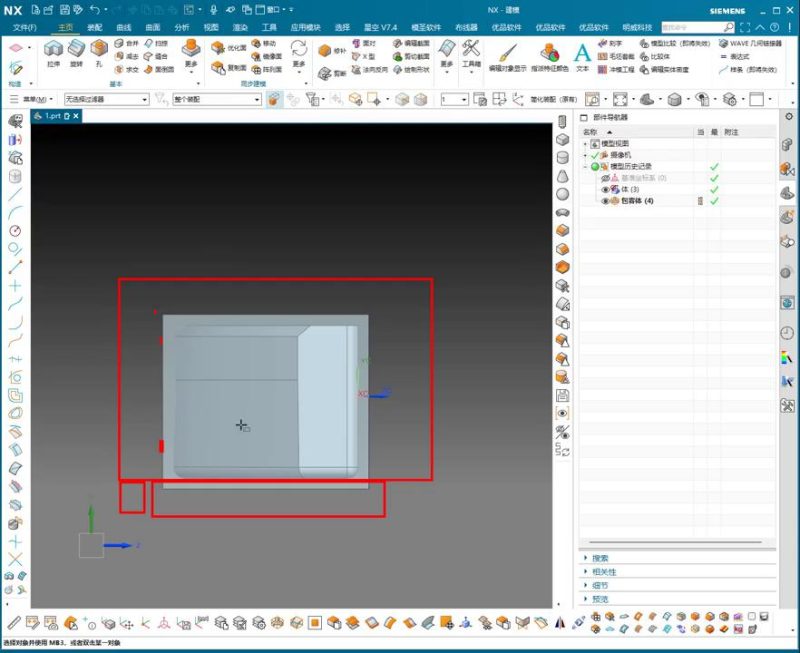
兄弟们,听好了!我是王哥。上节课咱们刀路都编完了,程序也基本上都出来了。这节课,咱们就来聊聊怎么把这些刀路变成咱们机床能看懂的NC程序单。这可不是小事,尤其对多工序零件,程序一多就容易乱。记住我说的第一点,也是最容易吃刀的地方:在出程序单之前,你得把界面给我搞干净!特别是那些红色的保存坐标系,千万不能留着,不然程序单出来就是一锅粥,乱七八糟,根本没法用!咱们先把零件隐藏起来,再反转一下,那些多余的坐标系就都看不见了,清清爽爽,才能保证程序单的准确性。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260131173646614-s1_1769852201.jpg)
图1:隐藏零件,确保工作区干净,避免多余坐标系干扰。
生成NC程序单的正确姿势
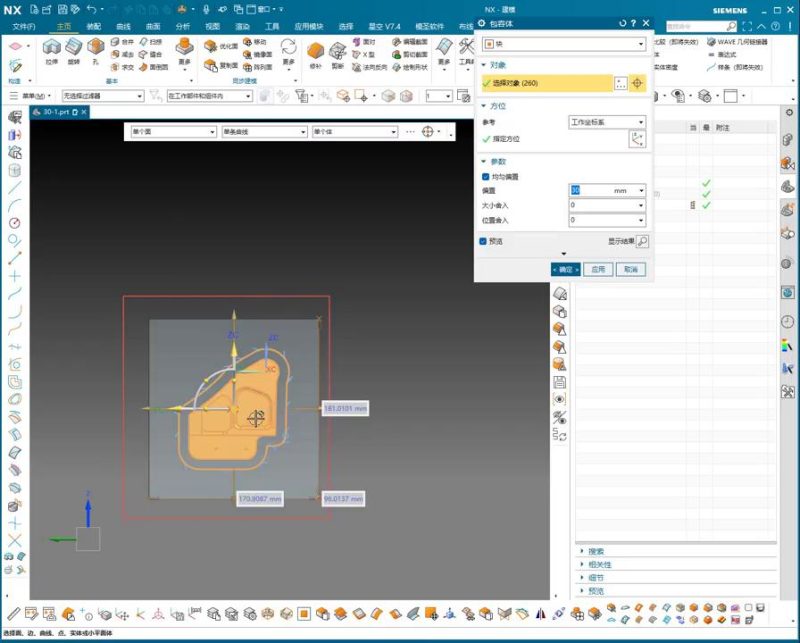
来,咱们继续。之前我教过你们,要出哪个程序的程序单,就得先点亮它,对不对?比如我们要出A程序的程序单,就得先选中A。然后呢,点一下后处理,接着生成程序单,就这么简单。但是,这有个大坑,很多人一开始都容易犯错!
你看看,如果刚才不把那些红色坐标系藏起来,出来的程序单就像这样,乱七八糟,根本没法用!但现在咱们都藏好了,你看,程序单就规规矩矩地出来了,一眼就能看明白。
这里我再多说一句,很多时候咱们分中,比如A程序写的是R25,R25可不是零件的表面啊,那通常是指毛坯的表面。这些细节,在实际加工中,你必须心里有数,不然Z轴一刀下去,轻则报废,重则撞机,听明白没?软件模拟再好,也得结合咱们的实战经验来判断!
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260131173647601-s2_1769852201.jpg)
图2:选择程序,点击后处理生成NC程序单。
程序单命名与正确后处理姿势
咱们的程序单出来后,记得给它好好命名。比如这是A序的程序,我就直接命名成“A”。这个名字要跟你的工艺流程单对上,这样车间师傅拿起来才一目了然,不会搞混。
这里再强调一点,后处理之前,你必须先选中你要处理的那个程序组!比如你要后处理B序,就得先点亮B序的程序。不然呢,坐标系会乱跑,你看,它会跳到别的地方去。这样出来的程序单就不是你想要的了,甚至可能把别的程序给写进去了,那到时候机床一跑,就等着撞刀吧!所以,别偷懒,一步一步来,选中程序,再后处理,这样才不会出错。
程序单与工艺单的协同作战
你看,咱们按正确步骤操作,B序的程序单也妥妥地出来了。每个程序,从A到C,到D,E,F,都要这么一步步来。
这里有个小窍门,可以帮你在车间少跑腿、少解释。你可以在生成程序单的时候,直接在文件名前面,或者程序单的备注里,把一些关键操作要点写进去。比如,“交刀布”、“留余量”,或者“详见程序单A”等等。这样,车间师傅拿到程序单,一看就明白了,减少沟通成本,效率一下就上去了。
记住,程序单和工艺流程单是一套组合拳,必须配合着使用。工艺流程单就像总指挥,告诉你整体的加工思路和步骤;程序单就是具体的执行命令,告诉机床怎么动。两者缺一不可,否则就容易出乱子,加工精度和效率都得打折扣。
复杂多工序的程序单管理秘诀
咱们这个零件,你看,一共六个工序,从A到F,每一个工序都要独立生成程序单。这里我得提醒你,当程序比较多的时候,后处理的速度会变慢,你得耐心等等。
而且,特别要小心!有时候你以为都对,结果程序单出来,发现坐标系又不对了,或者程序内容乱了。这往往就是因为你没有在后处理前选中对应的程序组!看,我之前就犯了个错误示范,没选中就直接后处理了,结果出来的程序单一看就不对劲。所以,宁可多点一下,也别冒这个险,这是咱们干活的基本原则!
最后,当你把所有工序的程序单都搞定后,别忘了整理排序。你得按照实际的加工顺序,把这些程序单整理好,比如D序是最后一刀,那它就得放在最后。千万别搞混了,把D序放前面,那不就乱套了吗?这套程序单和工艺流程的配合使用方法,能让你们的加工效率和准确性提升一大截。
当然了,对于这种复杂的多工序件,你也可以写一个超详细的工艺规程,把所有细节都写进去。但实话告诉你,那种方式太耗时间了,光写一个工艺规程,估计你一天都搞不定。咱们现在这种程序单配合工艺流程的方法,效率更高,也更符合咱们车间的实际需求。
避坑指南
清理工作区:生成程序单前,务必隐藏所有不必要的图层和实体,特别是那些红色的保存坐标系,它们是导致程序单混乱的罪魁祸首。
精准选中程序:后处理时,一定要先点亮你要生成程序单的那个程序组(例如A序、B序),否则坐标系可能错乱,导致程序内容错误或不完整。
核对坐标系:即使生成了程序单,也要快速扫一眼,确认加工坐标系是否正确,特别是Z轴的零点,是设在零件表面还是毛坯表面,这可是决定加工成败的关键!
命名与备注:程序单的文件名要清晰,最好能与工艺流程单上的工序名称一致。可以在程序单里添加简短的备注信息(如“留余量”、“交刀位置”),方便操作人员理解,减少现场沟通成本。
流程顺序一致:多个工序的程序单生成后,务必按照工艺流程的实际顺序进行整理和归档。顺序一旦颠倒,轻则返工,重则报废,切记!
实践出真知:别光看我说,自己多动手练习。在UG NX里多跑几次后处理,体验不同操作带来的结果,才能真正把这些实战技巧变成你自己的本事。
好了,兄弟们,这节课咱们就到这儿。记住我说的,光有理论不行,干活才是硬道理。多练,多想,你才能成为真正的加工高手!
📍 进阶资源推荐:



















暂无评论内容